TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025021905
公報種別
公開特許公報(A)
公開日
2025-02-14
出願番号
2023126006
出願日
2023-08-02
発明の名称
クレードルロールおよびそれを用いた金属帯の取扱方法
出願人
JFEスチール株式会社
代理人
弁理士法人銀座マロニエ特許事務所
主分類
B21C
47/24 20060101AFI20250206BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】コイルに疵を発生させることのないクレードルロールを提供する。
【解決手段】金属帯コイル結束用フープを挿通させる環状凹部を有するクレードルロールであって、前記クレードルロールの表面にライニングを備え、前記環状凹部は前記ライニングの欠落部に相当し、ロール軸方向と平行な断面において、前記ライニングのロール面から前記環状凹部に至る角の断面形状が凸の曲線である、クレードルロールである。そのクレードルロールを用いて、金属帯の端部処理、梱包、または、連続的に払出しおよび巻取りを行う金属帯の取扱方法であって、前記端部処理が複数種類混在する、金属帯の取扱方法である。
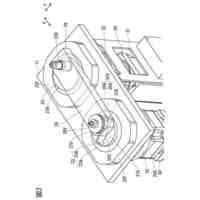
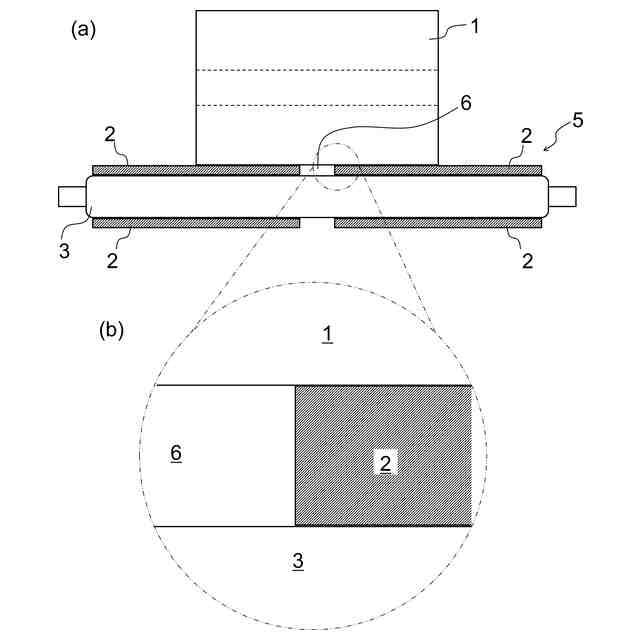
【選択図】図1
特許請求の範囲
【請求項1】
金属帯コイル結束用フープを挿通させる環状凹部を有するクレードルロールであって、
前記クレードルロールの表面にライニングを備え、
前記環状凹部は前記ライニングの欠落部に相当し、
ロール軸方向と平行な断面において、前記ライニングのロール面から前記環状凹部に至る角の断面形状が凸の曲線である、
クレードルロール。
続きを表示(約 540 文字)
【請求項2】
前記凸の曲線は、ロール軸方向の長さbとロール径方向の長さaとの比b/aが1~5の範囲にあり、前記ロール径方向の長さaが前記ライニングの厚さtに対して0.1倍以上0.8倍以下の範囲にある、
請求項1に記載のクレードルロール。
【請求項3】
さらに、前記ライニングの硬度がJIS K 6253-3:2012準拠のタイプAデュロメータでの計測で90~98の範囲である、
請求項1または2に記載のクレードルロール。
【請求項4】
請求項1または2に記載のクレードルロールを用いて、
金属帯の端部処理、梱包、または、連続的に払出しおよび巻取りを行う金属帯の取扱方法であって、
前記端部処理が複数種類混在する、
金属帯の取扱方法。
【請求項5】
請求項3に記載のクレードルロールを用いて、
金属帯の端部処理、梱包、または、連続的に払出しおよび巻取りを行う金属帯の取扱方法であって、
前記端部処理が複数種類混在する、
金属帯の取扱方法。
【請求項6】
さらに、幅の異なる金属帯を混在して取扱う、
請求項5に記載の金属帯の取扱方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属帯の端部処理や梱包、払出し、巻取りを行うためのクレードルロールに関し、それを用いた金属帯の取扱方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
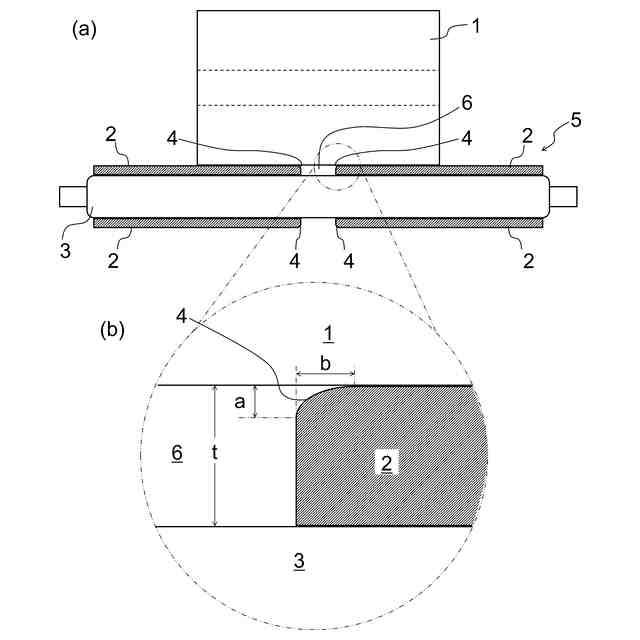
