TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024172250
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023089835
出願日
2023-05-31
発明の名称
鉄道車両及びその製造方法
出願人
日本車輌製造株式会社
代理人
弁理士法人コスモス国際特許商標事務所
主分類
B61F
1/00 20060101AFI20241205BHJP(鉄道)
要約
【課題】車両構体を構成する閉断面部材の外壁部の外側面に被取付部材を締結するネジ座本体部を、閉断面部材の強度低下を低減しつつ、簡単な加工及び作業で外壁部の内側面に備え、ネジ座本体部を有するネジ座を介して被取付部材を簡単に締結できる鉄道車両及びその製造方法を提供すること。
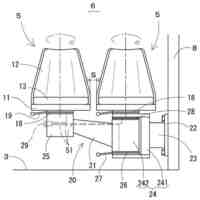
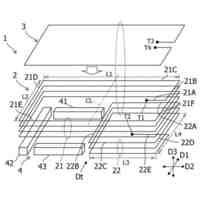
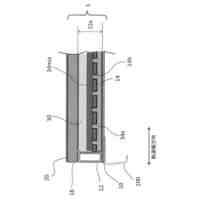
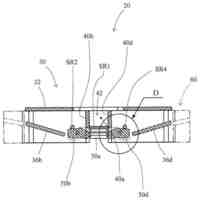
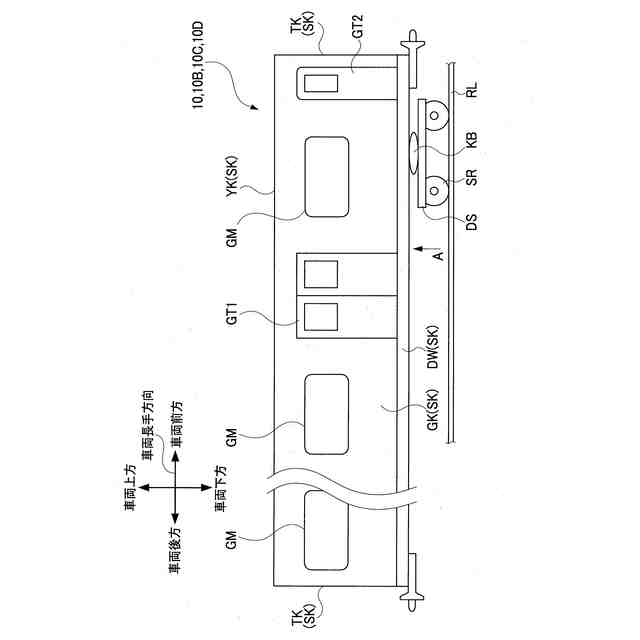
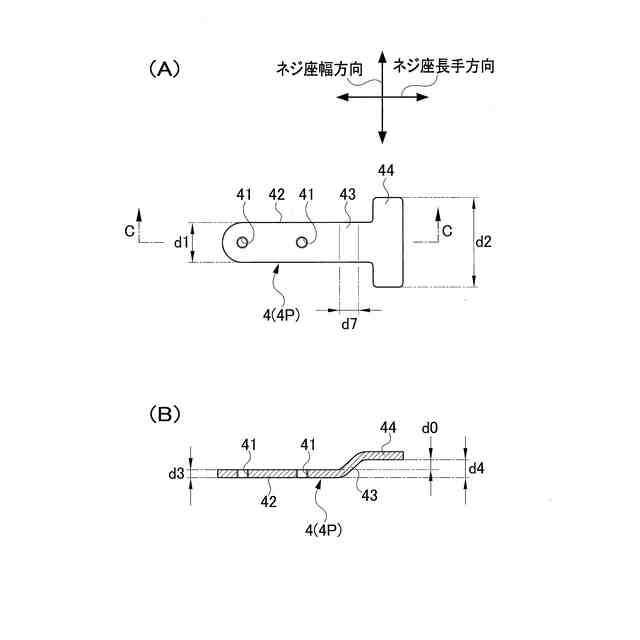
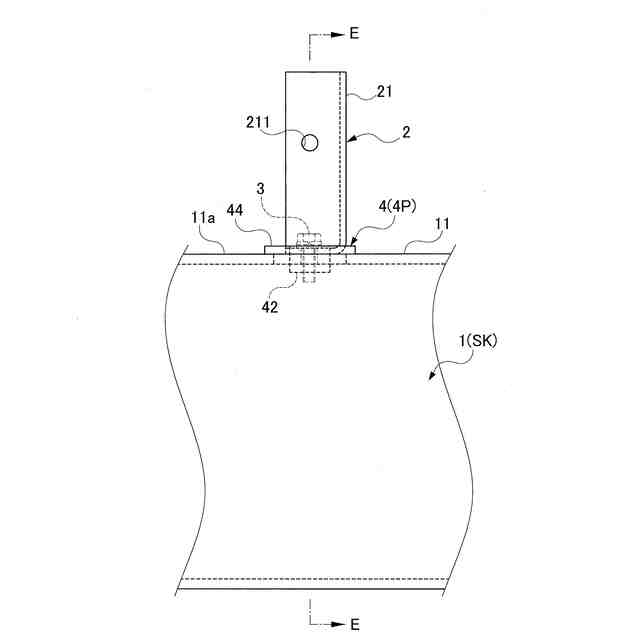
【解決手段】車両構体SKを構成する閉断面部材1と、閉断面部材の外壁部11の外側面11aに被取付部材2をネジ部材3によって締結するネジ座4と、を備えた鉄道車両10である。ネジ座は、外壁部の内側面11bに当接しネジ部材と係合するタップ孔41を有するネジ座本体部42と、ネジ座本体部と段差部43を介して連結され外側面に当接したネジ座頭部44と、を備えた。外壁部は、ネジ部材を挿通可能に形成されたネジ挿通孔111と、ネジ座本体部及び段差部を挿通可能に形成されたネジ座挿通孔112と、を備えた。
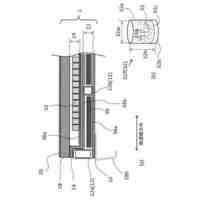
【選択図】 図3
特許請求の範囲
【請求項1】
車両構体を構成する閉断面部材と、前記閉断面部材の外壁部の外側面に被取付部材をネジ部材によって締結するネジ座と、を備えた鉄道車両であって、
前記ネジ座は、前記外壁部の内側面に当接し前記ネジ部材と係合するタップ孔を有するネジ座本体部と、前記ネジ座本体部と段差部を介して連結され前記外側面に当接したネジ座頭部と、を備え、
前記外壁部は、前記ネジ部材を挿通可能に形成されたネジ挿通孔と、前記ネジ座本体部及び前記段差部を挿通可能に形成されたネジ座挿通孔と、を備えていることを特徴とする鉄道車両。
続きを表示(約 730 文字)
【請求項2】
請求項1に記載された鉄道車両において、
前記ネジ座挿通孔は、前記ネジ座頭部を挿通不能に形成されていることを特徴とする鉄道車両。
【請求項3】
請求項1に記載された鉄道車両において、
前記ネジ座は、前記ネジ座本体部と前記ネジ座頭部とが、前記段差部を介して、平面視でT字状に交差するように形成されていることを特徴とする鉄道車両。
