TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025020805
公報種別
公開特許公報(A)
公開日
2025-02-13
出願番号
2023124397
出願日
2023-07-31
発明の名称
レーザー加工装置
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
26/064 20140101AFI20250205BHJP(工作機械;他に分類されない金属加工)
要約
【課題】集光レンズの交換を容易に行うことができるレーザー加工装置を提供する。
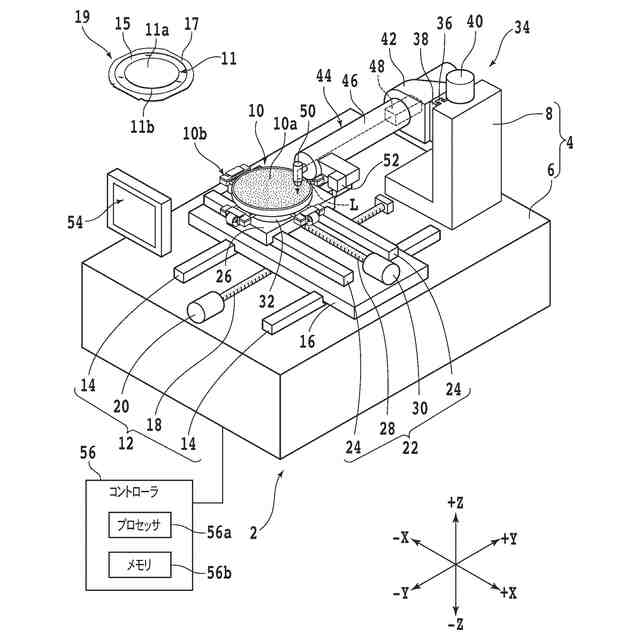
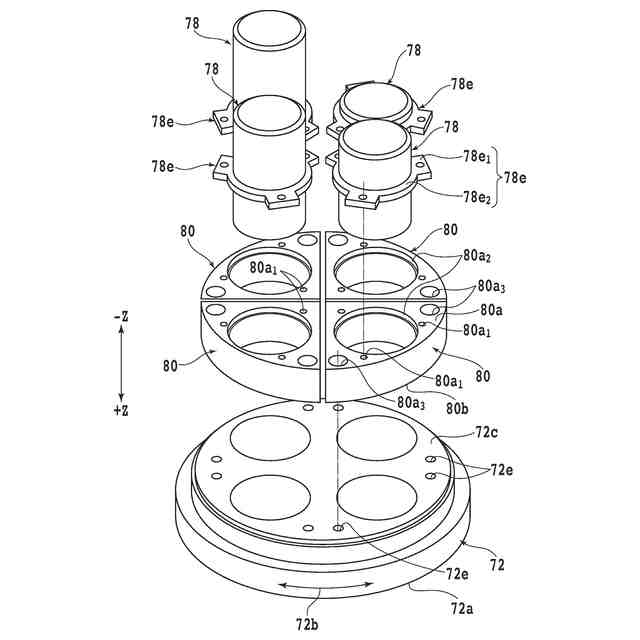
【解決手段】被加工物にレーザービームを照射するレーザー加工装置であって、レーザー発振器と、レーザー発振器から出射されたレーザービームをそれぞれ集光するための1つ以上のレンズと、1つ以上のレンズが内部に固定された鏡筒と、をそれぞれ有する複数の集光レンズと、予め定められた回転軸の周りに回転可能であり、且つ、回転軸の周方向に沿って配置された複数の集光レンズを保持するホルダベースと、を備え、回転軸の周りでのホルダベースの回転により、複数の集光レンズのうち1つの集光レンズが、被加工物に照射されるレーザービームの光路上に選択的に配置されるレーザー加工装置が提供される。
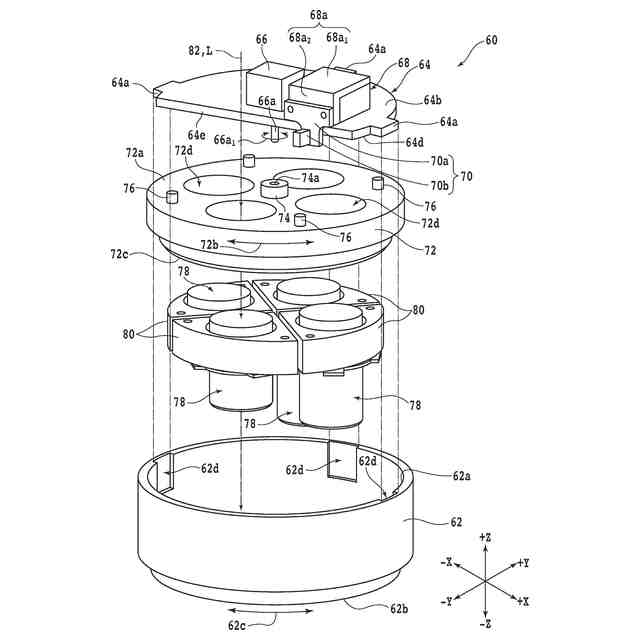
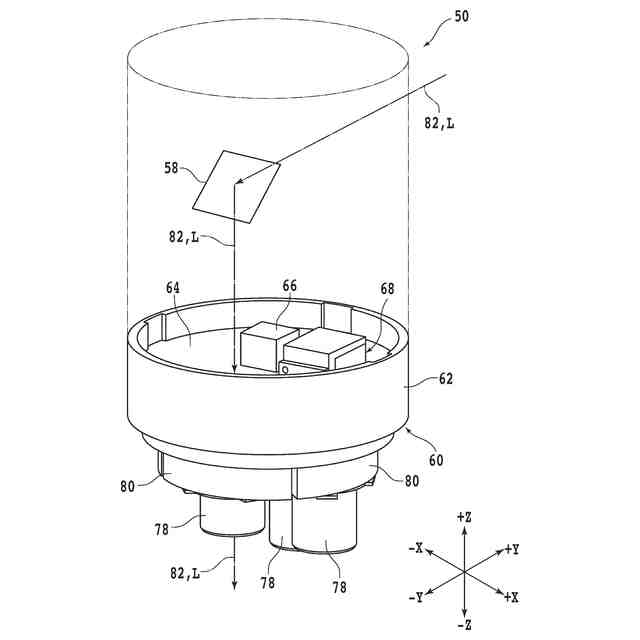
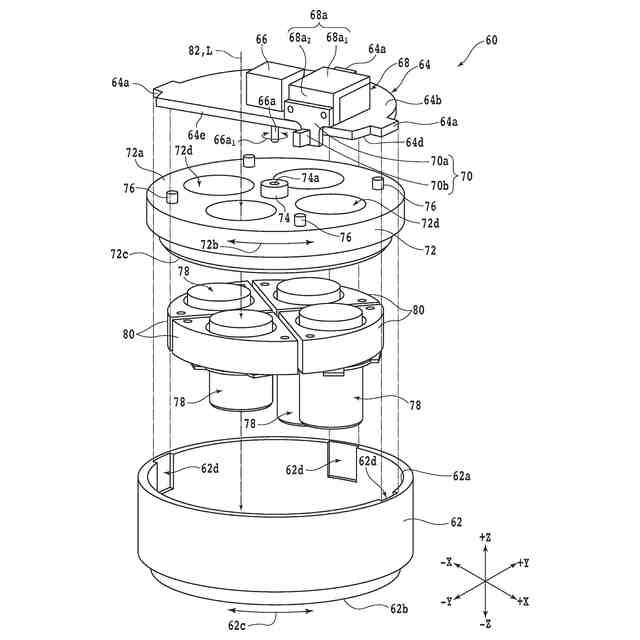
【選択図】図3
特許請求の範囲
【請求項1】
被加工物にレーザービームを照射するレーザー加工装置であって、
レーザー発振器と、
該レーザー発振器から出射された該レーザービームをそれぞれ集光するための1つ以上のレンズと、該1つ以上のレンズが内部に固定された鏡筒と、をそれぞれ有する複数の集光レンズと、
予め定められた回転軸の周りに回転可能であり、且つ、該回転軸の周方向に沿って配置された該複数の集光レンズを保持するホルダベースと、
