TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025021975
公報種別
公開特許公報(A)
公開日
2025-02-14
出願番号
2023126116
出願日
2023-08-02
発明の名称
静止工具ホルダの固定機構
出願人
株式会社日研工作所
代理人
弁理士法人アイミー国際特許事務所
主分類
B23Q
3/12 20060101AFI20250206BHJP(工作機械;他に分類されない金属加工)
要約
【課題】安定した重切削をすることが可能な静止工具ホルダの固定機構を提供すること。
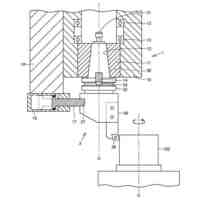
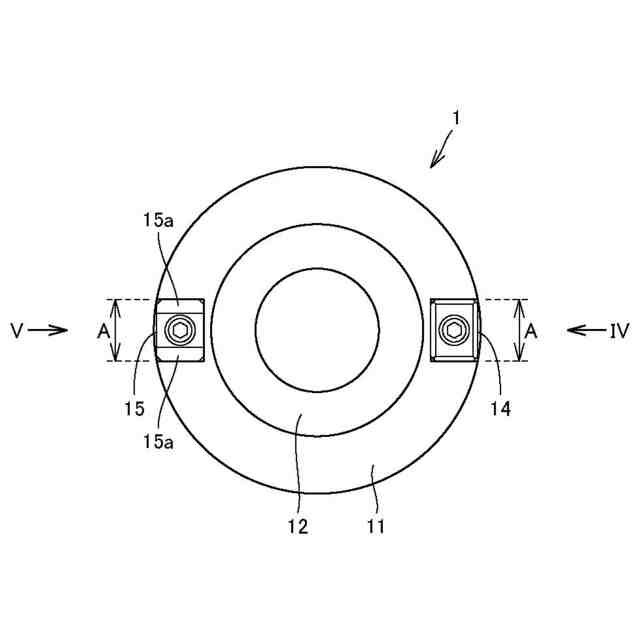
【解決手段】静止工具ホルダの固定機構は、工作機械(1)の主軸(11)の端面に設けられる第1のキー(14)と、第1のキーと係合する第1のキー溝(34)と、ハウジング(18)に設けられる係合ピン(17)と、係合ピンと係合する係合穴(37)とを備え、係合ピンと係合穴との係合により工具ホルダ(3)の回転が抑制される。第1のキーの幅寸法がAであり、工具ホルダの第1のキー溝の幅寸法がB、その公差がb1からb2の範囲であり、規格品の工具ホルダのキー溝の幅寸法がC、その公差がc1からc2の範囲である場合において、それらの幅寸法は、C≧B>Aの関係が成立し、それらの公差は、[c2-c1]>[b2-b1]の関係が成立する。
【選択図】図1
特許請求の範囲
【請求項1】
静止工具および回転工具を選択的に使用可能な工作機械に用いられるものであり、180°対称の位置に設けられる一対のキーを有する主軸と、前記主軸に付設されるハウジングと、回転工具ホルダ用のキー溝の製作公差よりも小さい製作公差で製作される静止工具ホルダ用のキー溝を有する静止工具ホルダとを備え、回転軸線に対して直交する方向から前記静止工具ホルダを前記ハウジングに対して固定する静止工具ホルダの固定機構において、
前記工作機械の主軸の端面に設けられる第1のキーと、
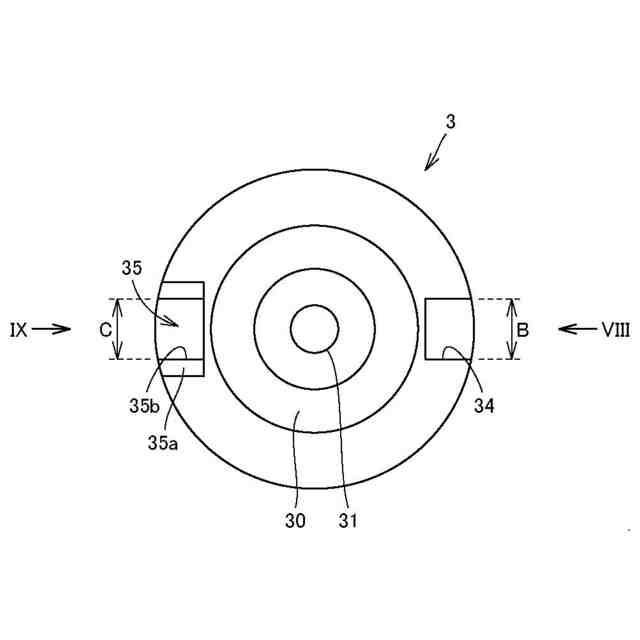
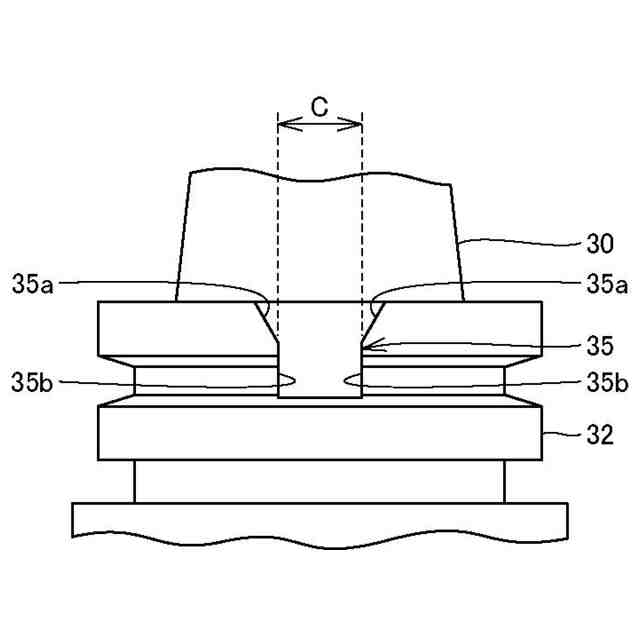
前記主軸に固定される工具ホルダのフランジ部に設けられ、前記第1のキーと係合する第1のキー溝と、
前記ハウジングに設けられる係合ピンと、
前記工具ホルダに設けられ、前記係合ピンと係合する係合穴とを備え、
前記係合ピンと前記係合穴との係合により工具ホルダの回転が抑制され、
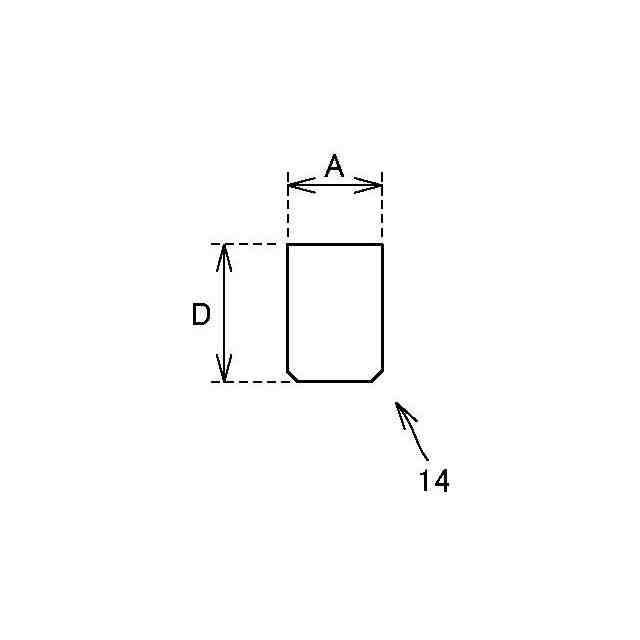
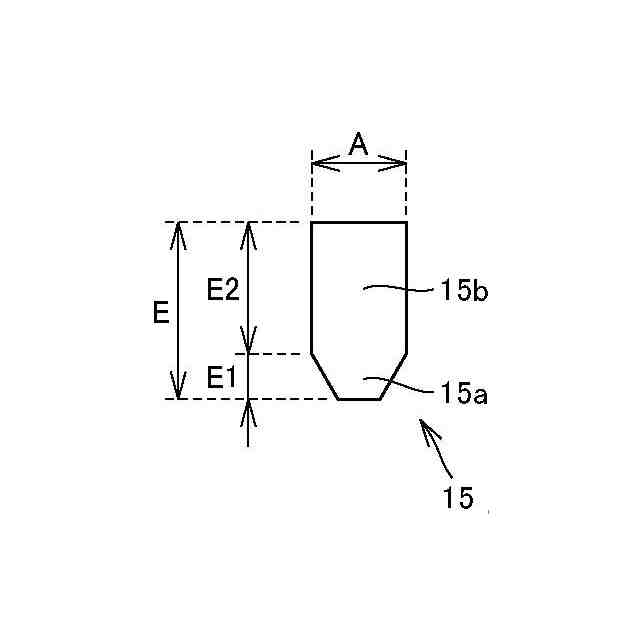
前記第1のキーの幅寸法がAであり、
前記工具ホルダの第1のキー溝の幅寸法がBであり、その公差がb1からb2の範囲であり、
