TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025005208
公報種別
公開特許公報(A)
公開日
2025-01-16
出願番号
2023105295
出願日
2023-06-27
発明の名称
木粉樹脂複合材、成型品、木粉樹脂複合材の製造方法、及び成型品の製造方法
出願人
菱華産業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B27N
3/02 20060101AFI20250108BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】耐臭気性に優れる木粉樹脂複合材を提供すること。
【解決手段】被蒸煮木粉と、樹脂と、を含み、前記被蒸煮木粉は、ガスクロマトグラフ質量分析により得られるトータルイオンクロマトグラムにより同定された二酸化炭素のピーク高さに対する、該トータルイオンクロマトグラムにより同定された酢酸のピーク高さの比が、0.1以下である、木粉樹脂複合材。
【選択図】なし
特許請求の範囲
【請求項1】
被蒸煮木粉と、
樹脂と、を含み、
前記被蒸煮木粉は、ガスクロマトグラフ質量分析により得られるトータルイオンクロマトグラムにより同定された二酸化炭素のピーク高さに対する、該トータルイオンクロマトグラムにより同定された酢酸のピーク高さの比が、0.1以下である、
木粉樹脂複合材。
続きを表示(約 1,000 文字)
【請求項2】
前記被蒸煮木粉は、ガスクロマトグラフ質量分析により得られるトータルイオンクロマトグラムにより同定された二酸化炭素のピーク高さに対する、該トータルイオンクロマトグラムにより同定された酢酸、ホルムアルデヒド、及びアセトアルデヒドのそれぞれのピーク高さの比が、0.1以下である、
請求項1に記載の木粉樹脂複合材。
【請求項3】
相溶化剤をさらに含む、
請求項1に記載の木粉樹脂複合材。
【請求項4】
前記被蒸煮木粉の含有量が、前記木粉樹脂複合材の総量に対して、50質量%超である、
請求項1に記載の木粉樹脂複合材。
【請求項5】
請求項1に記載の木粉樹脂複合材を成型してなる、
成型品。
【請求項6】
厚さが1.2mm以下である、
請求項5に記載の成型品。
【請求項7】
木粉を蒸煮処理して被蒸煮木粉を得る蒸煮工程と、
前記被蒸煮木粉を洗浄する洗浄工程と、
前記洗浄工程を経た前記被蒸煮木粉と樹脂とを混合して木粉樹脂複合材を得る混合工程と、を含み、
前記洗浄工程前の前記被蒸煮木粉を対象とするガスクロマトグラフ質量分析により得られるトータルイオンクロマトグラムにより同定された二酸化炭素のピーク高さに対する、前記洗浄工程を経た前記被蒸煮木粉を対象とするガスクロマトグラフ質量分析により得られるトータルイオンクロマトグラムにより同定された酢酸のピーク高さの比が、0.1以下である、
木粉樹脂複合材の製造方法。
【請求項8】
前記洗浄工程前の前記被蒸煮木粉を対象とするガスクロマトグラフ質量分析により得られるトータルイオンクロマトグラムにより同定された二酸化炭素のピーク高さに対する、前記洗浄工程を経た前記被蒸煮木粉を対象とするガスクロマトグラフ質量分析により得られるトータルイオンクロマトグラムにより同定された酢酸、ホルムアルデヒド、及びアセトアルデヒドのそれぞれのピーク高さの比が、0.1以下である、
請求項7に記載の木粉樹脂複合材の製造方法。
【請求項9】
請求項7に記載の木粉樹脂複合材の製造方法により得られた木粉樹脂複合材を成型して成型品を得る成型工程を含む、
成型品の製造方法。
【請求項10】
前記成型工程における成型温度が160℃以上180℃以下である、
