TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025014839
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023117734
出願日
2023-07-19
発明の名称
レーザ溶接方法
出願人
トヨタ自動車株式会社
,
トヨタバッテリー株式会社
,
プライムプラネットエナジー&ソリューションズ株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
26/00 20140101AFI20250123BHJP(工作機械;他に分類されない金属加工)
要約
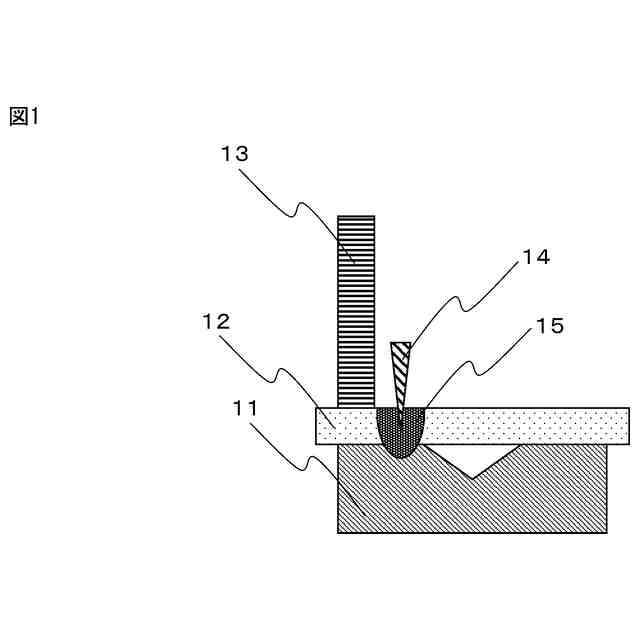
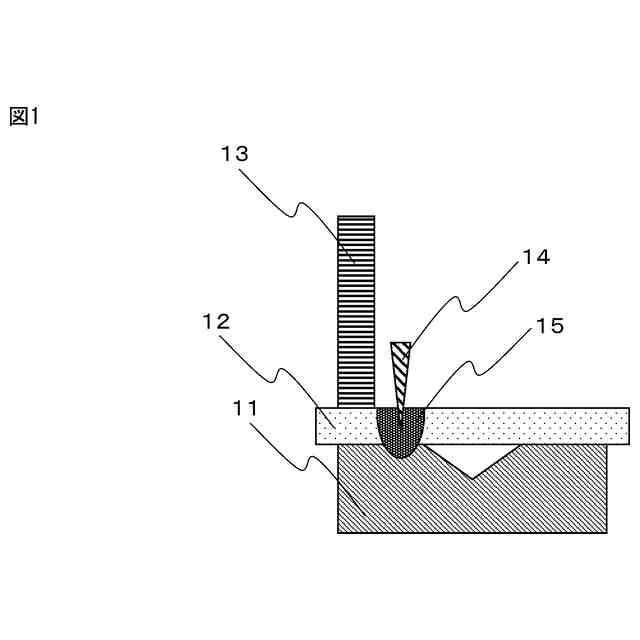
【課題】本開示は、正確にレーザ溶接の良否を判断することができるレーザ溶接方法を提供することを目的とする。
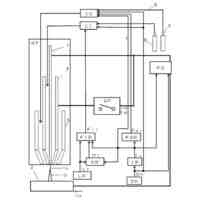
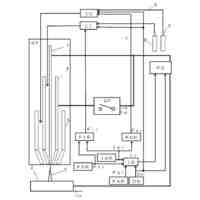
【解決手段】2つの導電性被溶接物を重ね合わせ又は突き合わせ、そして重ね合わされた又は突き合わされた部分にレーザ光を照射することによって、上記2つの導電性被溶接物を溶接し、かつ上記溶接の間に、上記2つの導電性被溶接物が溶接されるレーザ溶接部の直流抵抗を、交流電圧又は交流電流を用いて測定する、レーザ溶接方法。
【選択図】図1
特許請求の範囲
【請求項1】
2つの導電性被溶接物を重ね合わせ又は突き合わせ、そして重ね合わされた又は突き合わされた部分にレーザ光を照射することによって、前記2つの導電性被溶接物を溶接し、かつ
前記溶接の間に、前記2つの導電性被溶接物が溶接されるレーザ溶接部の直流抵抗を、交流電圧又は交流電流を用いて測定する、
レーザ溶接方法。
続きを表示(約 370 文字)
【請求項2】
前記交流電圧又は交流電流の周波数が900Hz~1100Hzである、請求項1に記載の方法。
【請求項3】
前記レーザ溶接部の直流抵抗が、第1の所定の値よりも大きい幅で低下したときに、溶接が良好であると判断する、請求項1に記載の方法。
【請求項4】
前記レーザ溶接部の直流抵抗が、第1の所定の値よりも大きい幅で低下し、そしてその後で、前記レーザ溶接部の直流抵抗が、第2の所定の値よりも大きい幅で増加したときに、溶接が良好であると判断する、請求項1に記載の方法。
【請求項5】
前記2つの導電性被溶接物が、それぞれリチウムイオン電池の電極端子及びバスバーである、請求項1~4のいずれか一項に記載の方法。
【請求項6】
請求項5に記載の方法を含む、電池の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、レーザ溶接方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
レーザ光を照射することにより導電性被溶接物を一体的に溶接するレーザ溶接処理が、各種の製造工程で広く行われている。レーザ溶接処理では、正確な溶接品質を維持するために溶接状態を確認することが望まれており、次のような技術が知られている。
【0003】
例えば、特許文献1には、導電性の被溶接物を重ね合わせ又は突き合わせて、この重ね合わせ部又は突き合わせ部にレーザ光を照射して溶接するレーザ溶接方法であって、次の工程を含むことを特徴とするレーザ溶接方法。a)前記導電性の被溶接物を重ね合わせ又は突き合わせてセットする工程、b)前記工程でセットした被溶接物間の電気抵抗値を測定し、予め定められた第1設定値との差を求め、差が正の値のときは再度セットし直す工程、c)前記工程で差が0または負の値のときはレーザ光を照射してレーザ溶接を行う工程、d)前記工程中、前記被溶接物間の電気抵抗を測定し、予め定められた第2設定値との差を求め、差が0または負の値になるまでレーザ光を照射する工程、によるレーザ溶接方法が記載されている。特許文献1のレーザ溶接方法によれば、レーザ溶接開始前には溶接が正常に実行されるように溶接対象物の密着性が確保され、レーザ溶接中は溶接の進捗状況が確認できるレーザ溶接作業工程でも品質管理が可能となるとされている。
【0004】
