TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025012522
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023115408
出願日
2023-07-13
発明の名称
シール部材およびその製造方法、ならびにバッテリー
出願人
信越ポリマー株式会社
代理人
めぶき弁理士法人
,
個人
主分類
F16J
15/10 20060101AFI20250117BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】
厚さ方向への柔軟性をそのままに、型崩れの原因となる平面方向への柔軟性を抑えたバッテリー容器用のシール部材、その製造方法、および当該シール部材を備えるバッテリーを提供する
【解決手段】
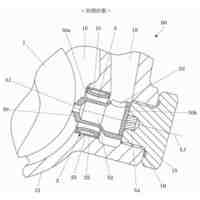
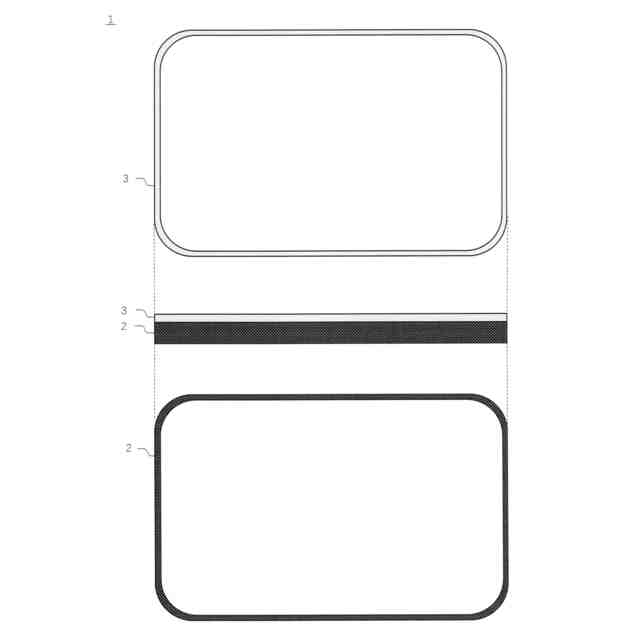
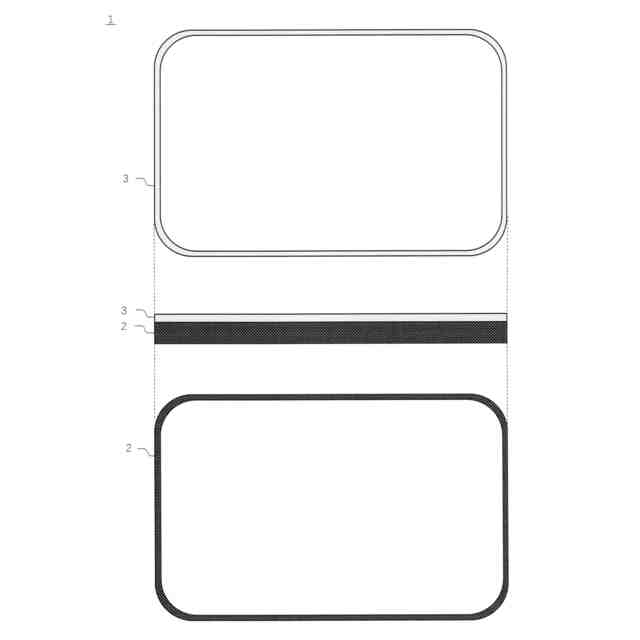
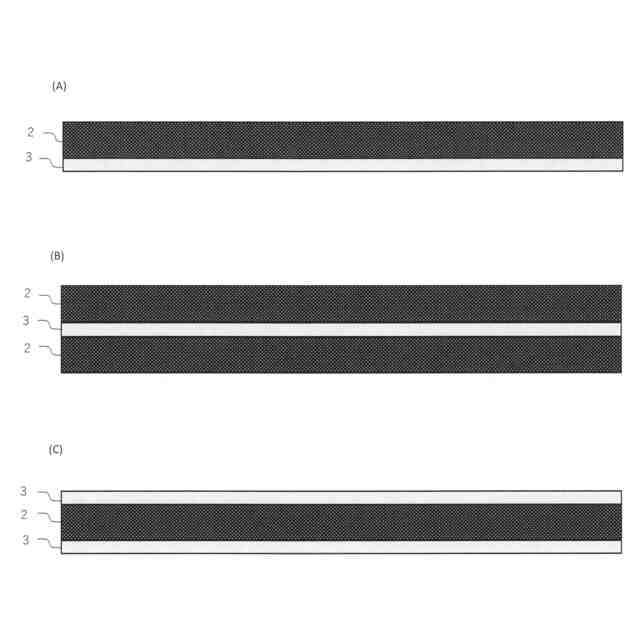
本発明は、複数のバッテリーセル20を格納するための開閉型の容器の開閉部分を封止するための環状のシール部材1であって、発泡層2と、非発泡層3とをそれぞれ少なくとも1層ずつ備え、発泡層2と非発泡層3とが、シール部材1の厚さ方向に積層した状態で固定されていることを特徴とするシール部材1およびその製造方法、ならびにシール部材1を備えるバッテリー10に関する。
【選択図】図1
特許請求の範囲
【請求項1】
複数のバッテリーセルを格納するための開閉型の容器の開閉部分を封止するための環状のシール部材であって、
発泡層と、非発泡層とをそれぞれ少なくとも1層ずつ備え、
前記発泡層と前記非発泡層とが前記シール部材の厚さ方向に積層した状態で固定されていることを特徴とする、シール部材。
続きを表示(約 500 文字)
【請求項2】
前記発泡層と前記非発泡層とが共にシリコーンゴムの層であることを特徴とする、請求項1に記載のシール部材。
【請求項3】
前記非発泡層が前記発泡層の両面に積層していることを特徴とする、請求項1に記載のシール部材。