金属帯コイル、たとえば、鋼帯コイル(鋼板巻取りコイル)(以下、単にコイルともいう)をクレードルロールで取り扱うことが多い。たとえば、コイルをクレードルロール上で回転させることで、鋼板表面の検査や外周欠陥の除去を行う目的で鋼板の払い出し、巻き取りを行うことがある。一方、コイルを保管、搬送する際には鋼板の剛性により外周が反って巻き緩んでしまうのを防ぐため、鋼製のフープで結束している(図3(a))。クレードルロール上にコイルを搬送したとき、フープとロールが接触するとフープとコイル間の面圧が上がって、コイルに押疵が発生することがある。そのため、クレードルロールには、フープを避ける環状凹部を形成して使用するのが一般的である。この凹部はフープ取外し時やフープ掛け時にフープを挿通する役割も担っている。たとえば、図4に示すようなクレードルロール5が使われる。このクレードルロール5はロール本体3の表面にライニング2が施され、環状凹部6はライニング2の欠落部によって構成される。コイル1はライニング2のロール面に載荷される。
【0003】
鋼板の剛性は板厚が薄くなるほど低くなり、板厚0.5mm未満の鋼板であれば、コイル外周の反りがほとんどない。そのため、結束用のフープを用いずに粘着テープ等で接着することが一般的である(図3(b))。板厚0.4mm未満になるとさらに剛性が低くなり、クレードルロール上でコイルを回転させると環状凹部を起点とした絞り疵を発生させてしまうという問題点がある。そこで、板厚0.4mm未満のコイルを検査する場合には環状凹部の無いクレードルロールを用いて払出しや巻取り、粘着テープによる接着を行う。板厚の異なるコイルを混在して取り扱う場合には、クレードルロールの交換を行う必要があるため、作業効率が悪い。また、2種類のロールを用意する必要がありコストが増大する問題もあった。
【0004】
そこで、たとえば、特許文献1には、ロール外周を軸方向に分割されたシェルとし2つのシェルを動かすことによって環状凹部を閉じ、環状凹部の無い連続したロールに可変することで、フープ有無および板厚にかかわらず疵を発生させないクレードルロールが提案されている。
【先行技術文献】
【特許文献】
【0005】
特開2002-001430号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記従来技術には、以下のような課題があった。
すなわち、特許文献1に記載の技術では、表面に被膜コーティングを有しない鋼板における疵の改善を意図している。しかしながら、被膜コーティングを有する場合は、特許文献1に記載の技術であっても、疵が発生する場合があった。
【0007】
本発明は、上記に鑑みてなされたものであって、被膜コーティングを有するコイルであっても、疵を発生させることのないクレードルロールを提供することを目的とする。さらに、そのクレードルロールを用いた金属帯の取扱方法を提案することを目的とする。なお、本発明において、金属帯コイルは、コイル状に巻き取られた金属帯を指す。また、金属帯は、コイル状、およびコイル状に巻き取られていない場合を区別せずに用いる。鋼帯コイルおよび鋼帯についても同様である。
【課題を解決するための手段】
【0008】
発明者らは、上記した課題を達成するために、鋭意検討を重ねた結果、以下の知見を得た。すなわち、環状凹部を有するクレードルロールでコイルを扱う場合、表面に被膜コーティングを有するコイルに発生する疵には、環状凹部に至るライニングの角を起点とした疵と、その他の表面疵とが存在することがわかった。ライニングの角を起点とした疵は、ライニングの角の形状が影響することがわかった。また、その他の表面疵には、ライニングの硬度が影響することがわかった。なお、その他の表面疵とは、環状凹部に至るライニングの角を除いた、ライニングの表面を起点とした疵を指す。
