TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025018684
公報種別
公開特許公報(A)
公開日
2025-02-06
出願番号
2023122619
出願日
2023-07-27
発明の名称
レーザー加工装置およびレーザー加工装置の投影光学系
出願人
株式会社オーク製作所
代理人
個人
,
個人
主分類
B23K
26/073 20060101AFI20250130BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ライン状ビームを走査させるレーザー加工装置において、基板などの被加工物の伸縮に対し、投影像を適切に補正する。
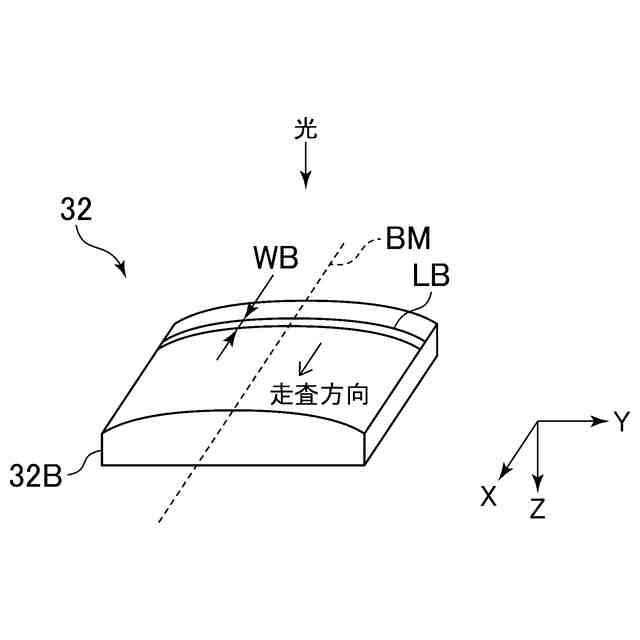
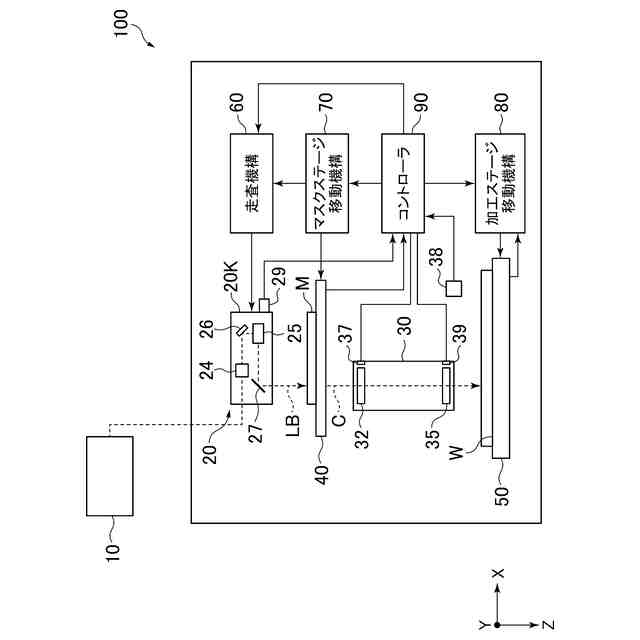
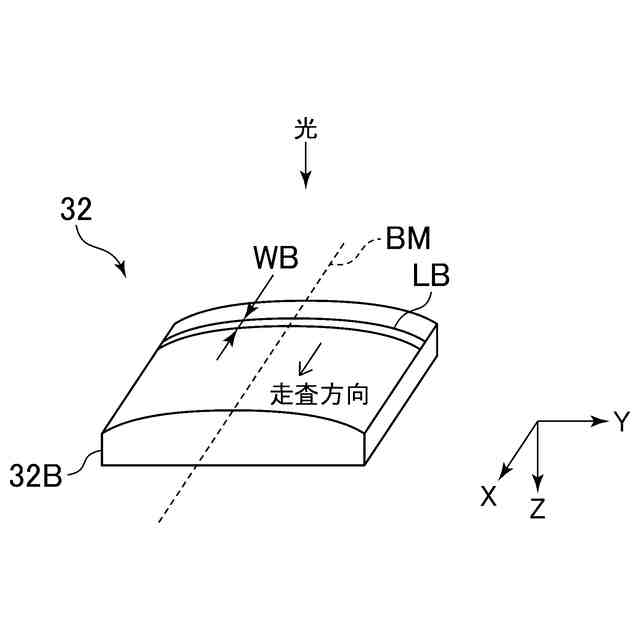
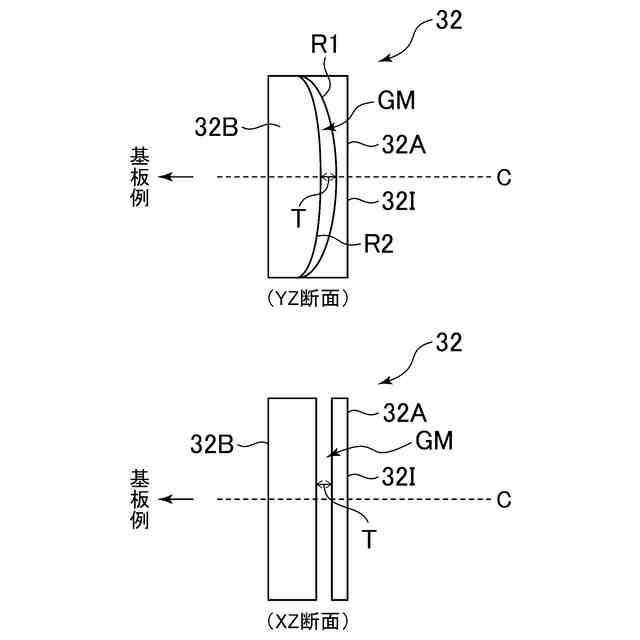
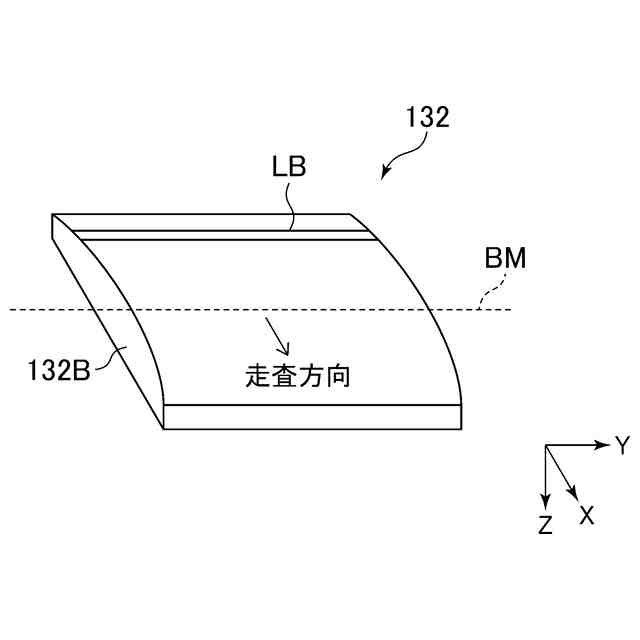
【解決手段】レーザー加工装置100は、凸型シリンドリカルレンズと凹型シリンドリカルレンズとを凹凸面で対向配置させた1組のレンズで構成される片変倍光学ユニット32を備え、片変倍光学ユニット32は、その母線BMがライン状ビームLBの走査方向に沿うように、配置されている。凸型シリンドリカルレンズと凹型シリンドリカルレンズの光軸Cに沿った距離間隔Tを調整することにより、投影光学系30の投影倍率を1方向のY軸に沿って補正可能であり、投影像を縮小または拡大することができる。
【選択図】 図3
特許請求の範囲
【請求項1】
レーザー光をライン状に整形するラインビーム形成光学系と、
マスクを透過したライン状ビームを、被加工物に投影する投影光学系と、
凸型シリンドリカルレンズと凹型シリンドリカルレンズとを対向配置させた片変倍光学ユニットと、
ライン状ビームを、前記マスク、前記片変倍光学ユニットおよび前記投影光学系に対して走査させる走査機構とを備え、