規格品の工具ホルダのキー溝の幅寸法がCであり、その公差がc1からc2の範囲である場合において、
前記第1のキー、前記規格品の工具ホルダのキー溝、および前記工具ホルダの第1のキー溝の幅寸法は、C≧B>Aの関係が成立し、
前記規格品の工具ホルダのキー溝、および、前記工具ホルダの第1のキー溝の公差は、[c2-c1]>[b2-b1]の関係が成立する、静止工具ホルダの固定機構。
続きを表示(約 1,000 文字)
【請求項2】
前記係合ピンは、前記工具ホルダの回転軸線に対して直交する方向に移動可能に設けられる、請求項1に記載の静止工具ホルダの固定機構。
【請求項3】
前記係合ピンは、軸方向先端側に向かって細くなるテーパ形状を含み、
前記係合穴は、前記係合ピンのテーパ形状と同じ角度のテーパ穴を含む、請求項1または2に記載の静止工具ホルダの固定機構。
【請求項4】
前記係合ピンは、軸方向先端側に向かって細くなるテーパ形状を含み、前記ハウジングに取り付けられる筐体を介して軸方向に移動可能に支持されており、
前記筐体は、前記係合ピンのテーパ形状と同じ角度のテーパ孔を含む、請求項1または2に記載の静止工具ホルダの固定機構。
【請求項5】
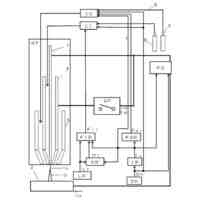
前記係合ピンと前記係合穴とが係合された状態か否かを判定する判定部と、
前記判定部によって、前記係合ピンと前記係合穴とが係合された状態であると判定されたことに応じて、前記工作機械の主軸の回転を機械的に制御する制御部とをさらに備える、請求項1または2に記載の静止工具ホルダの固定機構。
【請求項6】
前記第1のキーに対して周方向に180°の位置に設けられる第2のキーと、前記第2のキーと係合する第2のキー溝とをさらに備え、
前記第2のキーの幅寸法および公差は、前記規格品の工具ホルダと同じである、請求項1または2に記載の静止工具ホルダの固定機構。
【請求項7】
前記第2のキーの回転軸線方向の長さは、前記第1のキーよりも長い、請求項6に記載の静止工具ホルダの固定機構。
【請求項8】
前記第2のキーは、先細りのテーパ形状の先端部を含み、
前記第2のキー溝は、その受入端が前記第2のキーを受け入れるようにテーパ状に形成されている、請求項6に記載の静止工具ホルダの固定機構。
【請求項9】
前記係合ピンは、前記ハウジングに取り付けられる筐体を介して軸方向に移動可能に支持されており、
前記筐体は、位置調節可能に前記ハウジングに取り付けられている、請求項1または2に記載の静止工具ホルダの固定機構。
【請求項10】
前記係合ピンの中心と前記係合穴の中心とを一致させる位置合わせ機構をさらに備える、請求項1または2に記載の静止工具ホルダの固定機構。
発明の詳細な説明
【技術分野】
【0001】