【請求項4】
請求項1に記載された鉄道車両において、
前記タップ孔は、前記ネジ座本体部に固定されたナット部に形成されていることを特徴とする鉄道車両。
【請求項5】
請求項1に記載された鉄道車両において、
前記段差部又はネジ座頭部は、前記ネジ座挿通孔の内周面と当接する位置決め部を有することを特徴とする鉄道車両。
【請求項6】
請求項1に記載された鉄道車両において、
前記ネジ座頭部は、前記段差部より前記ネジ座本体部側へ突出した突出部を備え、前記突出部と前記ネジ座本体部とが、前記外壁部を内外方向から挟持するように形成されていることを特徴とする鉄道車両。
【請求項7】
請求項1乃至請求項6のいずれか1項に記載された鉄道車両の製造方法において、
前記ネジ座を形成するネジ座形成工程と、
前記外壁部に前記ネジ挿通孔と前記ネジ座挿通孔とを形成する挿通孔形成工程と、
前記ネジ座を前記外壁部にセットするネジ座セット工程と、
前記被取付部材を前記外側面に載置して、前記ネジ部材を前記タップ孔に係合するネジ係合工程と、を備えたことを特徴とする鉄道車両の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鉄道車両及びその製造方法に関し、より詳しくは、車両構体を構成する閉断面部材と、閉断面部材の外壁部の外側面に被取付部材をネジ部材によって締結するネジ座と、を備えた鉄道車両及びその鉄道車両の製造方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
従来から、鉄道車両の構体(例えば、台枠等)には、骨格部材として押出成形された閉断面部材を用いる場合がある。この閉断面部材の外側面に被取付部材(例えば、配管等の艤装部品)を締結するため、タップ孔を有するネジ座を閉断面部材の内側面に備えた鉄道車両が、知られている。このネジ座を用いて閉断面部材の外側面に被取付部材を締結する方法は、一般に、以下のような方法で行われている。
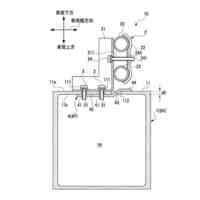
【0003】
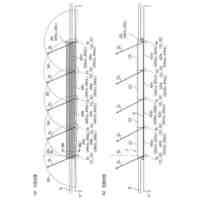
例えば、図14、図15に示すように、矩形状の板材に複数のタップ孔102、103を設けたネジ座101を予め形成する。また、被取付部材105を取り付ける閉断面部材104の外壁部104Tには、ネジ座101を外壁部104Tの内側面に固定するネジ部材106用の挿通孔106Sと、被取付部材105を締結するブラケット108を固定するネジ部材107用の挿通孔107Sと、を予め形成する。そして、閉断面部材104の一方の開口端104Kから、ネジ座101を閉断面内部104Nに挿入した状態で、外壁部104Tの外方からネジ座101用のネジ部材106を挿通孔106Sに挿入し、ネジ座101のタップ孔102にネジ部材106を係合する。これによって、閉断面部材104の外壁部104Tの内側面に、ネジ座101を固定する。
【0004】