【請求項4】
前記発泡層が前記非発泡層の両面に積層していることを特徴とする、請求項1に記載のシール部材。
【請求項5】
請求項1から4のいずれか1項に記載のシール部材の製造方法であって、
前記発泡層および前記非発泡層の各原料を配合する配合工程と、
前記配合工程後に前記発泡層と前記非発泡層とをそれぞれシート形状に成形するシーティング工程と、
前記シーティング工程で成形した前記発泡層のシートと前記非発泡層のシートとを貼り合わせる貼り合わせ工程と、
前記貼り合わせ工程で貼り合わせたシートを加硫して硬化させる加硫化工程と、
を含むことを特徴とする、シール部材の製造方法。
【請求項6】
請求項1から4のいずれか1項に記載のシール部材を備えることを特徴とする、バッテリー。
発明の詳細な説明
【技術分野】
【0001】
本発明は、シール部材およびその製造方法、ならびにシール部材を備えるバッテリーに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
自動車は、エンジンのみを唯一の動力源とする時代から、エンジンとバッテリーの両方を搭載するハイブリッドカー、さらにはバッテリーのみを搭載する電気自動車へと変わってきている。電気自動車の車載用バッテリーは、大型で熱の影響を受けやすいため、容器の嵌め合い公差が大きくなる。そのため、車載用バッテリー容器のシール部材として、公差に追従可能な発泡性のものが用いられている。ところが、従来の車載用バッテリー容器のシール部材は、大型で柔軟性も高いことから、容易に型崩れしてしまうという欠点を有していた。この点を解消すべく、シール部材そのものに位置決め穴や溝・ガイドを設ける方法が広く用いられてきたが(特許文献1)、シール部材や設置筐体の加工に掛かるコストが高くなるなどの問題点が存在していた。
【先行技術文献】
【特許文献】
【0003】
特開2012-122536号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
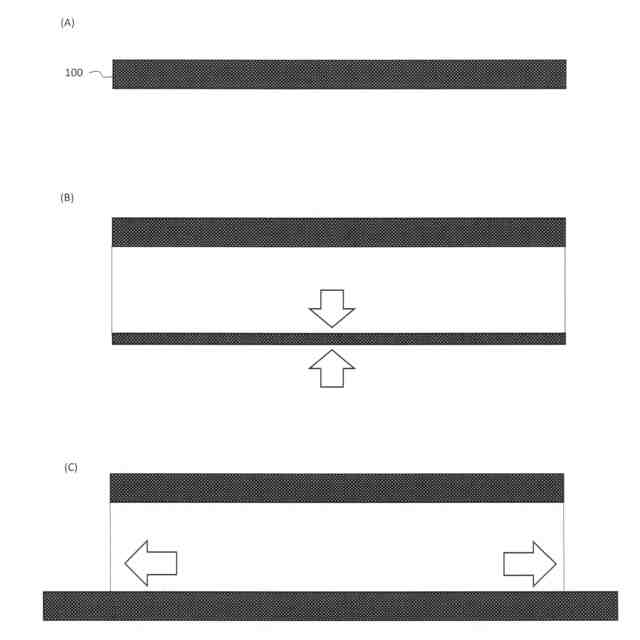
