TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025010877
公報種別
公開特許公報(A)
公開日
2025-01-23
出願番号
2023113161
出願日
2023-07-10
発明の名称
ガスケットの製造方法及びガスケット
出願人
NOK株式会社
代理人
弁理士法人秀和特許事務所
主分類
F16J
15/00 20060101AFI20250116BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】成形不良の発生を抑制可能なガスケットの製造方法及びガスケットを提供する。
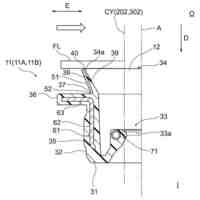
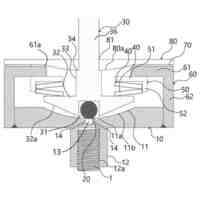
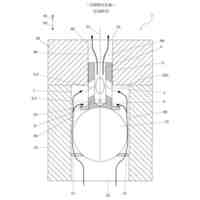
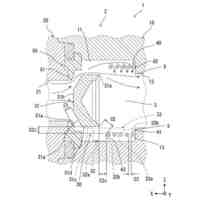
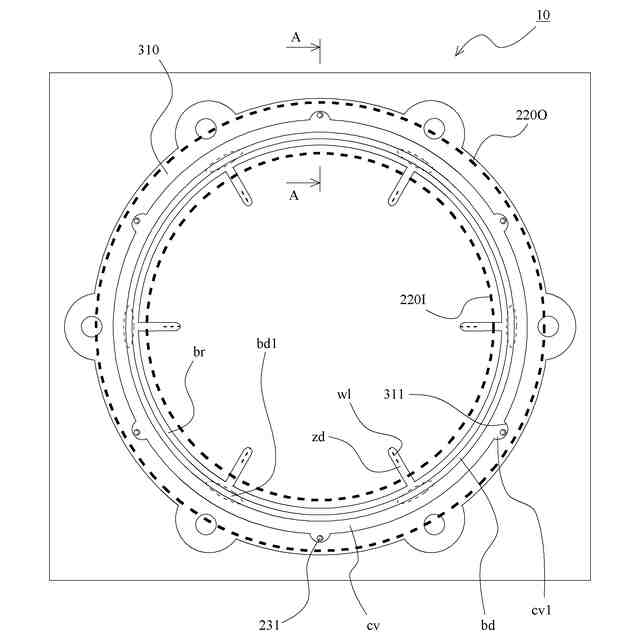
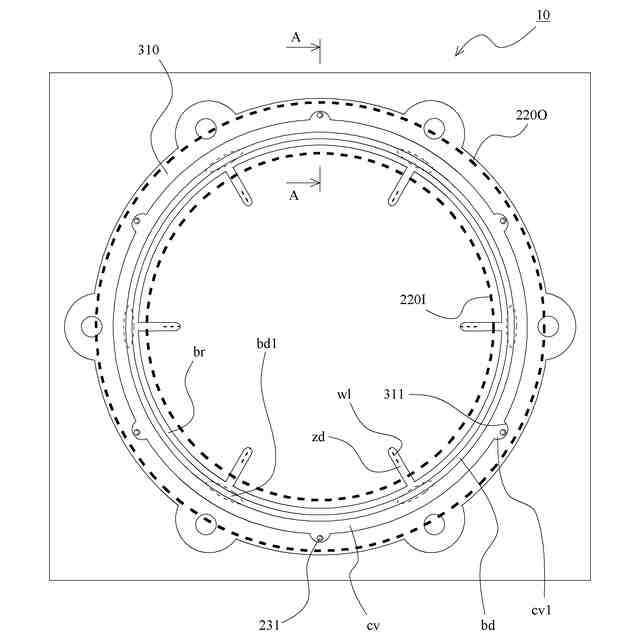
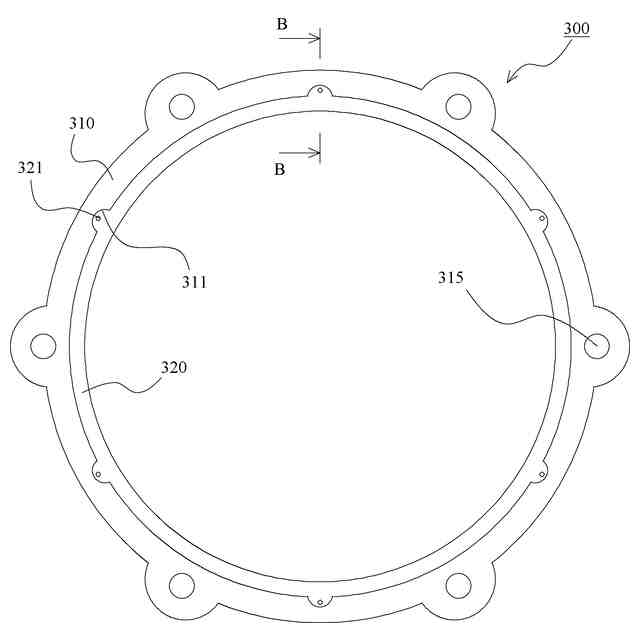
【解決手段】ガスケット本体部を形成するためのキャビティcvと、キャビティcvよりも内周面側に設けられる環状のバリだまりbrと、キャビティcvとバリだまりbrとの間に設けられる環状のバリ道bdと、補強環310の内周面に設けられた複数の凹部311に対応する位置にそれぞれ設けられる複数のゲートと、を有する金型を用いることを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
内周面に外周面側に向かって凹む複数の凹部が周方向に間隔を空けて設けられた環状部材と、前記複数の凹部にそれぞれ嵌るように設けられる複数の凸部を有し、かつ前記環状部材の内周面に一体的に設けられるエラストマー製の環状のガスケット本体部と、を備えるガスケットの製造方法であって、
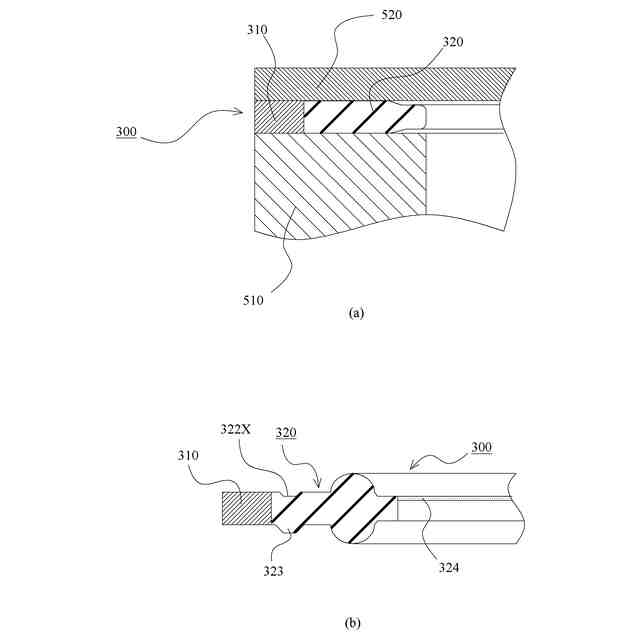