を備え、
該回転軸の周りでの該ホルダベースの回転により、該複数の集光レンズのうち1つの集光レンズが、該被加工物に照射される該レーザービームの光路上に選択的に配置されることを特徴とするレーザー加工装置。
続きを表示(約 1,000 文字)
【請求項2】
該ホルダベースは、該複数の集光レンズ対して一対一の対応関係となる様に該ホルダベースの外表面に設けられた複数の第1位置決め部材を含み、
該回転軸の周りに該ホルダベースを回転させて該複数の集光レンズのうち1つの集光レンズを該レーザービームの光路上に選択的に配置する際に、該複数の第1位置決め部材のうち任意の1つの第1位置決め部材と接触することにより該1つの第1位置決め部材の位置を該回転軸の周方向において決定する第2位置決め部材と、
該1つの第1位置決め部材の位置を該回転軸の周方向において決定する際に、該1つの第1位置決め部材及び該第2位置決め部材のいずれか一方又は両方を該回転軸の周方向とは異なる方向において相対的に移動させることにより、該1つの第1位置決め部材及び該第2位置決め部材が接触する接触状態と、該1つの第1位置決め部材及び該第2位置決め部材が接触しない非接触状態と、を実現する移動機構と、
を更に備えることを特徴とする請求項1に記載のレーザー加工装置。
【請求項3】
該ホルダベースを該回転軸の周りに回転させる回転駆動源と、
該回転駆動源の動作を制御するコントローラと、
を更に備え、
該コントローラは、該回転駆動源の動作を制御して該ホルダベースを回転させた後に該移動機構を動作させることにより、該1つの第1位置決め部材及び該第2位置決め部材が接触する該接触状態を実現することを特徴とする請求項2に記載のレーザー加工装置。
【請求項4】
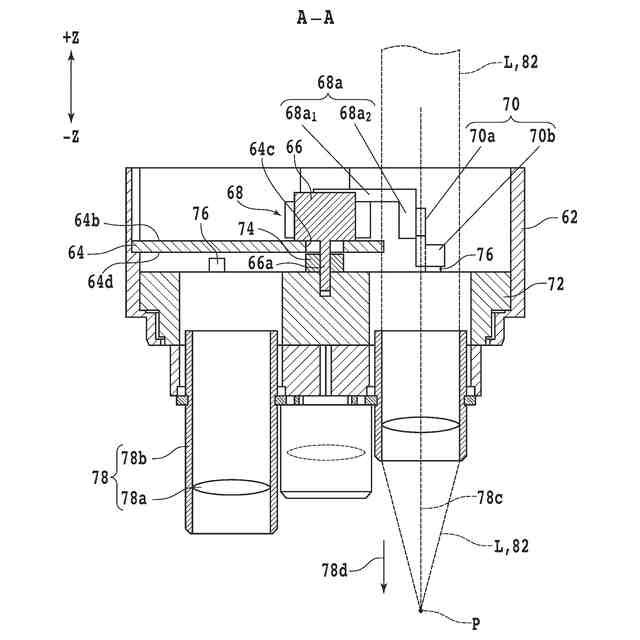
該複数の集光レンズの各々により集光された該レーザービームの集光点が、該レーザービームの光路上に選択的に配置された各集光レンズの光軸と平行な第1方向における予め定められた位置に配置される様に、各鏡筒における該1つ以上のレンズの位置が予め定められていることを特徴とする請求項1から3のいずれかに記載のレーザー加工装置。
