TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025013882
公報種別
公開特許公報(A)
公開日
2025-01-28
出願番号
2024182523,2023134423
出願日
2024-10-18,2019-12-24
発明の名称
溶接鋼ブランク及び関連する溶接鋼ブランクを生産するための方法
出願人
アルセロールミタル
代理人
弁理士法人川口國際特許事務所
主分類
B23K
26/21 20140101AFI20250121BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接鋼ブランク(1)を生産するための方法を提供する。
【解決手段】各々がその2つの主面(4)の各々上にプレコーティング(5)を有する鋼基材(3)を備え、各シート(2)が各主面(4)上の、溶接縁部において、プレコーティング(5)が除去率にわたって除去される除去ゾーン(18)を備え、0.1重量%~1.2重量%の間に含まれるアルミニウム含有量Al
WJ
を有する溶接継手(22)を生成するように、フィラーワイヤ(20)を使用してシート(2)を突合せ溶接することとを含む。ワイヤ(20)の組成及び添加されるワイヤ(20)の割合は、溶接継手(22)が、(a)
<com:Image com:imageContentCategory="Drawing"> <com:ImageFormatCategory>TIFF</com:ImageFormatCategory> <com:FileName>2025013882000024.tif</com:FileName> <com:HeightMeasure com:measureUnitCode="Mm">6</com:HeightMeasure> <com:WidthMeasure com:measureUnitCode="Mm">158</com:WidthMeasure> </com:Image>
となるような焼入れ係数FT
WJ
、(b)Al
WJ
が、溶接継手(22)のアルミニウム含有量であるニッケル含有量Ni
WJ
≦14-3.4xAl
WJ
及びクロム含有量Cr
WJ
≦5-2xAl
WJ
を有するようなものである。
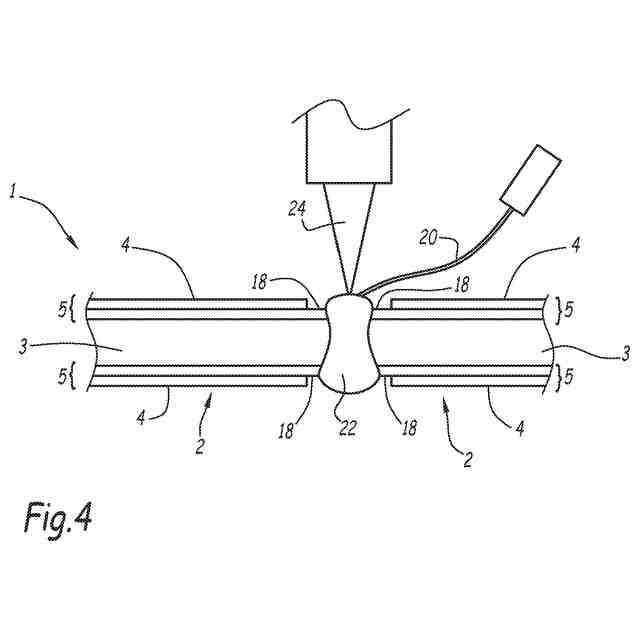
【選択図】図4
特許請求の範囲
【請求項1】
溶接鋼ブランク(1)を生産するための方法であって、連続する
- 2つのプレコートシート(2)を提供するステップであって、各プレコートシート(2)が、その2つの主面(4)の各々上にプレコーティング(5)を有する鋼基材(3)を備え、前記プレコーティング(5)が、少なくとも鉄及びアルミニウムを含む金属間合金層(9)と、前記金属間合金層(9)の上面に延在する金属合金層(11)とを備え、前記金属合金層(11)が、アルミニウムの層、アルミニウム合金の層又はアルミニウム系合金の層であり、
各プレコートシート(2)が、その各主面(4)上に、少なくとも部分的に溶接継手(22)に組み込まれることを意図した溶接縁部(14)で、前記金属合金層(11)が、その厚さ全体にわたって除去されているが、前記金属間合金層(9)は一体のままである除去ゾーン(18)を備える、ステップと、
- 前記プレコートシート(2)間の接合部に溶接継手(22)を生成するように、フィラーワイヤ(20)を使用して前記プレコートシート(2)を突合せ溶接するステップであって、前記溶接継手(22)の平均アルミニウム含有量(Al
WJ
)が、0.1重量%~1.2重量%の間に含まれる、ステップと
を含み、
- 前記フィラーワイヤ(20)の組成及び溶接プールに添加されるフィラーワイヤ(20)の比率が、このようにして得られた前記溶接継手(22)が、
(a)
TIFF
2025013882000019.tif
8
159
となるような前記溶接継手(22)の焼入れ係数FT
WJ
(基準C1)、
ここで、
- FT
BM
は、前記2つのプレコートシート(2)の前記鋼基材(3)の中で最も硬化性の低い鋼基材(3)の焼入れ係数である、
- 前記焼入れ係数FT
WJ
及びFT
BM
は、次の式:FT=128+1553xC+55xMn+267xSi+49xNi+5xCr-79xAl-2xNi
2
-1532xC
2
-5xMn
2
-127xSi
2
-40xCxNi-4xNixMnを使用して決定され、ここで、Al、Cr、Ni、C、Mn及びSiは、それぞれ、焼入れ係数を決定する領域の平均アルミニウム、クロム、ニッケル、炭素、マンガン及びシリコン含有量を重量パーセントで表したものであり、この領域は、FT
WJ
の場合、前記溶接継手(22)にあり、FT
BM
の場合、最も硬化しにくい基材にある、
(b)次の関係:Ni
WJ
≦14-3.4xAl
WJ