図8は、バッテリー容器に従来用いられていたシール部材(A)並びに厚さ方向(B)および平面方向(C)から力が加わった当該シール部材の正面図を模式的に示す。図8中の白矢印は、力が加わる方向を示す。シール部材100は、主に発泡性の材料で構成されており(A)、厚さ方向(B中でいう上下方向)への柔軟性に優れることから(B)、容器の嵌め合い公差の変化に対応可能である。しかし、当該シール部材100は、サイズが大きく、平面方向(C中でいう左右方向)への柔軟性も高いことから(C)、引っ張られた際に延伸し、容易に型崩れを引き起こしてしまう。
【0005】
本発明者らは、厚さ方向への柔軟性を維持しつつ、型崩れの原因となる平面方向への柔軟性を抑えたバッテリー容器用のシール部材、その製造方法、および当該シール部材を備えるバッテリーを提供することを目的とする。
【課題を解決するための手段】
【0006】
(1)上記目的を達成するための一実施形態に係るシール部材は、複数のバッテリーセルを格納するための開閉型の容器の開閉部分を封止するための環状のシール部材であって、
発泡層と、非発泡層とをそれぞれ少なくとも1層ずつ備え、
前記発泡層と前記非発泡層とが前記シール部材の厚さ方向に積層した状態で固定されている。
(2)別の実施形態に係るシール部材において、好ましくは、前記発泡層と前記非発泡層とが共にシリコーンゴムの層であってもよい。
(3)別の実施形態に係るシール部材において、好ましくは、前記非発泡層が前記発泡層の両面に積層していてもよい。
(4)別の実施形態に係るシール部材において、好ましくは、前記発泡層が前記非発泡層の両面に積層していてもよい。
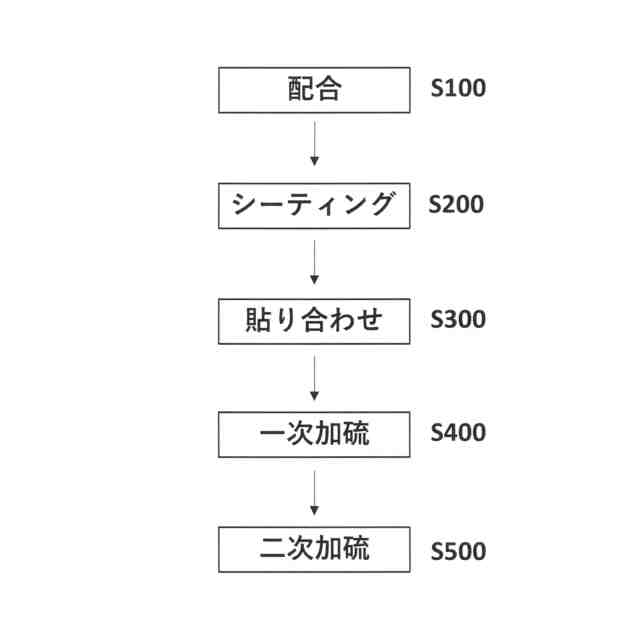
(5)上記目的を達成するための一実施形態に係るシール部材の製造方法は、上述のいずれか1項に記載のシール部材の製造方法であって、
前記発泡層および前記非発泡層の各原料を配合する配合工程と、
前記配合工程後に前記発泡層と前記非発泡層とをそれぞれシート形状に成形するシーティング工程と、
前記シーティング工程で成形した前記発泡層のシートと前記非発泡層のシートとを貼り合わせる貼り合わせ工程と、
前記貼り合わせ工程で貼り合わせたシートを加硫して硬化させる加硫化工程と、
を含む。
(6)上記目的を達成するための一実施形態に係るバッテリーは、上述のいずれか1項に記載のシール部材を備える。
【発明の効果】
