TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024178133
公報種別
公開特許公報(A)
公開日
2024-12-24
出願番号
2024093073
出願日
2024-06-07
発明の名称
FSW接合体及びその製造方法
出願人
国立大学法人東海国立大学機構
,
日本碍子株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
20/12 20060101AFI20241217BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶体化時効処理に付された際に接合部での破損を回避でき、溶体化時効処理後に母材並みの強度を実現可能なFSW接合体を提供する。
【解決手段】複数の金属部材が摩擦攪拌接合(FSW)により互いに接合されたFSW接合体であって、FSW接合体の内部において、FSW後に残留しうる酸化物が層状に残留することなく分散又は分断されている、FSW接合体。
【選択図】図9B
特許請求の範囲
【請求項1】
複数の金属部材が摩擦攪拌接合(FSW)により互いに接合されたFSW接合体であって、前記FSW接合体の内部において、FSW後に残留しうる酸化物が層状に残留することなく分散又は分断されている、FSW接合体。
続きを表示(約 890 文字)
【請求項2】
前記複数の金属部材が、接合界面に空隙を残さない状態で互いに接合されている、請求項1に記載のFSW接合体。
【請求項3】
前記FSW接合体が、溶体化時効処理に付されるべきものである、請求項1に記載のFSW接合体。
【請求項4】
前記複数の金属部材の各々が、時効硬化性合金で構成される、請求項1に記載のFSW接合体。
【請求項5】
前記時効硬化性合金が、時効硬化性銅合金及び/又は時効硬化性アルミニウム合金である、請求項4に記載のFSW接合体。
【請求項6】
溶体化時効処理に付されても、前記金属部材の接合部の破損が起こらず、前記接合部が前記金属部材の母材強度と同等又はそれ以上の強度を有する、請求項1~5のいずれか一項に記載のFSW接合体。
【請求項7】
前記金属部材が、ベリリウム銅25合金(JIS H 3130及びJIS H 3270のC1720)で構成され、溶体化時効処理に付された場合における前記金属部材の接合部及び母材の引張強度が1100MPa以上である、請求項6に記載のFSW接合体。
【請求項8】
前記金属部材が、ベリリウム銅11合金(JIS H 3130のC1751)で構成され、溶体化時効処理に付された場合における前記金属部材の接合部及び母材の引張強度が690MPa以上である、請求項6に記載のFSW接合体。
【請求項9】
前記金属部材が、超々ジュラルミン(JIS H 4000のA7075)で構成され、溶体化時効処理に付された場合における前記金属部材の接合部及び母材の引張強度が330MPa以上である、請求項6に記載のFSW接合体。
【請求項10】
前記金属部材が、超々ジュラルミン(JIS H 4000のA7075)で構成され、溶体化時効処理に付された場合における前記金属部材の接合部及び母材の引張強度が495MPa以上である、請求項6に記載のFSW接合体。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、FSW接合体及びその製造方法に関するものである。
続きを表示(約 4,200 文字)
【背景技術】
【0002】
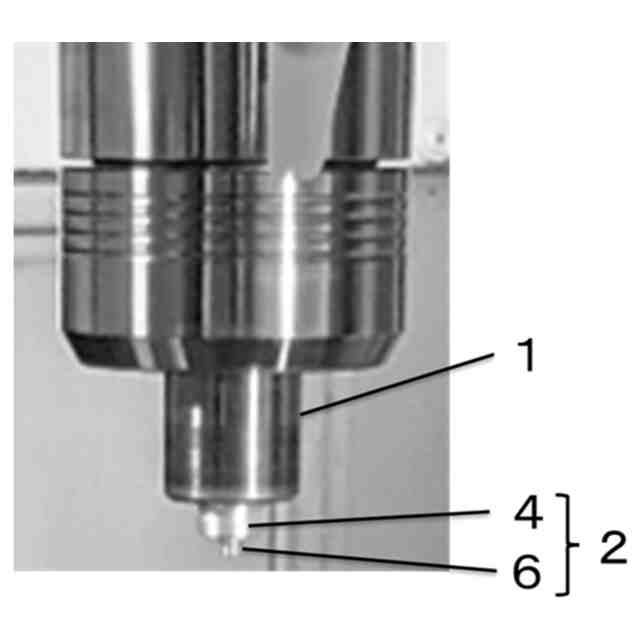
