TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025019783
公報種別
公開特許公報(A)
公開日
2025-02-07
出願番号
2023123594
出願日
2023-07-28
発明の名称
摩擦攪拌接合装置
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
20/12 20060101AFI20250131BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本開示は、摩擦攪拌接合に関して、被接合材の温度を測定し、被接合材の温度に基づいて、回転工具の制御及び被接合材の通電加熱を行う摩擦攪拌接合装置を提供することを目的とする。
【解決手段】被接合材を回転工具で摩擦して接合する摩擦攪拌接合装置であって、上記回転工具と上記被接合材との電位差から、上記被接合材の温度を評価し、上記被接合材の温度に基づいて、上記回転工具の送り速度及び回転数の少なくとも一方を制御し、上記被接合材の温度に基づいて、上記被接合材の通電加熱を制御し、上記回転工具と上記被接合材と含む電気回路において、上記電位差測定のための電圧計と上記通電加熱のための電源とが並列に接続されており、それによって上記電圧計と上記電源とを切り替えて、上記電位差測定及び上記通電加熱を行う、摩擦攪拌接合装置。
【選択図】図2
特許請求の範囲
【請求項1】
被接合材を回転工具で摩擦して接合する摩擦攪拌接合装置であって、
前記回転工具と前記被接合材との電位差から、前記被接合材の温度を評価し、
前記被接合材の温度に基づいて、前記回転工具の送り速度及び回転数の少なくとも一方を制御し、
前記被接合材の温度に基づいて、前記被接合材の通電加熱を制御し、
前記回転工具と前記被接合材と含む電気回路において、前記電位差測定のための電圧計と前記通電加熱のための電源とが並列に接続されており、それによって前記電圧計と前記電源とを切り替えて、前記電位差測定及び前記通電加熱を行う、
摩擦攪拌接合装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、摩擦攪拌接合装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
接合技術の1つとして、摩擦熱によって被接合材の変形抵抗を低下させたうえで、攪拌(塑性流動)して、接合を行う摩擦攪拌接合が知られている。摩擦攪拌接合では、接合中の温度管理は重要であり、温度測定を行いながら摩擦攪拌接合、切削加工する方法として、次の方法が開示されている。
【0003】
例えば特許文献1には、摩擦攪拌接合における被接合部材の接合中の温度及び荷重をリアルタイムに計測する摩擦攪拌接合用温度・荷重計測方法、が開示されており、更に、摩擦攪拌接合装置の主軸に連結するツールホルダが把持する回転ツールから離れた位置に装着した電気抵抗ひずみゲージの電気抵抗変化を荷重信号として出力し、前記ツールホルダが把持する回転ツール内の熱電対の起電力を温度信号として出力し、前記電気抵抗変化の荷重信号と前記起電力の温度信号とを同一時間軸でリアルタイムに出力することを含んでもよいことが開示されている。特許文献1に記載の摩擦攪拌接合用温度・荷重計測方法によると、被接合部材の塑性流動を適切に制御するために温度・荷重を計測することができ、汎用の摩擦攪拌接合装置にツールホルダ型の本摩擦攪拌用計測装置を代替装着するだけで温度と荷重の経時変化から被接合部材側の異常・欠陥とツール側の異常をリアルタイムに高精度・高感度検出でき、接合効率が向上し得る接合条件の探索も容易になるとされている。
【0004】
特許文献2には、被削材の表面に小孔を穿設し、この小孔に工具刃先との接触により熱電対を構成する金属細線を工具に対して絶縁状態で埋設し、この被削材を工具により切削しながら、上記熱電対で金属細線と工具刃先との接触位置の温度を逐次検出し、それによって被削材に接する工具逃げ面の温度分布を測定することを特徴とする工具逃げ面の温度分布測定方法が開示されている。この工具逃げ面の温度分布測定方法によると、工具側に温度分布測定のための多数の孔等を穿設するなどの加工を施すことなく、非常に簡単な手段によって工具逃げ面の温度分布を正確に測定することができるとされている。