前記投影光学系の光軸に沿って前記凸型シリンドリカルレンズと前記凹型シリンドリカルレンズの距離間隔を変えることによって、前記投影光学系の一方向の投影倍率を変更可能であることを特徴とするレーザー加工装置。
続きを表示(約 1,000 文字)
【請求項2】
前記投影光学系の投影倍率を等方的に倍率補正可能な、1つまたは複数のレンズから構成される等方倍率補正光学ユニットをさらに備えることを特徴とする請求項1に記載のレーザー加工装置。
【請求項3】
前記片変倍光学ユニットが、前記投影光学系の光軸に沿って前記等方倍率補正光学ユニットよりも前記マスク側に配置されることを特徴とする請求項2に記載のレーザー加工装置。
【請求項4】
ライン状ビームを前記片変倍光学ユニットに対して走査させる期間、前記凸型シリンドリカルレンズと前記凹型シリンドリカルレンズとの距離間隔を変更可能であることを特徴とする請求項1に記載のレーザー加工装置。
【請求項5】
前記凸型シリンドリカルレンズの曲率と前記凹型シリンドリカルレンズの曲率とが、相違することを特徴とする請求項1に記載のレーザー加工装置。
【請求項6】
前記片変倍光学ユニットは、その母線がライン状ビームの走査方向に沿うように、配置されることを特徴とする請求項1乃至5のいずれかに記載のレーザー加工装置。
【請求項7】
前記片変倍光学ユニットは、その母線がライン状ビームの走査方向に垂直な方向に沿うように、配置されることを特徴とする請求項1乃至5のいずれかに記載のレーザー加工装置。
【請求項8】
前記片変倍光学ユニットは、その母線がライン状ビームの走査方向に平行な方向または垂直な方向に対して傾斜する方向に沿うように、配置されることを特徴とする請求項1乃至5のいずれかに記載のレーザー加工装置。
【請求項9】
前記片変倍光学ユニットを、光軸周りに回転させることが可能なアクチュエータを、さらに備えることを特徴とする請求項1乃至5のいずれかに記載のレーザー加工装置。
【請求項10】
マスクを透過したライン状ビームを、走査させながら被加工物に投影するレーザー加工装置の投影光学系であって、
凸型シリンドリカルレンズと凹型シリンドリカルレンズとを対向配置させた片変倍光学ユニットとを備え、