前記ガスケット本体部を形成するためのキャビティと、前記キャビティよりも内周面側に設けられる環状空間と、前記キャビティと前記環状空間との間に設けられる環状流路と、前記複数の凹部に対応する位置にそれぞれ設けられる複数のゲートと、を有する金型を用い、前記金型に前記環状部材を配した状態で型締めする工程と、
前記複数のゲートから成形材料を充填する工程と、
前記金型の型開き工程と、
前記金型からインサート成形品を取り出す工程と、
前記環状流路により成形された部分が分離されるように前記環状空間により成形された部分を前記キャビティにより成形された成形品から除去する工程と、
を有することを特徴とするガスケットの製造方法。
続きを表示(約 810 文字)
【請求項2】
前記ガスケット本体部の成形に用いる前記金型においては、
前記ゲートの先端が前記キャビティに向かって拡径するように構成されることを特徴とする請求項1に記載のガスケットの製造方法。
【請求項3】
前記ガスケット本体部の成形に用いる前記金型においては、
前記キャビティのうち、前記ゲートの先端と対向する面に、前記ゲートの先端から遠ざかる方向に突出する突出部を有することを特徴とする請求項1または2に記載のガスケットの製造方法。
【請求項4】
前記ガスケット本体部の成形に用いる前記金型においては、
前記環状空間よりも内周面側に、隣り合う前記ゲートから供給される材料によりウエルドラインを形成させる材料だまりが設けられることを特徴とする請求項1または2に記載のガスケットの製造方法。
【請求項5】
前記ガスケット本体部の成形に用いる前記金型においては、
前記環状流路は、前記材料だまりに近い位置で、前記材料だまりから離れた位置よりも厚みが厚い部分が設けられていることを特徴とする請求項4に記載のガスケットの製造方法。
【請求項6】
内周面に外周面側に向かって凹む複数の凹部が周方向に間隔を空けて設けられた環状部材と、
前記複数の凹部にそれぞれ嵌るように設けられる複数の凸部を有し、かつ前記環状部材の内周面に一体的に設けられるエラストマー製の環状のガスケット本体部と、
を備えるガスケットであって、
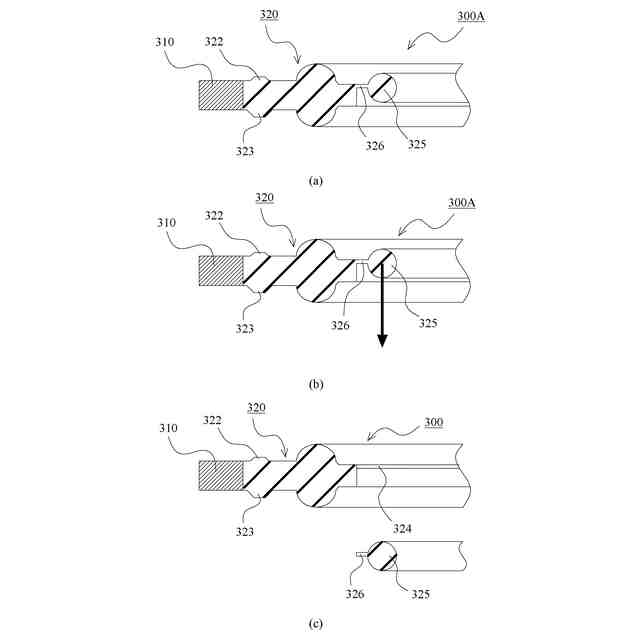
前記複数の凸部に、それぞれゲート跡が設けられ、かつ前記ガスケット本体部の内周面にバリを除去した跡が設けられることを特徴とするガスケット。
【請求項7】