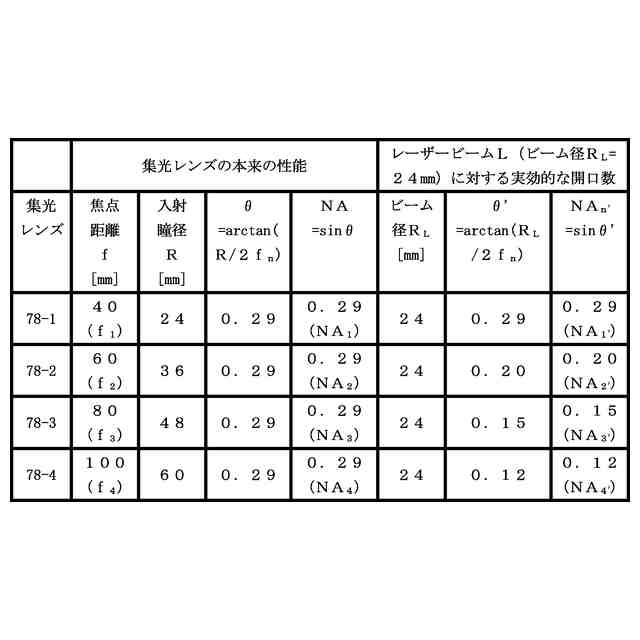
【請求項5】
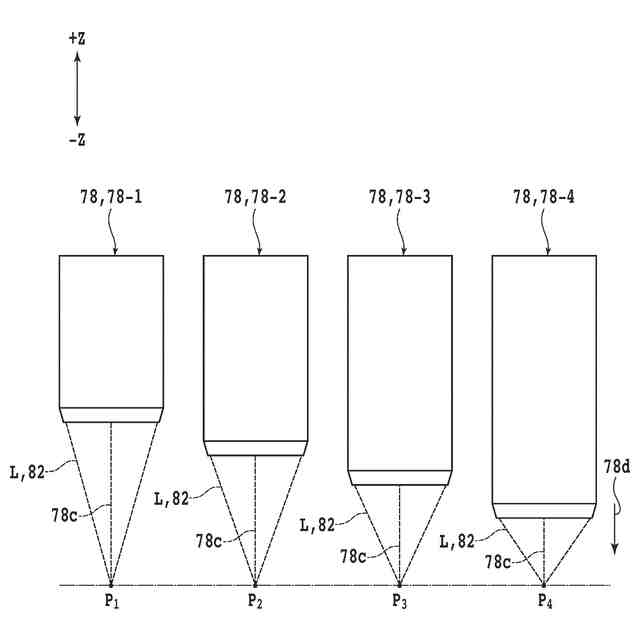
該複数の集光レンズの各々は、それぞれ同じ開口数と、それぞれ異なる焦点距離と、それぞれ異なる入射瞳径と、を有し、
該コントローラは、該被加工物に対する該レーザービームでの加工条件に応じてそれぞれ定められる該レーザービームの焦点深度と該レーザービームの集光密度とに対応して、該複数の集光レンズのうち該1つの集光レンズを該レーザービームの光路上に選択的に配置することを特徴とする請求項3に記載のレーザー加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物にレーザービームを照射するレーザー加工装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
レーザービームを集光レンズで集光した状態で半導体ウェーハの分割予定ラインに沿って照射することで、アブレーションにより半導体ウェーハを複数のチップに分割する方法が知られている(例えば、特許文献1参照)。
【0003】
この様なレーザー加工においては、被加工物の材質、厚さ等に応じて、適切な集光レンズを選択して使用することが重要である。通常、レーザー加工装置には、所定の材質、厚さ等を加工するのに最適化された1つの集光レンズが搭載されている。
【0004】
そのため、一の集光レンズを用いて実現される加工条件とは異なる加工条件で被加工物に対してレーザー加工を施す場合には、その都度、作業者が一の集光レンズを他の集光レンズに手作業で交換する必要がある。
【0005】
集光レンズの交換時には、一の集光レンズの取り外しと、他の集光レンズの取り付けと、取り付けられた他の集光レンズとレーザービームの光路との相対的な位置の調整と、を作業者が行う必要があるので、比較的多くの時間や手間を要するという問題がある。
【先行技術文献】
【特許文献】
【0006】