前記片変倍光学ユニットは、ライン状ビームの走査のときにライン状ビームが前記片変倍光学ユニットの入射面位置をビーム幅方向に変えながら通過するように、構成され、
光軸に沿って前記凸型シリンドリカルレンズと前記凹型シリンドリカルレンズの距離間隔を変えることによって、一方向の投影倍率を変更可能であることを特徴とするレーザー加工装置の投影光学系。
発明の詳細な説明
【技術分野】
【0001】
本発明は、高エネルギー密度のレーザー光を用いて基板などの被加工物を加工するレーザー加工装置に関し、特に、基板の変形に対する投影像の補正に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
プリント配線基板、積層型のPKG基板などに対しては、パターンの微細化、高密度実装化に伴い、高精度なパターン形成が要求される。微細なビアや溝(トレンチ)を形成する加工方法として、レーザー加工装置を用いたアブレーション加工が知られている(特許文献1、2参照)。
【0003】
そこでは、エキシマレーザーなどの高エネルギー密度のレーザー光をライン状ビームに整形し、固定されたマスク(レチクル)、投影レンズに対し、ライン状ビームを相対的に移動させ、基板などにパターン光を投影させる。マスクパターンに合わせて材料表面を瞬間的に除去することによって、ビアや溝などを基板に形成する。
【0004】
レーザー加工装置では、高密度エネルギーのレーザー光を照射するため、加工プロセスの過程で、基板などの被加工物が熱変形し、伸縮する。このような基板などの変形に対処するため、例えば、マスクと基板を走査させながらライン状ビームを照射する走査方式のレーザー加工装置において、オートフォーカスユニットを設ける。伸縮量に応じて焦点距離をオートフォーカシング機能によって変化させ、投影レンズの投影倍率を調整する(特許文献3参照)。
【先行技術文献】
【特許文献】
【0005】
国際公開第2020/003421号
特開2021-49560号公報
特開2008-221299号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ライン状ビームを走査させるレーザー加工装置では、基板の加工領域のサイズ、投影光学系の縮小倍率といった光学特性、スループット向上などの観点から、各加工領域に対する走査方向が定められる。