【0009】
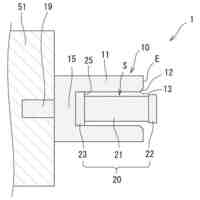
上記課題を有利に解決する本発明にかかるクレードルロールは、金属帯コイル結束用フープを挿通させる環状凹部を有するクレードルロールであって、前記クレードルロールの表面にライニングを備え、前記環状凹部は前記ライニングの欠落部に相当し、ロール軸方向と平行な断面において、前記ライニングのロール面から前記環状凹部に至る角の断面形状が凸の曲線であることを特徴とする。
【0010】
なお、本発明にかかるクレードルロールは、
(a)前記凸の曲線は、ロール軸方向の長さbとロール径方向の長さaとの比b/aが1~5の範囲にあり、前記ロール径方向の長さaが前記ライニングの厚さtに対して0.1倍以上0.8倍以下の範囲にあること、
(b)さらに、前記ライニングの硬度がJIS K 6253-3:2012準拠のタイプAデュロメータでの計測で90~98の範囲であること、
がより好ましい解決手段になる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ハゼ折鋼板のハゼ締め装置
4か月前
株式会社プロテリアル
鍛造装置
1か月前
村田機械株式会社
プレス機械
4か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
18日前
株式会社三明製作所
転造装置
1か月前
株式会社カネミツ
筒張出部形成方法
1か月前
株式会社吉野機械製作所
プレス機械
1か月前
東洋製罐株式会社
有底筒状体加工装置
10日前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
株式会社カネミツ
歯付円筒体形成方法
1か月前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
日本製鉄株式会社
圧延装置
3日前
大同特殊鋼株式会社
横型鍛造装置
4か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
トヨタ紡織株式会社
カシメ装置
4か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
株式会社IKS
滑り止め構造
17日前
個人
日本刀の製造方法
1か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
3か月前
株式会社TMEIC
板離れ防止システム
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
株式会社菊地機械製作所
加工装置、および加工方法
3か月前
株式会社アマダ
安全確認画像の表示方法
1か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
1か月前
金田工業株式会社
はすば歯車の製造方法
2か月前
東芝産業機器システム株式会社
金型装置
4か月前
旭精機工業株式会社
工具移動装置及び線材成形機
2か月前
馳逸自動化科技(蘇州)有限公司
合金スタンピング装置
1か月前
有限会社後藤工業所
パイプ加工装置及びパイプ加工方法
2か月前
フタバ産業株式会社
パイプの製造方法
17日前
株式会社レゾナック
ヒートシンクの製造方法
2か月前
東洋製罐株式会社
製缶装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