特許文献2には、ワークの溶接部に検査用レーザ光を照射し、該検査用レーザ光の該溶接部からの戻り光を受光し、該戻り光の強度に基づいて該溶接部の溶接欠陥の有無を判定するレーザ溶接検査方法であって、前記溶接部からの戻りの光を認識する領域の領域径を、前記溶接部に照射されるレーザ集光径の1.5倍以下とする、レーザ溶接検査方法が記載されている。特許文献2のレーザ溶接検査方法によれば、溶接欠陥の判定制度を向上できるとされている。
【0005】
特許文献3には、検査物となる2片の金属を合わせ、その一方の表面にレーザをスポット照射して溶接したレーザ溶接部を溶接後に検査する方法において、溶接後雰囲気温度まで冷却したレーザ溶接部を赤外線カメラで撮影し、得られた赤外線画像における輝度の差を被検査物表面の赤外線放射率の差を表す指標とみなして溶接部領域を検出する第1の過程と、上記溶接部領域の形状、上記溶接部領域内での赤外線画像の輝度値の分布パターン、上記分布パターンをもとに抽出された特徴量の少なくとも1つをもとに溶接の良否を判断する第2の過程と、を有することを特徴とするレーザ溶接部の検査方法が記載されている。特許文献3のレーザ溶接部の検査方法によれば、検査の信頼性を向上させることができるとともに、良否判定制度を高めることができるとされている。
【先行技術文献】
【特許文献】
【0006】
特開2012-206153号公報
特開2015-182092号公報
特開2003-065985号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
レーザ溶接では溶接不良が一定確率で発生するため、レーザ溶接工程中で正確にレーザ溶接の良否を判断することが求められている。
【0008】
レーザ溶接は接触状態がレーザ溶接物ごとにばらつくことと、溶接時の温度が安定しないことから、単なる抵抗絶対値で正確に溶接の良否を判断することが困難であり、従って改善が求められている。
【0009】
そこで本開示は、正確にレーザ溶接の良否を判断することができるレーザ溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本開示は以下の手段によって上記目的を達成するものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
8日前
株式会社FUJI
工作機械
9日前
有限会社津谷工業
切削工具
1か月前
個人
複合金属回転式ホーン
8日前
株式会社ツガミ
工作機械
7日前
トヨタ自動車株式会社
検査方法
18日前
株式会社ツガミ
工作機械
18日前
トヨタ自動車株式会社
積層コア
1か月前
トヨタ自動車株式会社
取付装置
8日前
株式会社トーキン
溶接用トーチ
14日前
株式会社不二越
歯車加工機
1か月前
株式会社メドメタレックス
ドリル
29日前
株式会社不二越
歯車研削盤
2か月前
株式会社オーエム製作所
工作機械
21日前
三菱電機株式会社
ねじ取り出し装置
22日前
トヨタ自動車株式会社
位相測定方法
29日前
株式会社FUJI
自動化用パレット
1か月前
株式会社ヤマダスポット
抵抗溶接機
2か月前
株式会社関本管工
エルボ管保持装置
14日前
株式会社ダイヘン
溶接トーチ
7日前
株式会社ダイヘン
溶接トーチ
7日前
株式会社浪速試錐工業所
防風カバー
2か月前
サムテック株式会社
加工物製造方法
29日前
工機ホールディングス株式会社
作業機
1か月前
DMG森精機株式会社
工作機械
18日前
株式会社不二越
工具の製造方法
1か月前
工機ホールディングス株式会社
作業機
1か月前
トヨタ自動車株式会社
冷却器の製造方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
8日前
津田駒工業株式会社
バリ取り用スピンドル装置
8日前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社不二越
超硬合金製ドリル
22日前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
トヨタ自動車株式会社
スパッタ検出方法
1か月前
株式会社不二越
スカイビングカッタ
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