【先行技術文献】
【特許文献】
【0005】
特開2022-162847号公報
特開昭62-88551号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
摩擦攪拌接合を適正に行うためには、接合される部位の温度を正確に測定し、所望の温度に保つことが望まれている。そこで、本開示は、摩擦攪拌接合に関して、接合部位を所望の温度に保つことができ、適正に接合することができる摩擦攪拌接合装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本開示は、以下の手段によって上記目的を達成するものである。
【0008】
〈1〉被接合材を回転工具で摩擦して接合する摩擦攪拌接合装置であって、
上記回転工具と上記被接合材との電位差から、上記被接合材の温度を評価し、
上記被接合材の温度に基づいて、上記回転工具の送り速度及び回転数の少なくとも一方を制御し、
上記被接合材の温度に基づいて、上記被接合材の通電加熱を制御し、
上記回転工具と上記被接合材と含む電気回路において、上記電位差測定のための電圧計と上記通電加熱のための電源とが並列に接続されており、それによって上記電圧計と上記電源とを切り替えて、上記電位差測定及び上記通電加熱を行う、
摩擦攪拌接合装置。
【発明の効果】
【0009】
本開示の摩擦攪拌接合装置によると、接合部位を所望の温度に保つことができ、適正に摩擦攪拌接合することができる。
【図面の簡単な説明】
【0010】
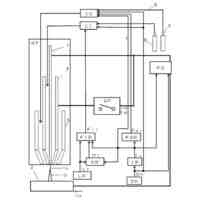
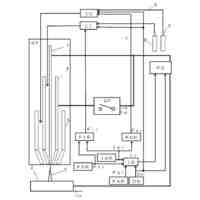
図1は、本開示の摩擦攪拌接合装置の回転工具と被接合材との電位差から、温度を評価することを説明するための概略図である。
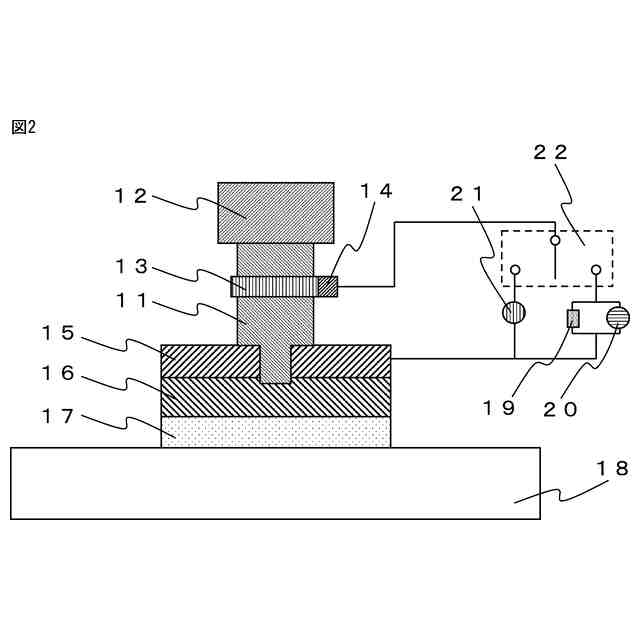
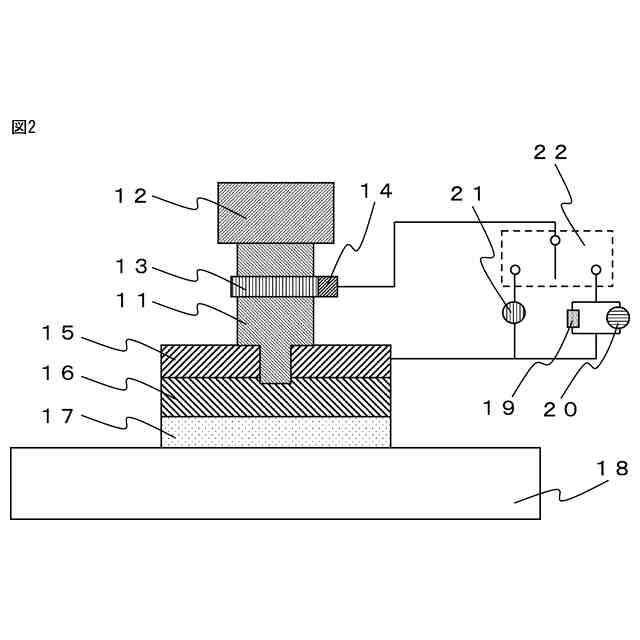
図2は、本開示の通電加熱用の電気回路、及び電位差測定用の電気回路を切り替えて、通電加熱及び電位差測定を行う摩擦攪拌接合装置を説明するための概略図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
13日前
有限会社津谷工業
切削工具
2か月前
個人
複合金属回転式ホーン
13日前
株式会社FUJI
工作機械
14日前
株式会社ツガミ
工作機械
12日前
トヨタ自動車株式会社
取付装置
13日前
トヨタ自動車株式会社
検査方法
23日前
株式会社ツガミ
工作機械
23日前
株式会社トーキン
溶接用トーチ
19日前
トヨタ自動車株式会社
積層コア
1か月前
株式会社不二越
歯車研削盤
2か月前
株式会社不二越
歯車加工機
2か月前
株式会社メドメタレックス
ドリル
1か月前
株式会社オーエム製作所
工作機械
26日前
株式会社関本管工
エルボ管保持装置
19日前
株式会社ヤマダスポット
抵抗溶接機
2か月前
サムテック株式会社
加工物製造方法
1か月前
トヨタ自動車株式会社
位相測定方法
1か月前
株式会社ダイヘン
溶接トーチ
12日前
住友重機械工業株式会社
レーザ装置
2か月前
株式会社ダイヘン
溶接トーチ
12日前
株式会社浪速試錐工業所
防風カバー
2か月前
株式会社FUJI
自動化用パレット
1か月前
三菱電機株式会社
ねじ取り出し装置
27日前
工機ホールディングス株式会社
作業機
2か月前
工機ホールディングス株式会社
作業機
2か月前
株式会社不二越
工具の製造方法
1か月前
DMG森精機株式会社
工作機械
23日前
株式会社不二越
超硬合金製ドリル
27日前
株式会社ダイヘン
2重シールドティグ溶接方法
13日前
トヨタ自動車株式会社
冷却器の製造方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
トヨタ自動車株式会社
スパッタ検出方法
1か月前
津田駒工業株式会社
バリ取り用スピンドル装置
13日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