【0007】
本発明によれば、厚さ方向への柔軟性を維持しつつ、型崩れの原因となる平面方向への柔軟性を抑えたバッテリー容器用のシール部材、その製造方法、および当該シール部材を備えるバッテリーを提供可能である。
【図面の簡単な説明】
【0008】
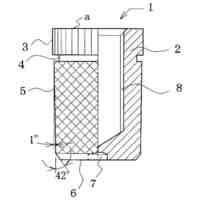
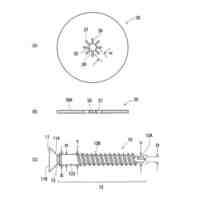
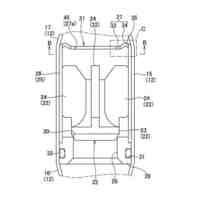
図1は、本発明の一実施形態に係るシール部材の平面図、正面図および背面図を示す。
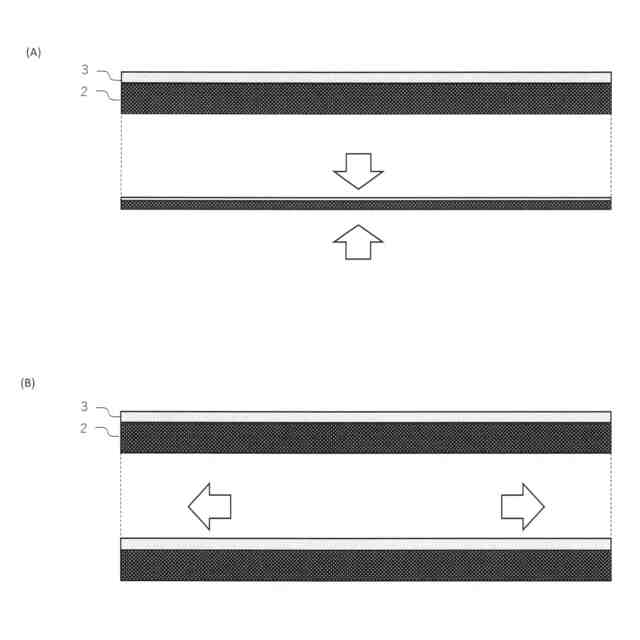
図2は、厚さ方向(A)および平面方向(B)から力が加わったシール部材の正面図を模式的に示す。
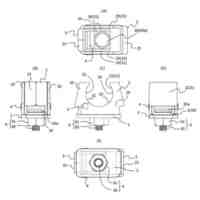
図3は、シール部材の変形例(A~C)を示す。
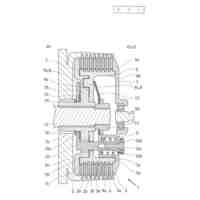
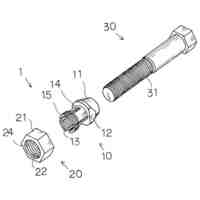
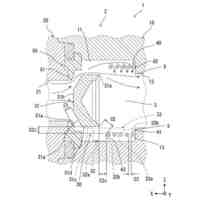
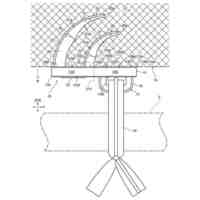
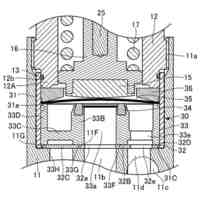
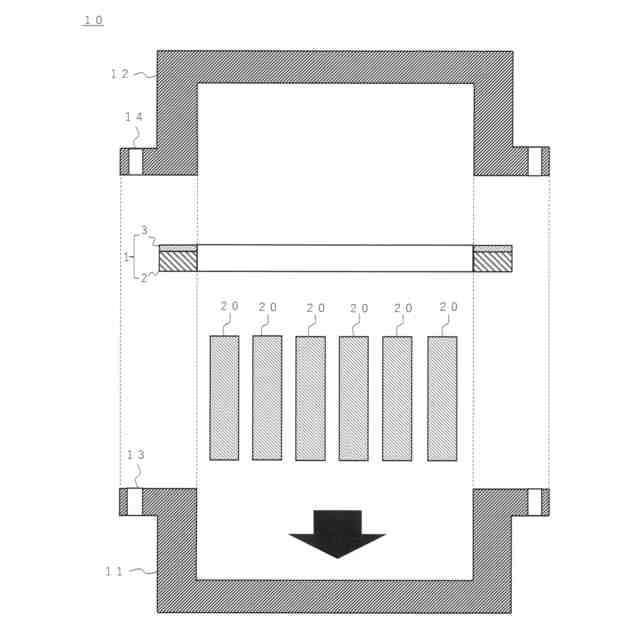
図4は、本発明の一実施形態に係るバッテリーの組立図を示す。
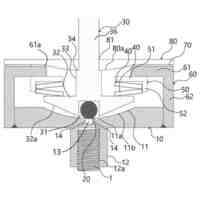
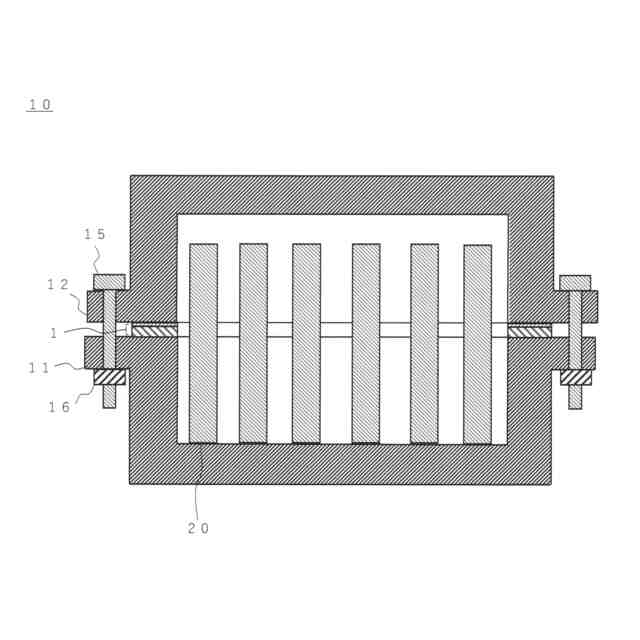
図5は、図4のバッテリーの組み立て後の断面図を模式的に示す。
図6は、本発明の一実施形態に係るシール部材の製造方法の工程フローを示す。
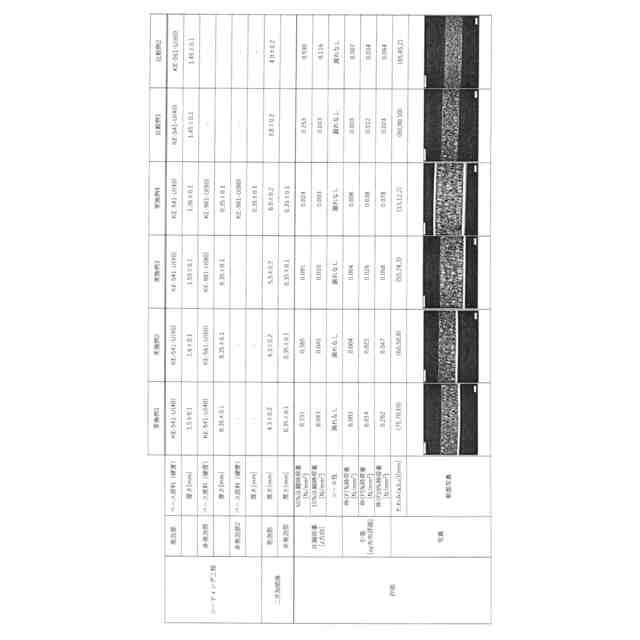
図7は、実施例および比較例の各サンプルの形態および評価結果を示す。
図8は、バッテリー容器に従来用いられていたシール部材(A)並びに厚さ方向(B)および平面方向(C)から力が加わった当該シール部材の正面図を模式的に示す。