前記複数の凸部に、前記ゲート跡から遠ざかる方向に突出する突出部がそれぞれ設けられることを特徴とする請求項6に記載のガスケット。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガスケットの製造方法及びガスケットに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、2部材の端面間の隙間を封止するガスケットにおいて、補強環の内周面にガスケット本体部を一体的に備えるガスケットが知られている。このガスケットによれば、補強環が、2部材の端面間の距離を一定にするためのスペーサー機能と、ガスケット本体部の異常変形を抑制するためのバックアップリング機能と、ガスケットの剛性を高める機能を発揮する。以上のように構成されるガスケットは、補強環をインサート部品としてインサート成形によりガスケット本体部を成形することにより得られる。
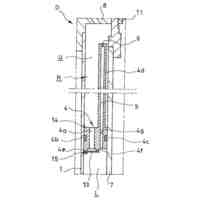
【0003】
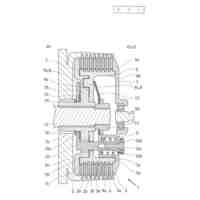
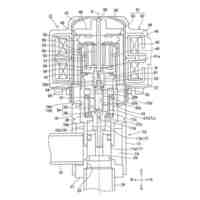
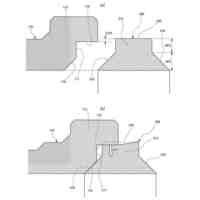
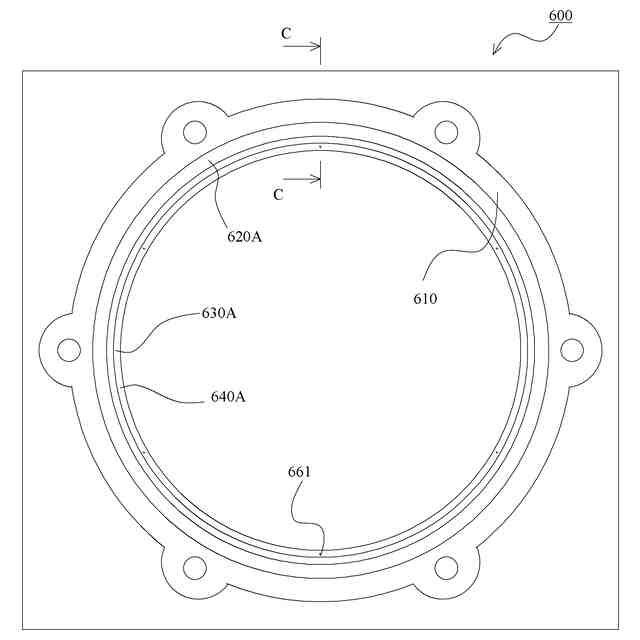
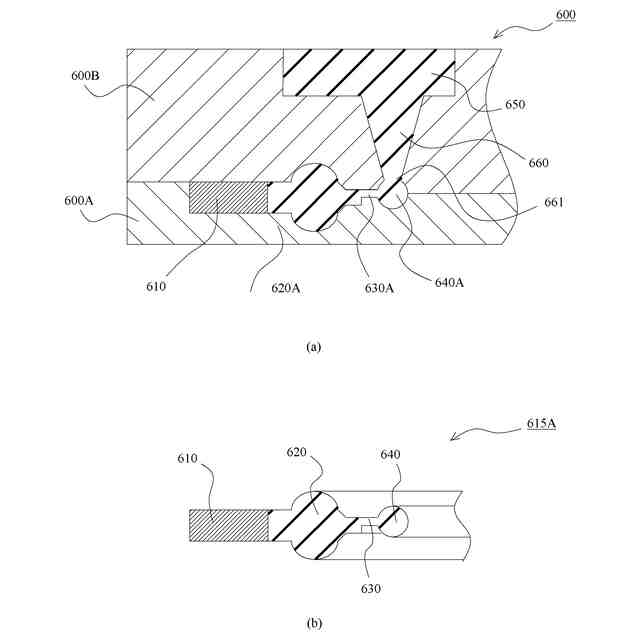
図6~図8を参照して、従来技術に係るガスケットの製造方法について説明する。図6は従来技術に係る金型の平面図であり、金型内部の主要構成部を透視して示している。図7及び図8は従来技術に係るガスケットの製造工程図である。なお、図7(a)中の金型の断面図は図6中のCC断面図に相当し、図7及び図8中のガスケット等の成形品の断面図は、図6に示す金型中の成形後の成形品のCC断面図に相当する。
【0004】
インサート成形に用いる金型600においては、金型600に配される補強環610の内側に、径方向外側から内側に向かって順に、ガスケット本体部620を形成するキャビティ620A、バリ道630A、バリだまり640Aが設けられている。金型600は、下型600Aと、上型600Bとを備えている。