摩擦攪拌接合(Friction Stir Welding(以下、FSWという))という部材の接合法が知られている。FSWにおいては、図1に示されるように、シャンク4の先端に突起状のプローブ6を有する円筒状のツール2を回転させながら強い力で押し付けることで、接合されるべき金属部材10(母材)の接合部10aにプローブ6を挿入させ、これによって摩擦熱を発生させて母材を軟化させる。同時に、ツール2の回転力によって母材の接合部周辺を塑性流動させて練り混ぜることで複数の金属部材10を一体化させながら、ツール2を所定の接合方向へと移動させる。こうして複数の金属部材10が接合されたFSW接合体が得られる。
【0003】
また、FSWを用いて積層構造物を形成する積層造形方法が知られている。例えば、特許文献1(特許第6587028号公報)には、 金属板材の積層接合体上への配置(第1工程)、 金属板材及び積層接合体の加熱及び接合(第2工程)、積層接合体に接合された一層又は複数層の金属板材の加工による積層接合体の形成(第3工程)を含み、第3工程で形成される積層接合体が積層構造物となるまで第1工程から第3工程を繰り返す積層造形方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特許第6587028号公報
【発明の概要】
【0005】
しかしながら、FSWを用いた積層造形方法により積層構造物(FSW接合体)として金型の製作を試みたところ、溶体化時効処理に付された際に接合部に沿って破損が生起しうることが判明した。
【0006】
本発明者らは、今般、FSW接合体の内部において、FSW後に残留しうる酸化物が層状に残留することなく分散又は分断されているようにすることで、溶体化時効処理に付された際に接合部での破損を回避でき、溶体化時効処理後に母材並みの強度を実現可能なFSW接合体を提供できることを見出した。
【0007】
したがって、本発明の目的は、溶体化時効処理に付された際に接合部での破損を回避でき、溶体化時効処理後に母材並みの強度を実現可能なFSW接合体を提供することにある。また、本発明のもう1つの目的は、そのように接合部での破損を生じさせることなく母材並みの強度が実現されたFSW接合体を製造する方法を提供することにある。
【0008】
本発明によれば、以下の態様が提供される。
[態様1]
複数の金属部材が摩擦攪拌接合(FSW)により互いに接合されたFSW接合体であって、前記FSW接合体の内部において、FSW後に残留しうる酸化物が層状に残留することなく分散又は分断されている、FSW接合体。
[態様2]
前記複数の金属部材が、接合界面に空隙を残さない状態で互いに接合されている、態様1に記載のFSW接合体。
[態様3]
前記FSW接合体が、溶体化時効処理に付されるべきものである、態様1又は2に記載のFSW接合体。
[態様4]
前記複数の金属部材の各々が、時効硬化性合金で構成される、態様1~3のいずれか一つに記載のFSW接合体。
[態様5]
前記時効硬化性合金が、時効硬化性銅合金及び/又は時効硬化性アルミニウム合金である、態様4に記載のFSW接合体。
[態様6]
溶体化時効処理に付されても、前記金属部材の接合部の破損が起こらず、前記接合部が前記金属部材の母材強度と同等又はそれ以上の強度を有する、態様1~5のいずれか一つに記載のFSW接合体。
[態様7]
前記金属部材が、ベリリウム銅25合金(JIS H 3130及びJIS H 3270のC1720)で構成され、溶体化時効処理に付された場合における前記金属部材の接合部及び母材の引張強度が1100MPa以上である、態様1~6のいずれか一つに記載のFSW接合体。
[態様8]
