TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025014317
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023116786
出願日
2023-07-18
発明の名称
銅切削屑の一体化方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B23K
20/12 20060101AFI20250123BHJP(工作機械;他に分類されない金属加工)
要約
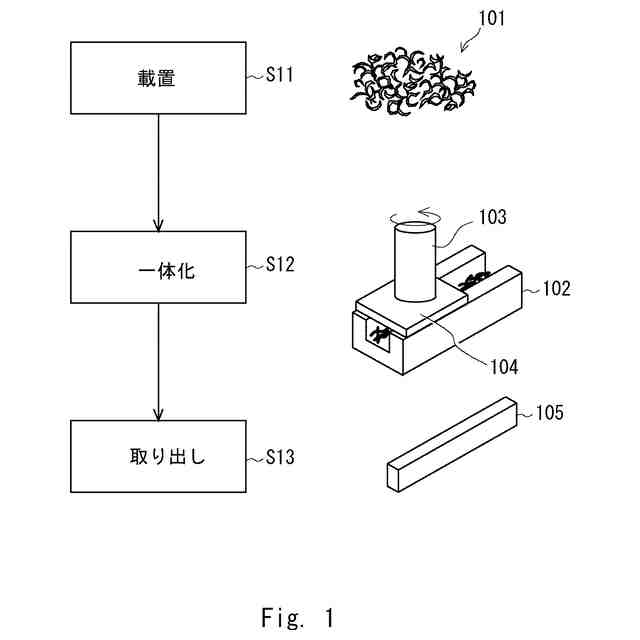
【課題】銅切削屑の飛散を抑制しつつ一体化することができる銅切削屑の一体化方法を提供すること。
【解決手段】銅切削屑の一体化方法は、凹部を有するダイ102に銅切削屑101を散らしつつ載置する載置工程(S11)と、ダイ102の凹部に載置された銅切削屑101に、回転可能な円柱状回転ツール103を押し当てると共に、円柱状回転ツール103を回転させることにより、銅切削屑101を銅の軟化温度以上に加熱すると共に、ダイ102の凹部内で円柱状回転ツール103により撹拌し、銅切削屑101を一体化させる一体化工程(S12)と、を備え、一体化工程(S12)において、円柱状回転ツール103に弾性体を介して連結された押さえ板104は、ダイ102を半閉塞しつつ銅切削屑101を前記弾性体によって弾性付勢する。
【選択図】図1
特許請求の範囲
【請求項1】
凹部を有するダイに銅切削屑を散らしつつ載置する載置工程と、
前記ダイの凹部に載置された前記銅切削屑に、回転可能な円柱状回転ツールを押し当てると共に、前記円柱状回転ツールを回転させることにより、前記銅切削屑を銅の軟化温度以上に加熱すると共に、前記ダイの凹部内で前記円柱状回転ツールにより撹拌し、前記銅切削屑を一体化させる一体化工程と、を備え、
前記一体化工程において、前記円柱状回転ツールに弾性体を介して連結された押さえ板は、前記ダイを半閉塞しつつ前記銅切削屑を前記弾性体によって弾性付勢する、銅切削屑の一体化方法。
続きを表示(約 310 文字)
【請求項2】
前記載置工程において、装置基台に取り付けられた前記ダイに前記銅切削屑を散らしつつ載置し、
前記一体化工程において、両端に取り付けられたリニアガイドによって前記装置基台に対してリニア走行可能である枠体に連結された前記円柱状回転ツールを前記銅切削屑に押し当てつつ、前記円柱状回転ツールを軸支すると共に両端を前記枠体から弾性付勢される前記押さえ板によって前記ダイを半閉塞すると共に前記銅切削屑を弾性付勢しつつ、前記リニアガイドの動きに同期して前記円柱状回転ツールを回転させつつ前記円柱状回転ツールが軸受けを介して前記押さえ板を押しながら摩擦撹拌走行する、請求項1に記載の銅切削屑の一体化方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は銅切削屑の一体化方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
現状のモータ製造ラインでは、コイル被覆を剥離する際に少なからぬ量の銅切削屑が発生する。この切削屑は、溶解精錬されることにより銅製品に戻る。特許文献1には、銅合金の切削屑に銅よりも融点が低い合金成分を包含し圧縮固化させたブリケットを、熔湯中に沈めて熔解する方法が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2014-173142号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1のような溶解精錬には、大きな稼働エネルギーが必要で二酸化炭素排出量が大きいという問題、及び溶解の際に酸素が混入し、銅純度の低下による電気抵抗値が悪化するという問題がある。
【0005】
そこで、回転するツールを銅切削屑に当てることによって摩擦熱によって一体化する摩擦攪拌接合技術を利用することが考えられる。しかしながら、銅切削屑に回転するツールを単に当てると、銅切削屑が飛散して一体化の進行が進みにくくなる虞がある。
【0006】