上型600Bには、成形材料を供給するための材料室であるポット650と、ポット650内の成形材料をキャビティ620Aに向けて供給するためのゲート660とを備えている。従来技術においては、ゲート660の先端661は、バリだまり640Aに開口するように設けられている。これにより、ゲート660から供給される成形材料は、バリだまり640Aからバリ道630Aを通ってキャビティ620Aに供給される。
【0005】
図7(a)にはキャビティ620Aに成形材料を充填した状態が示されている。成形終了後に型開きを行うと、バリ640がゲート660内の成形材料から切り離される。図7(b)にはインサート成形品(中間製品615A)を金型600から取り出した状態が示されている。流動性の高い成形材料の場合には、バリ道630Aの部分の厚さを薄くすることができる。この場合には、バリ道630Aにより成形される膜630の膜厚が薄いため、バリ640を手指により引き千切るなど、手作業によりバリ640を除去することができる。これにより、最終製品であるガスケット615が得られる。
【0006】
しかしながら、流動性の低い材料(例えば、HNBRなどのゴム材料)の場合には、バリ道630Aの部分の厚さを薄くすると、キャビティ620Aに成形材料が流れにくくなる。これにより、材料の充填不足によりエアだまりができてしまったり、品質に悪影響を及ぼすようなフローマークやウエルドラインが形成されてしまったりしてしまう。
【0007】
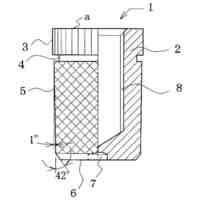
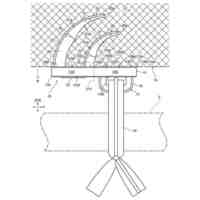
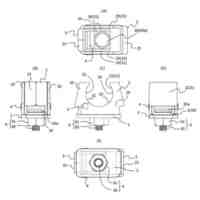
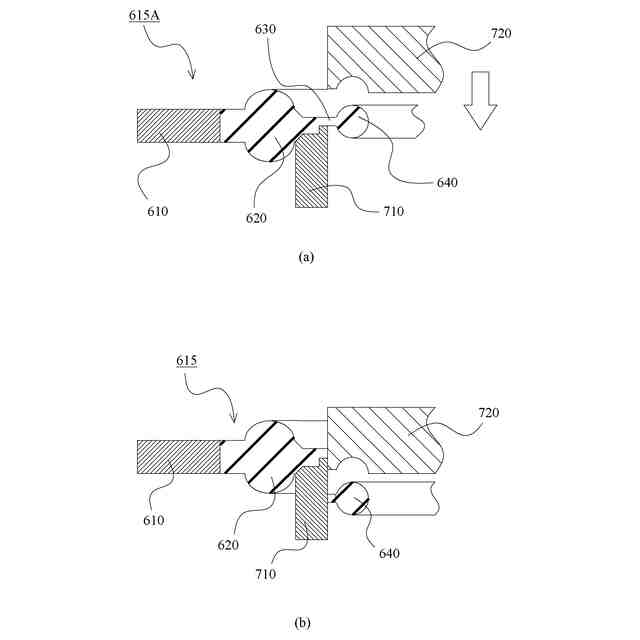
そのため、バリ道630Aの部分の厚さを所定以上の厚さにする必要がある。一般的に、この厚みを0.1mm以上に設定すると、手作業によりバリ640を除去することができない。従って、このような場合には、図8に示すように、ダイ710にインサート成形品を設置させた状態で、ポンチ720を下方に移動させることで(同図(a)参照)、バリ640を打ち抜く(同図(b)参照)などの作業工程を必要としている。
【0008】
しかしながら、ガスケット615のサイズが大きい(概ね、内径100mm以上)にな