請求項9に記載の成型品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、木粉樹脂複合材、成型品、木粉樹脂複合材の製造方法、及び成型品の製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
木粉とプラスチックの複合化技術は、約30年以上の歴史があり、環境意識の高まり等によって木粉とプラスチックの複合体における木材比率を増加させる研究が行われている。具体的には、木粉とプラスチックは相溶性が低いため両者の相溶性を高めることや、プラスチックの成形性や力学的特性を損なわないようにするために複合化の前における木粉の前処理等が研究されている。
【0003】
例えば、特許文献1においては、リグノセルロース含有材料による新たな熱可塑性材料を提供することを目的として、リグノセルロース含有材料を水蒸気処理して得られるリグノセルロース系熱可塑性材料が開示されており、当該リグノセルロース系熱可塑性材料は、通常の熱可塑性樹脂材料と併せて用いることができる旨が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2003-165844号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、木質系材料を水蒸気処理した場合は、木質が分解し、木質中の成分が化学反応することにより複数の臭気成分が発生する。その結果、そのような蒸煮後の木質系材料を用いて複合材料を作製し成型した場合、成型品に強い臭いが残ってしまい、その使用用途が限定されることになる。したがって、そのような成型品の原料となる木粉と樹脂とを複合化した木粉樹脂複合材には、臭いの発生を抑制した耐臭気性に優れることが求められる。
【0006】
そこで、本発明は、上記課題に鑑みてなされたものであり、耐臭気性に優れる木粉樹脂複合材を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、上記目的を達成するために鋭意検討した結果、特に、被蒸煮木粉中の臭気の主原因が熱を加えることにより生成される酢酸によるものであることを見出し、被蒸煮木粉中の酢酸の含有量を制御することにより、上記課題を解決し得ることを見出し、本発明を完成するに至った。
【0008】
すなわち、本発明は以下のとおりである。
[1]
被蒸煮木粉と、
樹脂と、を含み、
前記被蒸煮木粉は、ガスクロマトグラフ質量分析により得られるトータルイオンクロマトグラムにより同定された二酸化炭素のピーク高さに対する、該トータルイオンクロマトグラムにより同定された酢酸のピーク高さの比が、0.1以下である、
木粉樹脂複合材。
[2]
前記被蒸煮木粉は、ガスクロマトグラフ質量分析により得られるトータルイオンクロマトグラムにより同定された二酸化炭素のピーク高さに対する、該トータルイオンクロマトグラムにより同定された酢酸、ホルムアルデヒド、及びアセトアルデヒドのそれぞれのピーク高さの比が、0.1以下である、
[1]に記載の木粉樹脂複合材。
[3]
相溶化剤をさらに含む、
[1]に記載の木粉樹脂複合材。
[4]
前記被蒸煮木粉の含有量が、前記木粉樹脂複合材の総量に対して、50質量%超である、
[1]~[3]のいずれかに記載の木粉樹脂複合材。
[5]
[1]~[4]のいずれかに記載の木粉樹脂複合材を成型してなる、
成型品。
[6]
厚さが1.2mm以下である、
[5]に記載の成型品。
[7]
木粉を蒸煮処理して被蒸煮木粉を得る蒸煮工程と、
前記被蒸煮木粉を洗浄する洗浄工程と、
前記洗浄工程を経た前記被蒸煮木粉と樹脂とを混合して木粉樹脂複合材を得る混合工程と、を含み、