その後、被取付部材105を締結するブラケット108を、閉断面部材104の外壁部104Tの外側面に載置した状態で、ブラケット108用のネジ部材107を挿通孔107Sに挿入し、ネジ座101のタップ孔103に係合する。これによって、閉断面部材104の外壁部104Tの外側面に当該ブラケット108を締結する。そして、閉断面部材104の外壁部104Tに締結したブラケット108に図示しないボルト、ナット等を用いて被取付部材105を締結する。
【0005】
上記方法によれば、鉄道車両の構体の骨格部材として、相当程度の質量と大きさを有する閉断面部材104に対して、一々、タップ孔を形成するという煩雑な作業を回避できるという利点がある。しかし、閉断面部材104の一方の開口端104Kが、他の閉断面部材104B等と接合されて閉塞されている場合、又は、被取付部材105を締結する位置が、開口端104Kから離間して、ネジ座101を挿入困難な位置にある場合には、上記方法を用いることができない。
【0006】
このような場合には、図16に示すように、閉断面部材104に対して、被取付部材105を取り付ける外壁部104Tと隣接する他の外壁部104Sに作業孔104SNを形成し、この作業孔104SNからネジ座101を閉断面内部104Nに挿入して、上述のようにネジ座101を閉断面部材104の取付け用の外壁部104Tの内側面に固定する方法がある。しかし、この方法では、閉断面部材104に対して、取付け用の外壁部104Tと隣接する他の外壁部104Sに作業孔104SNを形成したことによって、閉断面部材104の強度が低下する可能性があるという問題があった。
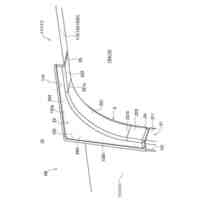
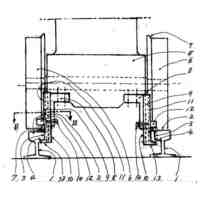
【0007】
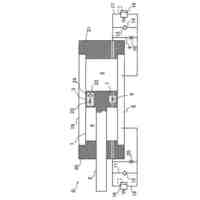
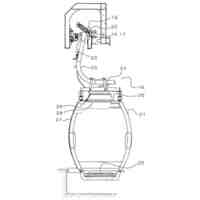
この点、例えば、特許文献1には、閉断面部材における上記強度低下を低減する構成が開示されている。すなわち、図17に示すように、閉断面構造のアルミ押出材から成るサイドフレーム(閉断面部材)201の上壁(取付用の外壁部)202に、サイドメンバー(被取付部材)200を取り付けるボルト203の挿通孔204を設ける。この上壁202に隣接する一方の側壁に開口部205を設け、他方の側壁に係止孔206を設ける。そして、ネジ座207を構成するベースプレート207Bには、中央部の四角い穴208に、ワッシャ209にカシメられたナット210が、移動可能に取り付けられている。また、ベースプレート207Bの一端には、係止孔206に係止する突起部207B1が形成され、他端には開口部205を塞ぐ閉塞部207B2が形成されている。そして、ベースプレート207Bを開口部205から挿入してネジ座207をサイドフレーム201にセットし、開口部205に閉塞部207B2を溶接する。この場合、サイドフレーム(閉断面部材)201の開口部205にネジ座207の閉塞部207B2を溶接することによって、サイドフレーム(閉断面部材)201の強度低下を低減又は回避することができる。
【先行技術文献】
【特許文献】
【0008】