【0007】
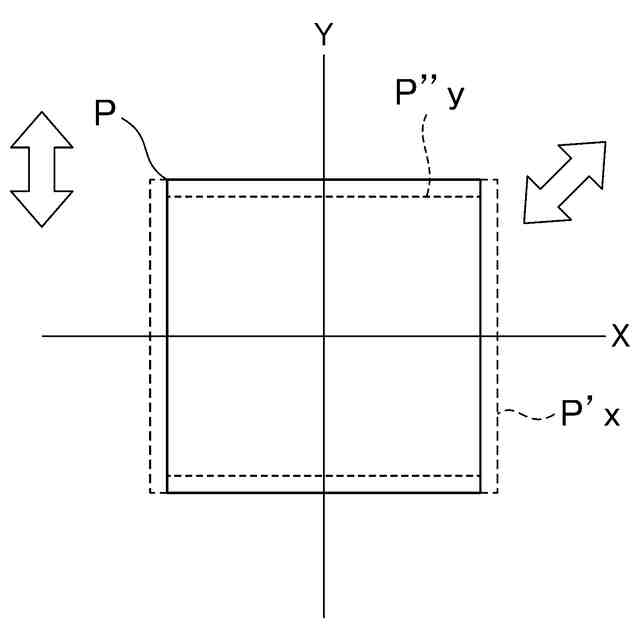
一方、基板の伸縮方向および伸縮量は、レーザー加工プロセスおよびその前後行程の影響などによって様々であり、ライン状ビームの走査方向と関連しない。また、基板の伸縮の方向および伸縮量は、基板全体に渡って一定とは限らず、基板のエリアによって相違する場合もある。
【0008】
したがって、ライン状ビームを走査させるレーザー加工装置において、基板などの被加工物の伸縮に対し、投影像を適切に補正することが求められる。
【課題を解決するための手段】
【0009】
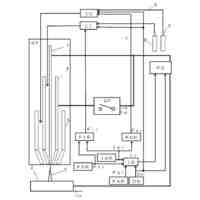
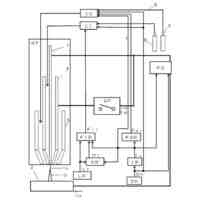
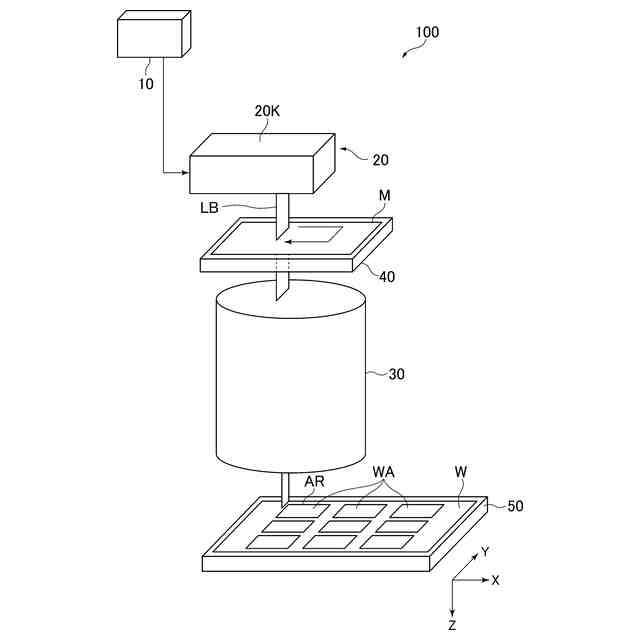
本発明の一態様であるレーザー加工装置は、レーザー光をライン状に整形するラインビーム形成光学系と、マスクを透過したライン状ビームを、被加工物に投影する投影光学系と、凸型シリンドリカルレンズと凹型シリンドリカルレンズとを対向配置させた光学ユニットとを備える。光学ユニットは、一方向に沿って、投影光学系30の投影倍率(結像倍率)を変更、調整することが可能な光学ユニット(以下、片変倍光学ユニットという)として構成されている。そして、レーザー加工装置は、ライン状ビームを、マスク、片変倍光学ユニットおよび投影光学系に対して走査させる走査機構とを備え、片変倍光学ユニットにおいて、ライン状ビームが位置を変えながら透過し、投影光学系の光軸に沿って凸型シリンドリカルレンズと凹型シリンドリカルレンズの距離間隔を変えることによって、投影光学系の一方向の投影倍率を変更可能である。片変倍光学ユニットは、投影光学系内に設けることが可能であり、投影光学系外の光路上に設けることも可能である。
【0010】
片変倍光学ユニットは、ライン状ビームの走査のとき、ライン状ビームが片変倍光学ユニットの入射面位置をビーム幅方向に換えながら通過するように、構成されている。したがって、ライン状ビームの走査方向を考慮した片変倍光学ユニットの配置は、基板の変形方向、変形量に応じたパターン補正を可能にする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