前記洗浄工程前の前記被蒸煮木粉を対象とするガスクロマトグラフ質量分析により得られるトータルイオンクロマトグラムにより同定された二酸化炭素のピーク高さに対する、前記洗浄工程を経た前記被蒸煮木粉を対象とするガスクロマトグラフ質量分析により得られるトータルイオンクロマトグラムにより同定された酢酸のピーク高さの比が、0.1以下である、
木粉樹脂複合材の製造方法。
[8]
前記洗浄工程前の前記被蒸煮木粉を対象とするガスクロマトグラフ質量分析により得られるトータルイオンクロマトグラムにより同定された二酸化炭素のピーク高さに対する、前記洗浄工程を経た前記被蒸煮木粉を対象とするガスクロマトグラフ質量分析により得られるトータルイオンクロマトグラムにより同定された酢酸、ホルムアルデヒド、及びアセトアルデヒドのそれぞれのピーク高さの比が、0.1以下である、
[7]に記載の木粉樹脂複合材の製造方法。
[9]
[7]又は[8]に記載の木粉樹脂複合材の製造方法により得られた木粉樹脂複合材を成型して成型品を得る成型工程を含む、
成型品の製造方法。
[10]
前記成型工程における成型温度が160℃以上180℃以下である、
[9]に記載の成型品の製造方法。
[11]
前記成型工程における金型温度が60℃以上85℃以下である、
[10]に記載の成型品の製造方法。
【発明の効果】
【0009】
本発明によれば、耐臭気性に優れる木粉樹脂複合材を提供することができる。
【図面の簡単な説明】
【0010】
実施例1の洗浄工程前の被蒸煮木粉を対象とするガスクロマトグラフ質量分析により得られるトータルイオンクロマトグラム
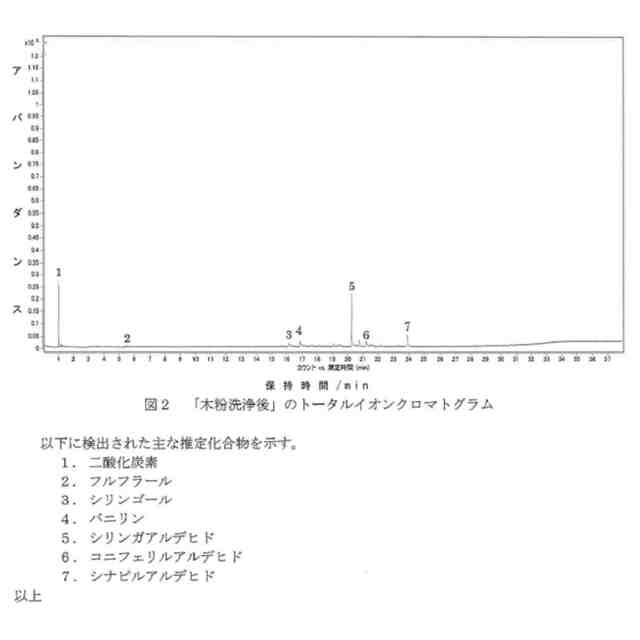
実施例1の洗浄工程を経た被蒸煮木粉を対象とするガスクロマトグラフ質量分析により得られるトータルイオンクロマトグラム
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
菱華産業株式会社
木粉樹脂複合材、成型品、木粉樹脂複合材の製造方法、及び成型品の製造方法
2か月前
個人
薪割り台
4か月前
個人
わら縄針金造形木
5か月前
株式会社日本設計
耐火木材
6か月前
丸大株式会社
竹粉製造装置
25日前
株式会社日本設計
耐火木材
5か月前
株式会社大和工務店
構面構造
9か月前
アイカ工業株式会社
化粧板の製造方法
6か月前
株式会社ノダ
木削薄片板および床材
5か月前
株式会社ノダ
木削薄片板および床材
2か月前
工機ホールディングス株式会社
作業機
7か月前
工機ホールディングス株式会社
作業機
2か月前
宮川工機株式会社
プレカット加工装置
3か月前
舛元木工株式会社
フレーム材の端部処理方法
5か月前
大建工業株式会社
焼杉風化粧板とその製造方法
14日前
旭興進株式会社
人工木材及びその製造方法
5か月前
三和合板株式会社
化粧板の製造装置
4か月前
トヨタ自動車株式会社
木粉の熱圧縮成形方法
2か月前
株式会社ノダ
不燃繊維板およびその製造方法
7か月前
清水建設株式会社
ビス打ち装置
3日前
マックス株式会社
リフィル
3か月前
清水建設株式会社
自動ビス打ち機
今日
広平凱王圧密科技有限公司
圧密木強制焼入れ装置
7か月前
株式会社大林組
木質板材の加工方法
1か月前
デンカ株式会社
敷板
6か月前
広平凱王圧密科技有限公司
高周波に基づく定尺圧密板
7か月前
株式会社トーアエンジニアリング
プレカット加工方法
6か月前
株式会社マキタ
卓上切断機
8か月前
マックス株式会社
ステープラ
9か月前
マックス株式会社
ステープラ
9か月前
株式会社マキタ
テーブルソー
6か月前
株式会社マキタ
テーブルソー
6か月前
マックス株式会社
ステープラ
3か月前
株式会社マキタ
携帯用切断機
10か月前
マックス株式会社
ステープラ
2か月前
マックス株式会社
ステープラ
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