特開平7-190035号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1に記載された上記構成では、以下のような問題があった。すなわち、サイドフレーム(閉断面部材)201の上壁(取付用の外壁部)202にボルト203の挿通孔204を設け、サイドフレーム(閉断面部材)201の上壁(取付用の外壁部)202に隣接する一方の側壁に開口部205を設け、他方の側壁に係止孔206を設けるため、サイドフレーム(閉断面部材)201に対して、3方向から孔加工を行う必要があった。そのため、サイドフレーム(閉断面部材)201を孔加工装置に複数回(3回)セットしなければならず、段取り作業等の工数が多くかかるという問題があった。特に、サイドフレーム(閉断面部材)201を他の構造部材と組付けた後では、加工設備上の制約が大きく、一方の側壁に開口部205を設け、他方の側壁に係止孔206を設けることは、一層難しいという問題があった。
【0010】
本発明は、かかる課題を解決するためになされたものであり、車両構体を構成する閉断面部材の外壁部の外側面に被取付部材を締結するネジ座本体部を、閉断面部材の強度低下を低減しつつ、簡単な加工及び作業で外壁部の内側面に備え、ネジ座本体部を有するネジ座を介して被取付部材を簡単に締結できる鉄道車両及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本車輌製造株式会社
鉄道車両
1日前
日本車輌製造株式会社
鉄道車両
1日前
日本車輌製造株式会社
油圧ユニット
2日前
日本車輌製造株式会社
杭打機の制御装置
15日前
日本車輌製造株式会社
鉄道車両及びその製造方法
1日前
個人
コンテナ輸送システム
3か月前
個人
鉄道車両の脱線防止の構造
10か月前
東光産業株式会社
電動台車
5か月前
コイト電工株式会社
座席装置
5か月前
コイト電工株式会社
暖房装置
4か月前
コイト電工株式会社
暖房装置
4か月前
株式会社新陽社
発車標
3か月前
日本車輌製造株式会社
鉄道車両
3か月前
日本信号株式会社
地上子
10か月前
個人
車両間乗降システム
8か月前
日本車輌製造株式会社
鉄道車両
3か月前
富士電機株式会社
戸閉装置
6か月前
オムロン株式会社
転落検知システム
7か月前
カヤバ株式会社
鉄道車両用制振装置
4か月前
株式会社ロッソ
移動体案内システム
6か月前
近畿車輌株式会社
鉄道車両の床構造
7日前
近畿車輌株式会社
鉄道車両の床構造
7日前
近畿車輌株式会社
鉄道車両の床構造
7日前
株式会社ソラリス
管内検査ロボット
10か月前
コイト電工株式会社
カメラ設置ケース
11か月前
株式会社 空スペース
跨座式モノレール車両
9か月前
株式会社ダイフク
搬送車
10か月前
大同信号株式会社
レール破断検知装置
11か月前
株式会社ダイフク
レール
9か月前
愛知機械テクノシステム株式会社
台車
8か月前
日本信号株式会社
信号システム
10か月前
公益財団法人鉄道総合技術研究所
上屋
9か月前
日本信号株式会社
列車検知装置
9か月前
日本信号株式会社
踏切道監視システム
9日前
日本ケーブル株式会社
索道の空調装置付搬器
10か月前
個人
線路上落とし物回収バネ、粘着付きポール
9か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