を満たす前記溶接継手(22)の平均ニッケル含有量(Ni
WJ
)、ここで、Al
WJ
は、前記溶接継手(22)の平均アルミニウム含有量である(基準C2);並びに
(c)次の関係:Cr
WJ
≦5-2xAl
WJ
を満たす前記溶接継手(22)の平均クロム含有量(Cr
WJ
)、ここで、Al
WJ
は、前記溶接継手(22)の平均アルミニウム含有量である(基準C3)
によって特徴付けられるように選定されることを特徴とする、方法。
続きを表示(約 1,500 文字)
【請求項2】
前記プレコートシート(2)のうちの少なくとも1つの前記基材(3)の前記鋼が、重量で、
0.10%≦C≦0.5%
0.5%≦Mn≦4.5%
0.1%≦Si≦1%
0.01%≦Cr≦1%
Ti≦0.2%
Al≦0.1%
S≦0.05%
P≦0.1%
B≦0.010%
を含み、残部は、鉄及び製造に起因する不純物である、請求項1に記載の方法。
【請求項3】
前記溶接継手(22)の平均アルミニウム含有量(Al
WJ
)が、0.15重量%以上である、請求項1又は請求項2に記載の方法。
【請求項4】
前記溶接継手(22)の平均アルミニウム含有量(Al
WJ
)が、0.8重量%以下である、請求項1~3のいずれか一項に記載の方法。
【請求項5】
前記溶接継手(22)の平均ニッケル含有量(Ni
WJ
)が、0.1重量%~13.6重量%の間、より詳細には0.2重量%~12.0重量%の間に含まれる、請求項1~4のいずれか一項に記載の方法。
【請求項6】
前記溶接鋼ブランクが、熱間プレス成形及び冷却後に、
- 20℃での前記溶接継手(22)のシャルピーエネルギーが25J/cm
2
以上であり、
- 前記熱間プレス成形及び冷却された鋼溶接鋼ブランクの極限引張強度が、前記プレコートシート(2)の前記基材(3)の中で最も弱い基材の極限引張強度以上であり、前記最も弱い基材(3)が、厚さと熱間プレス成形及び冷却後の極限引張強度との積が最も低い基材(3)である
ようなものである、請求項1~5のいずれか一項に記載の方法。
【請求項7】
前記フィラーワイヤ(20)が、0.01重量%~0.45重量%の間に含まれる炭素含有量を有する、請求項1~6のいずれか一項に記載の方法。
【請求項8】
前記提供ステップの前に、それぞれの初期プレコートシート(2’)から前記2つのプレコートシート(2)を生産するステップを含み、このステップが、前記プレコートシート(2)の前記溶接縁部(14)でのレーザアブレーションによる前記金属合金層(11)を除去することにより、各プレコートシート(2)の各主面(4)上の前記除去ゾーン(18)を得るサブステップを含む、請求項1~7のいずれか一項に記載の方法。
【請求項9】
前記2つのプレコートシート(2)を生産する前記ステップが、
- 2つの初期プレコートシート(2’)を提供するステップと、
- これらの2つの初期プレコートシート(2’)を、それらの間に所定の間隙を残しながら互いに隣接して配列するステップと;
- これらの2つの初期プレコートシート(2’)の隣接する面上に前記除去ゾーン(18)を同時に生成するように、レーザアブレーションによって前記2つの隣接する初期プレコートシート(2’)上の前記プレコーティング(5)を同時に除去するステップであって、前記除去ステップ中に、レーザビームが前記2つの隣接する初期プレコートシート(2’)に重なり合う、ステップと
を含む、請求項8に記載の方法。
【請求項10】
突合せ溶接の前に、次の処理ステップ:ブラッシング、機械加工、チャンファリング及び/又はべべリングのうちの少なくとも1つを使用して、前記プレコートシート(2)のうちの少なくとも1つの前記溶接縁部(14)を調製することをさらに含む、請求項1~9のいずれか一項に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接鋼ブランクを生産するための方法、このようにして得られた溶接鋼ブランク、溶接鋼ブランクから溶接され、熱間プレス成形され及び冷却された鋼部品を生産するための方法、並びにこのようにして得られた溶接され、熱間プレス成形され及び冷却された鋼部品に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
互いに突合せ溶接された異なる組成及び/又は厚さの鋼板から溶接部品を製作するための方法は、従来技術から知られている。より詳細には、溶接ブランクは通常、鋼のオーステナイト化を可能にする温度まで加熱され、次いで熱間プレス成形ツール中で熱間成形され、冷却される。鋼の組成は、その後の加熱及び成形作業を可能にし、溶接鋼部品に高い機械的強度、高い衝撃強度及び良好な耐食性を与えるために両方を選択することができる。
【0003】
このタイプの鋼部品は、特に自動車両産業において、より詳細には、侵入防止部品、構造部品又は自動車両の安全に寄与する部品の製作に使用される。