ると、ガスケット本体部620の平面方向のうねりも大きくなるため、バリ640の打ち抜きも難しくなる。すなわち、ガスケット本体部620の内周面(打ち抜き断面)の表面が荒くなったり、糸状の抜きカスが発生したりしてしまう。また、従来の製法では、バリ道630Aの部分の厚さを厚くしても、上述したエアだまり、フローマーク、及びウエルドラインの問題は十分解消されるとは言えない。
【先行技術文献】
【特許文献】
【0009】
特許第4993077号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、成形不良の発生を抑制可能なガスケットの製造方法及びガスケットを提供する。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
NOK株式会社
密封装置
1日前
個人
流路体
5日前
個人
保持機
2か月前
個人
クラッチ装置
9日前
個人
免震留具
1か月前
個人
振り子式免震装置
3か月前
株式会社フジキン
配管
4か月前
個人
ネジの緩み防止装置
3か月前
個人
固着具と成形品部材
2日前
藤井電工株式会社
フック
2か月前
個人
ロックナット
5か月前
株式会社アイシン
駆動装置
5日前
個人
緩み防止ナット
3か月前
カヤバ株式会社
緩衝器
16日前
カヤバ株式会社
緩衝器
1か月前
株式会社テイエルブイ
自動弁
3か月前
株式会社テイエルブイ
排気弁
4か月前
カヤバ株式会社
緩衝器
16日前
株式会社不二工機
電動弁
4か月前
日動電工株式会社
保持具
2か月前
スズキ株式会社
防振装置
4か月前
株式会社三五
ドライブシャフト
4か月前
株式会社不二工機
電磁弁
3か月前
個人
配管用エルボカバー
3か月前
株式会社フジキン
バルブ
3か月前
株式会社不二工機
電動弁
2か月前
株式会社キッツ
逆止め弁
3か月前
株式会社ナベル
直動機構
1か月前
株式会社不二工機
逆止弁
1日前
株式会社不二工機
電動弁
8日前
横浜ゴム株式会社
管継手
4か月前
矢崎化工株式会社
連結具
16日前
未来工業株式会社
固定体
1か月前
株式会社PILLAR
継手
1か月前
個人
クラッチシェル保護板
5か月前
株式会社トヨックス
可撓管
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