【発明を実施するための形態】
【0009】
次に、本発明の実施形態について、図面を参照して説明する。なお、以下に説明する実施形態は、特許請求の範囲に係る発明を限定するものではなく、また、実施形態の中で説明されている諸要素及びその組み合わせの全てが本発明の解決手段に必須であるとは限らない。
【0010】
1.シール部材およびバッテリー
図1は、本発明の一実施形態に係るシール部材の平面図、正面図および背面図を示す。図2は、厚さ方向(A)および平面方向(B)から力が加わったシール部材の正面図を模式的に示す。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
流路体
14日前
個人
クラッチ装置
18日前
個人
保持機
3か月前
個人
免震留具
2か月前
個人
振り子式免震装置
3か月前
株式会社フジキン
配管
5か月前
個人
ロックナット
5か月前
個人
固着具と成形品部材
11日前
個人
ネジの緩み防止装置
3か月前
藤井電工株式会社
フック
3か月前
株式会社アイシン
駆動装置
14日前
個人
緩み防止ナット
3か月前
株式会社テイエルブイ
排気弁
4か月前
カヤバ株式会社
緩衝器
2か月前
カヤバ株式会社
緩衝器
25日前
カヤバ株式会社
緩衝器
25日前
株式会社テイエルブイ
自動弁
3か月前
株式会社不二工機
電動弁
2か月前
株式会社不二工機
電動弁
5か月前
株式会社ナジコ
自在継手
4日前
北村精工株式会社
固定具
5か月前
株式会社不二工機
電動弁
17日前
未来工業株式会社
固定体
2か月前
株式会社ナベル
直動機構
2か月前
株式会社キッツ
逆止め弁
4か月前
日動電工株式会社
保持具
3か月前
横浜ゴム株式会社
管継手
5か月前
株式会社不二工機
電磁弁
3か月前
株式会社不二工機
逆止弁
10日前
株式会社フジキン
バルブ
3か月前
矢崎化工株式会社
連結具
25日前
スズキ株式会社
防振装置
5か月前
株式会社三五
ドライブシャフト
5か月前
個人
配管用エルボカバー
3か月前
株式会社テイエルブイ
自動弁装置
27日前
株式会社トヨックス
可撓管
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