【0004】
腐食を防止するために、鋼板は、アルミニウム含有浴中での溶融めっきによってアルミニウム系プレコーティングでプレコーティングされる。いかなる事前の準備なしに鋼板が溶接される場合、アルミニウム系プレコーティングは、溶接作業中に溶融金属内の鋼基材で希釈される。プレコーティングのアルミニウム含有量の範囲では、そのとき2つの現象が起きる可能性がある。
【0005】
溶融金属中のアルミニウム含有量が局所的に高い場合、溶融金属中のプレコーティングの一部の希釈、及び熱間成形ステップ前の溶接継手のその後の加熱中に起こる合金化の結果として、溶接継手中に金属間化合物が形成される。これらの金属間化合物は、初期割れが最も起こりやすい部位である。
【0006】
さらに、アルミニウムは、溶接継手のオーステナイト化温度(Ac3)を上昇させる傾向があり、オーステナイトドメインのこの修正は、溶接継手中のアルミニウムのレベルが高いため、一層重要になる。場合によっては、このことが、ホットスタンピング、並びに、熱間プレス成形及び冷却後に溶接継手中でマルテンサイト組織を得るのに必要な第1のステップである、成形前の加熱時に起こるはずの溶接継手の完全なオーステナイト化を妨げる可能性がある。
【0007】
さらに、アルミニウムはまた、冷却中に溶接継手中にマルテンサイト又はベイナイト組織を得るのに必要な臨界冷却速度を増加させるので、溶接継手の焼入れ性に有害な影響を及ぼす。
【0008】
その結果、熱間成形後の冷却中にマルテンサイト又はベイナイトを得ることはもはや不可能であり、このようにして得られた溶接継手は、フェライトを含有する。次いで、溶接継手は、2つの隣接するシートの硬度及び機械的強度よりも小さい硬度及び機械的強度を示し、したがって部品の最も弱い領域を構成する。
【0009】
EP2007545は、溶接金属ゾーンに少なくとも部分的に組み込まれるように意図されたプレコート鋼板の溶接縁部で金属合金の表層を除去することからなる解決策を記載している。除去は、ブラッシング又はレーザビームの使用によって実行することができる。金属間合金層は、耐食性を保証し、成形作業に先立つ熱処理中の脱炭及び酸化の現象を防止するために保存される。この場合、アルミニウムの効果は、コーティングの表層の局所的な排除によって低減される。
【0010】
しかしながら、本特許出願の発明者らは、金属合金の表層がプレコート鋼板の溶接縁部で除去されたとしても、溶接継手が依然として不十分な機械的特性を有する場合があることを観察した。実際に、溶接継手中のアルミニウム濃度は、除去作業から生じる溶接縁部における鋼板の側面へのコーティングからの突出部の存在に起因して、及び/又は例えば1.0mm以下の厚さを有する薄鋼板の場合、依然として高すぎる場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
7日前
個人
トーチノズル
3か月前
日東精工株式会社
組み付け装置
3か月前
シヤチハタ株式会社
組立ライン
3か月前
個人
複合金属回転式ホーン
7日前
有限会社津谷工業
切削工具
1か月前
株式会社FUJI
工作機械
8日前
エンシュウ株式会社
工作機械
3か月前
株式会社不二越
タップ
2か月前
トヨタ自動車株式会社
取付装置
7日前
トヨタ自動車株式会社
積層コア
29日前
株式会社ツガミ
工作機械
17日前
株式会社ツガミ
工作機械
6日前
株式会社ダイヘン
アーク溶接制御方法
2か月前
トヨタ自動車株式会社
検査方法
17日前
株式会社トーキン
溶接用トーチ
13日前
ダイハツ工業株式会社
冷却構造
3か月前
株式会社オーエム製作所
工作機械
20日前
株式会社不二越
歯車研削盤
2か月前
株式会社不二越
歯車加工機
1か月前
株式会社メドメタレックス
ドリル
28日前
株式会社ヤマダスポット
抵抗溶接機
2か月前
住友重機械工業株式会社
レーザ装置
2か月前
株式会社関本管工
エルボ管保持装置
13日前
株式会社浪速試錐工業所
防風カバー
2か月前
株式会社FUJI
自動化用パレット
1か月前
株式会社メタルクリエイト
切削装置
2か月前
三菱電機株式会社
ねじ取り出し装置
21日前
株式会社ダイヘン
溶接トーチ
6日前
株式会社ダイヘン
溶接トーチ
6日前
トヨタ自動車株式会社
位相測定方法
28日前
サムテック株式会社
加工物製造方法
28日前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
DMG森精機株式会社
工作機械
17日前
ブラザー工業株式会社
工作機械
3か月前
工機ホールディングス株式会社
作業機
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