前記金属部材が、ベリリウム銅11合金(JIS H 3130のC1751)で構成され、溶体化時効処理に付された場合における前記金属部材の接合部及び母材の引張強度が690MPa以上である、態様1~6のいずれか一つに記載のFSW接合体。
[態様9]
前記金属部材が、超々ジュラルミン(JIS H 4000のA7075)で構成され、溶体化時効処理に付された場合における前記金属部材の接合部及び母材の引張強度が330MPa以上である、態様1~6のいずれか一つに記載のFSW接合体。
[態様10]
前記金属部材が、超々ジュラルミン(JIS H 4000のA7075)で構成され、溶体化時効処理に付された場合における前記金属部材の接合部及び母材の引張強度が495MPa以上である、態様1~6のいずれか一つに記載のFSW接合体。
[態様11]
前記FSW接合体の内部に冷却路としての内部空間を備えた、態様1~10のいずれか一つに記載のFSW接合体。
[態様12]
複数の金属部材が摩擦攪拌接合(FSW)により互いに接合されたFSW接合体の製造方法であって、
(a)金属部材上に別の金属部材を載置する工程と、
(b)前記別の金属部材及びその下の前記金属部材にツールを挿入してFSWを行うことで前記金属部材と別の金属部材を接合させる工程であって、前記FSWが酸化物を層状に残留させることなく分散又は分断させるように行われる工程と、
(c)前記FSWにより接合された金属部材の表面を切削加工により除去して、加工面を形成する工程と、
(d)前記工程(a)、(b)及び(c)を繰り返してFSW接合体を製造する工程であって、前記工程(a)が別の金属部材が前記加工面に載置されるように行われる、工程と、
(e)前記FSW接合体に溶体化時効処理を施す工程と、
を含む、FSW接合体の製造方法。
[態様13]
前記金属部材の各々が、時効硬化性合金で構成される、態様12に記載のFSW接合体の製造方法。
[態様14]
前記時効硬化性合金が、時効硬化性銅合金及び/又は時効硬化性アルミニウム合金である、態様13に記載のFSW接合体の製造方法。
[態様15]
前記溶体化時効処理において、前記金属部材の接合部の破損が起こらず、前記溶体化時効処理後の前記接合部が前記金属部材の母材強度と同等又はそれ以上の強度を有する、態様12~14のいずれか一つに記載のFSW接合体の製造方法。
【図面の簡単な説明】
【0009】
FSWを概念的に説明するための斜視図である。
実施例で用いたFSW接合装置の写真である。
実施例で用いたFSWツールの形状及び寸法を説明するための模式図である。
実施例で用いた、ホルダに固定されたFSWツールの写真である。
図4に示されるFSWツールを横から撮影した拡大写真である。
図4に示されるFSWツールを下から撮影した拡大写真である。
実施例におけるFSWを説明するための上面図及び斜視図である。
実施例におけるFSW接合体及びそこから採取される試験片の方位を説明するための模式図である。
例A2(比較例)で作製されたベリリウム銅FSW接合体に対して得られた断面SEM像(COMPO像)を示す。図中、矢印は接合部10aを指している(以下同様)。
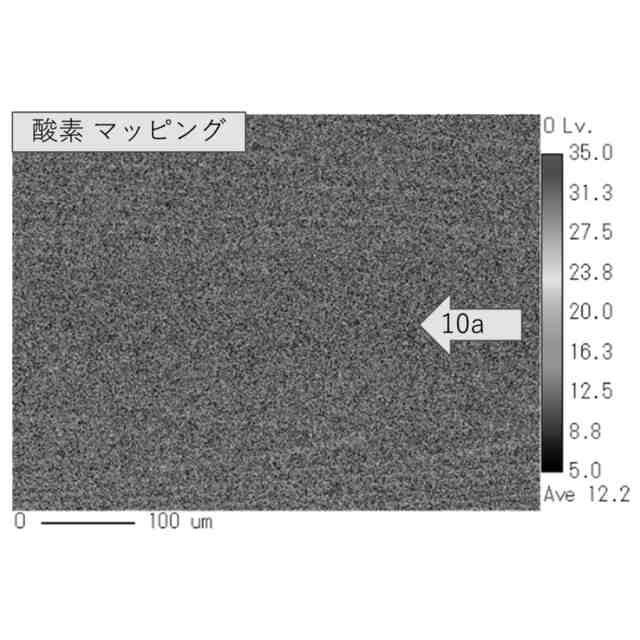
図8AのSEM像に対応する領域について測定された例A2のEPMA酸素マッピング像を示す。
例A8(実施例)で作製されたベリリウム銅FSW接合体に対して得られた断面SEM像(COMPO像)を示す。
図9AのSEM像に対応する領域について測定された例A8のEPMA酸素マッピング像を示す。
例B1(比較例)で作製された超々ジュラルミンFSW接合体に対して得られた断面SEM像(COMPO像)を示す。
図10AのSEM像に対応する領域について測定された例B1のEPMA酸素マッピング像を示す。