この発明は、静止工具ホルダの固定機構に関し、特に静止工具および回転工具を選択的に使用可能な工作機械に用いられる静止工具ホルダの固定機構に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特開2004-142053号公報(特許文献1)および実開平5-80636号公報(特許文献2)などに開示されているように、たとえば工作機械のマシニングセンタの主軸端面に設けられているキーを、工具ホルダのフランジ部に設けられているキー溝に嵌め合わせることで、主軸の回転駆動力を滑りなく工具ホルダに伝えることが知られている。
【0003】
工作機械のキーおよび工具ホルダのキー溝の寸法および公差は、それぞれ規格で定められている。たとえば、静止工具用の規格として、ISO12164-3においてHSK-Tシャンクが挙げられる。HSK-Tシャンクは、マシニングセンタと旋盤の両方の機能を備える機械である複合加工機において用いられる静止工具用シャンクである。この規格では、キーとキー溝の公差を小さくすることで、主軸と工具ホルダを一体化し、工具ホルダの刃先の位相の変化を抑制している。
【先行技術文献】
【特許文献】
【0004】
特開2004-142053号公報
実開平5-80636号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
近年、重切削を行う機会が増加してきている。主軸を回転不可にクランプした場合、規格品のHSK-Tシャンクを使用して重切削が行える。しかし、小型工作機械の場合、クランプ機構を設けることは機械的に困難である。そのため、主軸を回転不可にクランプしないで、主軸のサーボロック機能をオフにした場合、重切削による推力により、主軸とともに工具ホルダが回される可能性がある。また、主軸のサーボロック機能をオンにした場合であっても、切削する際に発生する振動によって、主軸と工具ホルダに微振動が発生する場合がある。
【0006】
本発明は、上記のような課題を解決するためになされたものであって、その目的は、安定した重切削をすることが可能な静止工具ホルダの固定機構を提供することを目的とする。
【課題を解決するための手段】
【0007】
この目的のため本発明の一態様に係る静止工具ホルダの固定機構は、静止工具および回転工具を選択的に使用可能な工作機械に用いられるものであり、180°対称の位置に設けられる一対のキーを有する主軸と、主軸に付設されるハウジングと、回転工具ホルダ用のキー溝の製作公差よりも小さい製作公差で製作される静止工具ホルダ用のキー溝を有する静止工具ホルダとを備え、回転軸線に対して直交する方向から静止工具ホルダをハウジングに対して固定する静止工具ホルダの固定機構において、工作機械の主軸の端面に設けられる第1のキーと、主軸に固定される工具ホルダのフランジ部に設けられ、第1のキーと係合する第1のキー溝と、工作機械の主軸を支持するハウジングに設けられる係合ピンと、工具ホルダに設けられ、係合ピンと係合する係合穴とを備え、係合ピンと係合穴との係合により工具ホルダの回転が抑制され、第1のキーの幅寸法がAであり、工具ホルダの第1のキー溝の幅寸法がBであり、その公差がb1からb2の範囲であり、規格品の工具ホルダのキー溝の幅寸法がCであり、その公差がc1からc2の範囲である場合において、第1のキー、規格品の工具ホルダのキー溝、および工具ホルダの第1のキー溝の幅寸法は、C≧B>Aの関係が成立し、規格品の工具ホルダのキー溝、および、工具ホルダの第1のキー溝の公差は、[c2-c1]>[b2-b1]の関係が成立する。
