TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025021879
公報種別
公開特許公報(A)
公開日
2025-02-14
出願番号
2023125943
出願日
2023-08-02
発明の名称
クランプ装置
出願人
株式会社BRAING
代理人
個人
,
個人
,
個人
主分類
B23Q
3/06 20060101AFI20250206BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ワークを容易かつ強固に固定することができ、加工後はワークを容易に取り外すことができる新規なクランプ装置を提供する。
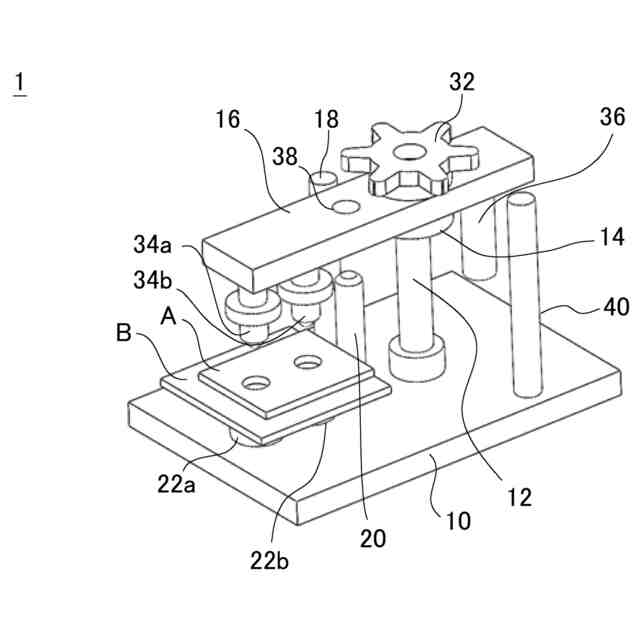
【解決手段】基板10上のワーク支持部22a,22bに支持されたワークA,Bを、ワーク押圧部材16の押圧部34が、ワーク支持部22a,22bから離れた初期位置から水平回動してワーク支持部22a,22bに到達し、到達位置で下降して、上方から押圧して固定すると共に、ワーク押圧部材16の押圧部34a,34bが、上昇して、ワークA,Bを解放し、初期位置まで回動回帰するクランプ装置であって、ねじ軸12と、回動昇降部材14と、ワーク押圧部材16と、仮固定解除部材18と、ワーク押圧部材回動阻止部材20とを備えているクランプ装置1である。
【選択図】図1
特許請求の範囲
【請求項1】
基板のワーク支持部に支持されたワークを、ワーク押圧部材の押圧部が、前記ワーク支持部から離れた初期位置から水平回動してワーク支持部に到達し、該到達位置で下降して、上方から押圧して固定すると共に、前記ワーク押圧部材の押圧部が、上昇して、前記固定されたワークを解放し、前記初期位置まで回動回帰するクランプ装置であって、
前記基板に立設されたねじ軸と、
前記ねじ軸に螺合され、該ねじ軸に沿って回動及び昇降する回動昇降部材と、
前記ねじ軸に挿通されると共に、前記回動昇降部材に同期移動可能に上下から挟持され仮固定された部材であって、その一方側に、前記ワーク支持部に支持されたワークを押圧する押圧部を具備すると共に、前記ねじ軸を介した他方側に、前記押圧部のワークの押圧による反力を受ける反力受け部を具備するワーク押圧部材と、
前記ワーク押圧部材の水平回動を前記到達位置で制限して、前記ワーク押圧部材と回動昇降部材との仮固定を解除する仮固定解除部材と、
前記基板に立設され、前記ワーク押圧部材の下降及び上昇時に、該ワーク押圧部材と係合及び非係合状態となるワーク押圧部材回動阻止部材と、
を備え、
前記ワーク押圧部材の押圧部は、
前記ワークを固定する際、初期位置より、前記回動昇降部材の回動に伴って前記到達位置まで水平回動し、前記仮固定解除部材によって回動昇降部材との仮固定が解除され、該到達位置に保持された状態で、前記回動昇降部材の下降に伴ってワークを押圧する位置まで下降し、
前記ワークを解放する際、前記到達位置に保持された状態で、前記回動昇降部材の上昇に伴って前記ワーク押圧部材回動阻止部材と非係合状態となるまで上昇した後、前記回動昇降部材の回動に伴って前記初期位置まで回動回帰する
ことを特徴とするクランプ装置。
続きを表示(約 460 文字)
【請求項2】
前記ワーク押圧部材回動阻止部材は、その高さが調整可能であることを特徴とすることを特徴とする請求項1記載のクランプ装置。
【請求項3】
前記ワーク押圧部材回動阻止部材の高さは、前記基板のワーク支持部に支持されるワークの最高高さ以上に調整されることを特徴とする請求項1記載のクランプ装置。
【請求項4】
前記ワーク押圧部材及び回動昇降部材の仮固定が、磁石により行われていることを特徴とする請求項1記載のクランプ装置。
【請求項5】
前記ワーク押圧部材の押圧部及び前記基板のワーク支持部が、ピン及びブッシュの組み合わせを備えていることを特徴とする請求項1記載のクランプ装置。
【請求項6】
前記ワーク押圧部材の水平回動角度が90°であることを特徴とする請求項1記載のクランプ装置。
【請求項7】
前記仮固定解除部材が、前記基板に立設されたワーク押圧部材回動阻止部材に隣接して設けられていることを特徴とする請求項1記載のクランプ装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークを固定するクランプ装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来より、溶接などの加工に使用するワークを固定し、位置決めするためにクランプ装置が知られている。
【0003】
このようなクランプ装置としては、例えば、取付面に立設する縦材に回動可能に設けたハンドル及びハンドルの回動に伴ってワーク方向に回動又は直動し、トグル機構によってロックされるアームを備えるトグルクランプにおいて、アームの先端に上下回動するとともに位置固定可能な、ワークに接触し押さえつける当接部を備えるクランプ装置が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2022-045845号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ワークを固定する技術は様々提案されているものの、よりワークを容易かつ強固に固定し、かつ容易に取り外すことができるクランプ装置が求められていた。