本開示は、このような課題に鑑みなされたものであり、銅切削屑の飛散を抑制しつつ一体化することができる銅切削屑の一体化方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
一実施形態の銅切削屑の一体化方法は、
凹部を有するダイに銅切削屑を散らしつつ載置する載置工程と、
前記ダイの凹部に載置された前記銅切削屑に、回転可能な円柱状回転ツールを押し当てると共に、前記円柱状回転ツールを回転させることにより、前記銅切削屑を銅の軟化温度以上に加熱すると共に、前記ダイの凹部内で前記円柱状回転ツールにより撹拌し、前記銅切削屑を一体化させる一体化工程と、を備え、
前記一体化工程において、前記円柱状回転ツールに弾性体を介して連結された押さえ板は、前記ダイを半閉塞しつつ前記銅切削屑を前記弾性体によって弾性付勢するようにした。
【0008】
一実施形態の銅切削屑の一体化方法は、
前記載置工程において、装置基台に取り付けられた前記ダイに前記銅切削屑を散らしつつ載置し、
前記一体化工程において、両端に取り付けられたリニアガイドによって前記装置基台に対してリニア走行可能である枠体に連結された前記円柱状回転ツールを前記銅切削屑に押し当てつつ、前記円柱状回転ツールを軸支すると共に両端を前記枠体から弾性付勢される前記押さえ板によって前記ダイを半閉塞すると共に前記銅切削屑を弾性付勢しつつ、前記リニアガイドの動きに同期して前記円柱状回転ツールを回転させつつ前記円柱状回転ツールが軸受けを介して前記押さえ板を押しながら摩擦撹拌走行するようにしてもよい。
【発明の効果】
【0009】
本開示の銅切削屑の一体化方法によれば、銅切削屑の飛散を抑制しつつ一体化することができる。
【図面の簡単な説明】
【0010】
実施の形態1にかかる銅切削屑の一体化方法の一例を示すフローチャート及び略図である。
実施の形態1にかかる銅切削屑の一体化方法を説明する略図である。
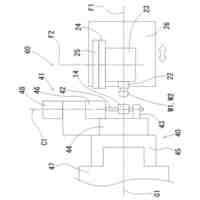
実施の形態2にかかる銅切削屑一体化装置の上面図である。
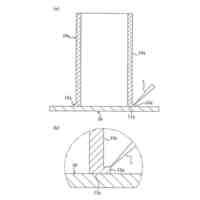
図3のIV-IV線に沿う断面図である。
図3のV-V線に沿う断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
1か月前
株式会社FUJI
工作機械
6日前
個人
複合金属回転式ホーン
1か月前
株式会社FUJI
工作機械
1か月前
株式会社ダイヘン
積層造形溶接方法
10日前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
検査方法
1か月前
株式会社トーキン
溶接用トーチ
1か月前
株式会社ナベヤ
締結装置
10日前
トヨタ自動車株式会社
取付装置
1か月前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
積層コア
1か月前
株式会社メドメタレックス
ドリル
1か月前
株式会社不二越
歯車研削盤
18日前
株式会社オーエム製作所
工作機械
1か月前
株式会社FUJI
自動化用パレット
2か月前
株式会社ダイヘン
溶接トーチ
1か月前
トヨタ自動車株式会社
位相測定方法
1か月前
株式会社関本管工
エルボ管保持装置
1か月前
サムテック株式会社
加工物製造方法
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
トヨタ自動車株式会社
銅線の接合方法
10日前
DMG森精機株式会社
工作機械
1か月前
株式会社不二越
工具の製造方法
1か月前
トヨタ自動車株式会社
スパッタ検出方法
2か月前
株式会社不二越
管用テーパタップ
3日前
津田駒工業株式会社
バリ取り用スピンドル装置
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
10日前
株式会社不二越
インタラップタップ
10日前
北井産業株式会社
ギヤ切削加工装置
2か月前
三恵技研工業株式会社
金属部品の製造方法
2か月前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