特開2003-320466号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は係る問題点に鑑みてなされたものであり、集光レンズの交換を容易に行うことができるレーザー加工装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の一態様によれば、被加工物にレーザービームを照射するレーザー加工装置であって、レーザー発振器と、該レーザー発振器から出射された該レーザービームをそれぞれ集光するための1つ以上のレンズと、該1つ以上のレンズが内部に固定された鏡筒と、をそれぞれ有する複数の集光レンズと、予め定められた回転軸の周りに回転可能であり、且つ、該回転軸の周方向に沿って配置された該複数の集光レンズを保持するホルダベースと、を備え、該回転軸の周りでの該ホルダベースの回転により、該複数の集光レンズのうち1つの集光レンズが、該被加工物に照射される該レーザービームの光路上に選択的に配置されるレーザー加工装置が提供される。
【0009】
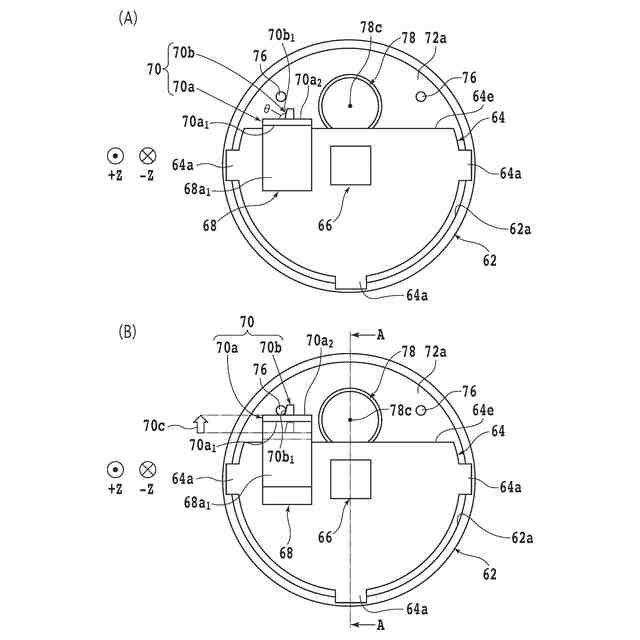
好ましくは、該ホルダベースは、該複数の集光レンズ対して一対一の対応関係となる様に該ホルダベースの外表面に設けられた複数の第1位置決め部材を含み、該レーザー加工装置は、該回転軸の周りに該ホルダベースを回転させて該複数の集光レンズのうち1つの集光レンズを該レーザービームの光路上に選択的に配置する際に、該複数の第1位置決め部材のうち任意の1つの第1位置決め部材と接触することにより該1つの第1位置決め部材の位置を該回転軸の周方向において決定する第2位置決め部材と、該1つの第1位置決め部材の位置を該回転軸の周方向において決定する際に、該1つの第1位置決め部材及び該第2位置決め部材のいずれか一方又は両方を該回転軸の周方向とは異なる方向において相対的に移動させることにより、該1つの第1位置決め部材及び該第2位置決め部材が接触する接触状態と、該1つの第1位置決め部材及び該第2位置決め部材が接触しない非接触状態と、を実現する移動機構と、を更に備える。
【0010】
また、好ましくは、該レーザー加工装置は、該ホルダベースを該回転軸の周りに回転させる回転駆動源と、該回転駆動源の動作を制御するコントローラと、を更に備え、該コントローラは、該回転駆動源の動作を制御して該ホルダベースを回転させた後に該移動機構を動作させることにより、該1つの第1位置決め部材及び該第2位置決め部材が接触する該接触状態を実現する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