例B6(実施例)で作製された超々ジュラルミンFSW接合体に対して得られた断面SEM像(COMPO像)を示す。
図11AのSEM像に対応する領域について測定された例B6のEPMA酸素マッピング像を示す。
例C1(比較例)で作製されたベリリウム銅FSW接合体に対して得られた断面SEM像(COMPO像)を示す。
図12AのSEM像に対応する領域について測定された例C1のEPMA酸素マッピング像を示す。
例C2(実施例)で作製されたベリリウム銅FSW接合体に対して得られた断面SEM像(COMPO像)を示す。
図13AのSEM像に対応する領域について測定された例C2のEPMA酸素マッピング像を示す。
【発明を実施するための形態】
【0010】
FSW接合体
本発明のFSW接合体は、複数の金属部材が摩擦攪拌接合(FSW)により互いに接合されたものである。このFSW接合体は、このFSW接合体の内部において、FSW後に残留しうる酸化物が層状に残留することなく分散又は分断されているものである。こうすることで、溶体化時効処理に付された際に接合部での破損を回避でき、溶体化時効処理後に母材並みの強度を実現することができる。なお、本明細書において「酸化物が層状に残留することなく」とは、FSW接合体の接合部を含む研磨断面に対して後述する実施例に記載されるようにEPMAによる元素分析を行って酸素マッピング像を取得した場合に、EPMA酸素マッピング像において、接合部に対応する位置に、周囲より局所的に高い酸素濃度を示す画素が長さ10μm以上の筋状の線として観察されないことを意味する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
21日前
個人
トーチノズル
3か月前
シヤチハタ株式会社
組立ライン
3か月前
日東精工株式会社
組み付け装置
3か月前
有限会社津谷工業
切削工具
2か月前
個人
複合金属回転式ホーン
21日前
株式会社FUJI
工作機械
22日前
株式会社不二越
タップ
3か月前
株式会社ツガミ
工作機械
20日前
トヨタ自動車株式会社
取付装置
21日前
株式会社ダイヘン
アーク溶接制御方法
3か月前
トヨタ自動車株式会社
積層コア
1か月前
株式会社トーキン
溶接用トーチ
27日前
トヨタ自動車株式会社
検査方法
1か月前
株式会社ツガミ
工作機械
1か月前
ダイハツ工業株式会社
冷却構造
3か月前
株式会社オーエム製作所
工作機械
1か月前
株式会社不二越
歯車加工機
2か月前
株式会社不二越
歯車研削盤
7日前
株式会社メドメタレックス
ドリル
1か月前
株式会社不二越
歯車研削盤
2か月前
株式会社メタルクリエイト
切削装置
3か月前
株式会社ダイヘン
溶接トーチ
20日前
サムテック株式会社
加工物製造方法
1か月前
トヨタ自動車株式会社
位相測定方法
1か月前
株式会社ヤマダスポット
抵抗溶接機
2か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社関本管工
エルボ管保持装置
27日前
株式会社ダイヘン
溶接トーチ
20日前
株式会社浪速試錐工業所
防風カバー
2か月前
住友重機械工業株式会社
レーザ装置
2か月前
株式会社FUJI
自動化用パレット
1か月前
工機ホールディングス株式会社
作業機
2か月前
工機ホールディングス株式会社
作業機
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
3か月前
DMG森精機株式会社
工作機械
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