12日前
株式会社FUJI
工作機械
13日前
個人
複合金属回転式ホーン
12日前
有限会社津谷工業
切削工具
2か月前
トヨタ自動車株式会社
積層コア
1か月前
株式会社ツガミ
工作機械
22日前
トヨタ自動車株式会社
取付装置
12日前
株式会社ツガミ
工作機械
11日前
トヨタ自動車株式会社
検査方法
22日前
株式会社トーキン
溶接用トーチ
18日前
株式会社メドメタレックス
ドリル
1か月前
株式会社オーエム製作所
工作機械
25日前
株式会社不二越
歯車研削盤
2か月前
株式会社不二越
歯車加工機
2か月前
株式会社ヤマダスポット
抵抗溶接機
2か月前
株式会社FUJI
自動化用パレット
1か月前
三菱電機株式会社
ねじ取り出し装置
26日前
株式会社関本管工
エルボ管保持装置
18日前
株式会社ダイヘン
溶接トーチ
11日前
株式会社ダイヘン
溶接トーチ
11日前
サムテック株式会社
加工物製造方法
1か月前
トヨタ自動車株式会社
位相測定方法
1か月前
住友重機械工業株式会社
レーザ装置
2か月前
株式会社浪速試錐工業所
防風カバー
2か月前
株式会社不二越
工具の製造方法
1か月前
DMG森精機株式会社
工作機械
22日前
工機ホールディングス株式会社
作業機
2か月前
工機ホールディングス株式会社
作業機
2か月前
津田駒工業株式会社
バリ取り用スピンドル装置
12日前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
トヨタ自動車株式会社
冷却器の製造方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
12日前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
トヨタ自動車株式会社
スパッタ検出方法
1か月前
株式会社不二越
超硬合金製ドリル
26日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