15日前
株式会社FUJI
工作機械
16日前
個人
複合金属回転式ホーン
15日前
トヨタ自動車株式会社
検査方法
25日前
株式会社トーキン
溶接用トーチ
21日前
トヨタ自動車株式会社
取付装置
15日前
株式会社ツガミ
工作機械
14日前
トヨタ自動車株式会社
積層コア
1か月前
株式会社ツガミ
工作機械
25日前
株式会社不二越
歯車研削盤
1日前
株式会社メドメタレックス
ドリル
1か月前
株式会社オーエム製作所
工作機械
28日前
株式会社不二越
歯車加工機
2か月前
株式会社FUJI
自動化用パレット
1か月前
三菱電機株式会社
ねじ取り出し装置
29日前
株式会社ダイヘン
溶接トーチ
14日前
トヨタ自動車株式会社
位相測定方法
1か月前
株式会社関本管工
エルボ管保持装置
21日前
株式会社ダイヘン
溶接トーチ
14日前
サムテック株式会社
加工物製造方法
1か月前
工機ホールディングス株式会社
作業機
2か月前
DMG森精機株式会社
工作機械
25日前
株式会社不二越
工具の製造方法
1か月前
工機ホールディングス株式会社
作業機
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
15日前
株式会社不二越
超硬合金製ドリル
29日前
トヨタ自動車株式会社
冷却器の製造方法
2か月前
トヨタ自動車株式会社
スパッタ検出方法
1か月前
津田駒工業株式会社
バリ取り用スピンドル装置
15日前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
株式会社不二越
スカイビングカッタ
1か月前
三恵技研工業株式会社
金属部品の製造方法
1か月前
北井産業株式会社
ギヤ切削加工装置
1か月前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
15日前
トヨタ自動車株式会社
銅切削屑の一体化方法
15日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