【0006】
本発明の課題は、ワークを容易かつ強固に固定することができると共に、ワーク加工後にワークを容易に取り外すことができる新規なクランプ装置を提供することにある。
【課題を解決するための手段】
【0007】
本発明者は、ワークを容易かつ強固に固定し、ワーク加工後にワークを容易に取り外すことが可能なクランプ装置について鋭意研究した結果、新たなクランプ装置を見いだし、本発明を完成するに至った。
【0008】
すなわち、本発明は、以下の通りである。
[1]基板のワーク支持部に支持されたワークを、ワーク押圧部材の押圧部が、前記ワーク支持部から離れた初期位置から水平回動してワーク支持部に到達し、該到達位置で下降して、上方から押圧して固定すると共に、前記ワーク押圧部材の押圧部が、上昇して、前記固定されたワークを解放し、前記初期位置まで回動回帰するクランプ装置であって、
前記基板に立設されたねじ軸と、
前記ねじ軸に螺合され、該ねじ軸に沿って回動及び昇降する回動昇降部材と、
前記ねじ軸に挿通されると共に、前記回動昇降部材に同期移動可能に上下から挟持され仮固定された部材であって、その一方側に、前記ワーク支持部に支持されたワークを押圧する押圧部を具備すると共に、前記ねじ軸を介した他方側に、前記押圧部のワークの押圧による反力を受ける反力受け部を具備するワーク押圧部材と、
前記ワーク押圧部材の水平回動を前記到達位置で制限して、前記ワーク押圧部材と回動昇降部材との仮固定を解除する仮固定解除部材と、
前記基板に立設され、前記ワーク押圧部材の下降及び上昇時に、該ワーク押圧部材と係合及び非係合状態となるワーク押圧部材回動阻止部材と、
を備え、
前記ワーク押圧部材の押圧部は、
前記ワークを固定する際、初期位置より、前記回動昇降部材の回動に伴って前記到達位置まで水平回動し、前記仮固定解除部材によって回動昇降部材との仮固定が解除され、該到達位置に保持された状態で、前記回動昇降部材の下降に伴ってワークを押圧する位置まで下降し、
前記ワークを解放する際、前記到達位置に保持された状態で、前記回動昇降部材の上昇に伴って前記ワーク押圧部材回動阻止部材と非係合状態となるまで上昇した後、前記回動昇降部材の回動に伴って前記初期位置まで回動回帰する
ことを特徴とするクランプ装置。
【0009】
[2]前記ワーク押圧部材回動阻止部材は、その高さが調整可能であることを特徴とすることを特徴とする上記[1]記載のクランプ装置。
[3]前記ワーク押圧部材回動阻止部材の高さは、前記基板のワーク支持部に支持されるワークの最高高さ以上に調整されることを特徴とする上記[1]又は[2]記載のクランプ装置。
[4]前記ワーク押圧部材及び回動昇降部材の仮固定が、磁石により行われていることを特徴とする上記[1]~[3]のいずれか記載のクランプ装置。
【0010】
[5]前記ワーク押圧部材の押圧部及び前記基板のワーク支持部が、ピン及びブッシュの組み合わせを備えていることを特徴とする上記[1]~[4]のいずれか記載のクランプ装置。
[6]前記ワーク押圧部材の水平回動角度が90°であることを特徴とする上記[1]~[5]のいずれか記載のクランプ装置。
[7]前記仮固定解除部材が、前記基板に立設されたワーク押圧部材回動阻止部材に隣接して設けられていることを特徴とする上記[1]~[6]のいずれか記載のクランプ装置。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
21日前
個人
複合金属回転式ホーン
21日前
株式会社FUJI
工作機械
22日前
有限会社津谷工業
切削工具
2か月前
トヨタ自動車株式会社
積層コア
1か月前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
取付装置
21日前
株式会社ツガミ
工作機械
20日前
トヨタ自動車株式会社
検査方法
1か月前
株式会社トーキン
溶接用トーチ
27日前
株式会社オーエム製作所
工作機械
1か月前
株式会社不二越
歯車研削盤
2か月前
株式会社不二越
歯車研削盤
7日前
株式会社不二越
歯車加工機
2か月前
株式会社メドメタレックス
ドリル
1か月前
株式会社ダイヘン
溶接トーチ
20日前
株式会社FUJI
自動化用パレット
1か月前
株式会社関本管工
エルボ管保持装置
27日前
株式会社ダイヘン
溶接トーチ
20日前
トヨタ自動車株式会社
位相測定方法
1か月前
株式会社ヤマダスポット
抵抗溶接機
2か月前
株式会社浪速試錐工業所
防風カバー
2か月前
サムテック株式会社
加工物製造方法
1か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社不二越
工具の製造方法
1か月前
工機ホールディングス株式会社
作業機
2か月前
工機ホールディングス株式会社
作業機
2か月前
DMG森精機株式会社
工作機械
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
21日前
トヨタ自動車株式会社
冷却器の製造方法
2か月前
トヨタ自動車株式会社
スパッタ検出方法
2か月前
株式会社不二越
超硬合金製ドリル
1か月前
津田駒工業株式会社
バリ取り用スピンドル装置
21日前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