【0008】
好ましくは、係合ピンは、工具ホルダの回転軸線に対して直交する方向に移動可能に設けられる。
【0009】
好ましくは、係合ピンは、軸方向先端側に向かって細くなるテーパ形状を含み、係合穴は、係合ピンのテーパ形状と同じ角度のテーパ穴を含む。
【0010】
好ましくは、係合ピンは、軸方向先端側に向かって細くなるテーパ形状を含み、ハウジングに取り付けられる筐体を介して軸方向に移動可能に支持されており、筐体は、係合ピンのテーパ形状と同じ角度のテーパ孔を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日研工作所
静止工具ホルダの固定機構
6日前
個人
スラッジ除去装置
21日前
個人
複合金属回転式ホーン
21日前
株式会社FUJI
工作機械
22日前
有限会社津谷工業
切削工具
2か月前
トヨタ自動車株式会社
積層コア
1か月前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
取付装置
21日前
株式会社ツガミ
工作機械
20日前
トヨタ自動車株式会社
検査方法
1か月前
株式会社トーキン
溶接用トーチ
27日前
株式会社オーエム製作所
工作機械
1か月前
株式会社不二越
歯車研削盤
2か月前
株式会社不二越
歯車研削盤
7日前
株式会社不二越
歯車加工機
2か月前
株式会社メドメタレックス
ドリル
1か月前
株式会社ダイヘン
溶接トーチ
20日前
株式会社FUJI
自動化用パレット
1か月前
株式会社関本管工
エルボ管保持装置
27日前
株式会社ダイヘン
溶接トーチ
20日前
トヨタ自動車株式会社
位相測定方法
1か月前
株式会社ヤマダスポット
抵抗溶接機
2か月前
株式会社浪速試錐工業所
防風カバー
2か月前
サムテック株式会社
加工物製造方法
1か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社不二越
工具の製造方法
1か月前
工機ホールディングス株式会社
作業機
2か月前
工機ホールディングス株式会社
作業機
2か月前
DMG森精機株式会社
工作機械
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
21日前
トヨタ自動車株式会社
冷却器の製造方法
2か月前
トヨタ自動車株式会社
スパッタ検出方法
2か月前
株式会社不二越
超硬合金製ドリル
1か月前
津田駒工業株式会社
バリ取り用スピンドル装置
21日前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