TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024162206
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2023077531
出願日
2023-05-09
発明の名称
平板の両面に縁を有する部品の製造方法と部品
出願人
株式会社平安製作所
代理人
個人
主分類
B21D
22/26 20060101AFI20241114BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】平板の同じ位置より反対方向へ伸びる上縁と下縁とを有する部品をプレス成形で作製する作製方法とその部品を提供すること。
【解決手段】平板と、上記平板に位置する開口と、上記開口の周辺であり、上記平面の一方の面に位置する縁とがある部材を準備する工程と、上記平板の一方の面と異なる他面に突起を作製する鍛圧する鍛圧工程と、を含む平板の両面に縁を有する部品の製造方法を用いる。また、平板と、上記平板に位置する開口と、上記開口の周囲で、上記平板の両面に位置する縁と、を有する部品であり、上記縁は、上記両面の一方面の第1縁と上記両面の多方面の第2縁とからなり、上記第1縁の厚みと上記第2縁の厚みとは異なる部品を用いる。
【選択図】図2
特許請求の範囲
【請求項1】
平板と、前記平板に位置する開口と、前記開口の周辺であり、前記平面の一方の面に位置する縁とがある部材を準備する工程と、
前記平板の一方の面と異なる他面に突起を作製する鍛圧する鍛圧工程と、を含む部品の製造方法。
続きを表示(約 490 文字)
【請求項2】
前記縁は、第1縁であり、前記突起は、第2縁であり、前記第1縁の厚みが、前記第2縁の厚みと異なる請求項1記載の部品の製造方法。
【請求項3】
前記縁は、第1縁であり、前記突起は、第2縁であり、前記第1縁の硬度が、前記第2縁の縁の硬度より、1.1倍以上大きい請求項1記載の部品の製造方法。
【請求項4】
前記鍛圧工程での前記突起は、前記縁と平行方向である請求項1記載の部品の製造方法。
【請求項5】
前記鍛圧工程での前記突起は、前記縁と前記平板との境目に位置する請求項1に記載の部品の製造方法。
【請求項6】
前記平板の厚みより、前記前記第1縁の厚みと前記第2縁の厚みが厚い請求項2記載の部品の製造方法。
【請求項7】
平板と、
前記平板に位置する開口と、
前記開口の周囲で、前記平板の両面に位置する縁と、を有する部品であり、
前記縁は、前記両面の一方面の第1縁と前記両面の多方面の第2縁とからなり、
前記第1縁の厚みと前記第2縁の厚みとは異なる部品。
発明の詳細な説明
【技術分野】
【0001】
本発明は、平板の両面に縁を有する部品とその製造方法に関する。特に、自動車などに使用される平板の両面に縁を有する部品とその製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
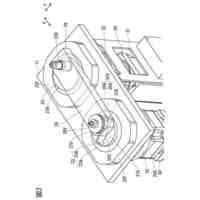
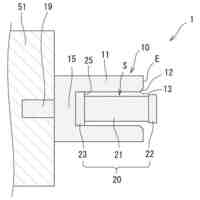
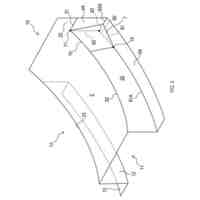
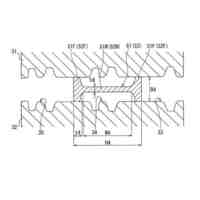
従来から、自動車等の部品で、図1(a)に示すような部品9が使用されている。図1(a)は部品9の斜視図である。図1(b)に部品9の断面図を示す。平板10の表面の開口16の周辺に、上縁11aと下縁11bとがあり、平板10の両面に突起状の縁11がある。縁11は、上縁11a、下縁11bのいずれでもよい場合の1方、又は、まとめて説明する場合に使用する。以下同様である。部品9はクラッチハブの例である。開口16に、シャフトが入り、力を伝達する。クラッチハブの場合、縁11の内面に凹凸の切り欠きがあるが、省略している。開口16に挿入されたシャフトと縁11とで駆動力の伝達を行うため、縁11は強度を持たせる必要があった。このため、通常、平板10の板厚よりも縁11の板厚は厚く設定する必要があり、熱間鍛造と切削加工でこの部品9を作製していた。
部品9の作製には、切削工程が主に必要であった。切削工程を無くすか減らし、主に、プレス成形により作製することが、コスト的に好ましい。プレス成形では、短時間に部品9を製造できる(特許文献1)。縁11を成形する工法として、例えばトリプルカップ成形(非特許文献1)があるが、カップ成形した後カップ開口部を鍛圧することでカップ底部を介して縁11を成形するため、成形荷重が高く、それを緩和するためにカップ底部を鍛圧するために高価な複動プレスが必要になる。そこで本願発明工法では、低荷重で複動を必要としない汎用のプレスで縁11を成形できることを特徴とする。そのためには、縁11を増肉させ、しかも上縁11aと下縁11bとをプレス成形する必要がある。
【先行技術文献】
【特許文献】
【0003】
特開2001-41264号公報
【非特許文献】
【0004】
精密工学会誌/Journal of Japan Society for Precision Engineering、Vol80、NO.12、2014、P1051-P1052
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、従来のプレス成形では、平板10の同じ位置より反対方向へ伸びる上縁11aと下縁11bとを作製することができなかった。
よって、本願の課題は、平板10の同じ位置より反対方向へ伸びる上縁11aと下縁11bとを有する部品を主にプレス成形で作製する製法とその部品を提供することである。
【課題を解決するための手段】
【0006】
上記目的を達成するために、以下を用いる。
平板と、上記平板に位置する開口と、上記開口の周辺であり、上記平面の一方の面に位置する縁とがある部材を準備する工程と、
上記平板の一方の面と異なる他面に突起を作製する鍛圧する鍛圧工程と、を含む平板の両面に縁を有する部品の製造方法を用いる。
また、平板と、
上記平板に位置する開口と、
上記開口の周囲で、上記平板の両面に位置する縁と、を有する部品であり、
上記縁は、上記両面の一方面の第1縁と上記両面の多方面の第2縁とからなり、
上記第1縁の厚みと上記第2縁の厚みとは異なる部品を用いる。
【発明の効果】
【0007】
本発明の平板の両面に縁を有する部品の製造方法によれば、プレス成形をメインとして、平板の両面に縁を有する部品を作製できる。また、本発明の平板の両面に縁を有する部品は、硬度が高くなる。位置する縁部は硬度が高く、焼き入れによる、硬度改善が不要となる可能性がある。
【図面の簡単な説明】
【0008】
(a)従来の部品の斜視図、(b)従来の部品の断面図
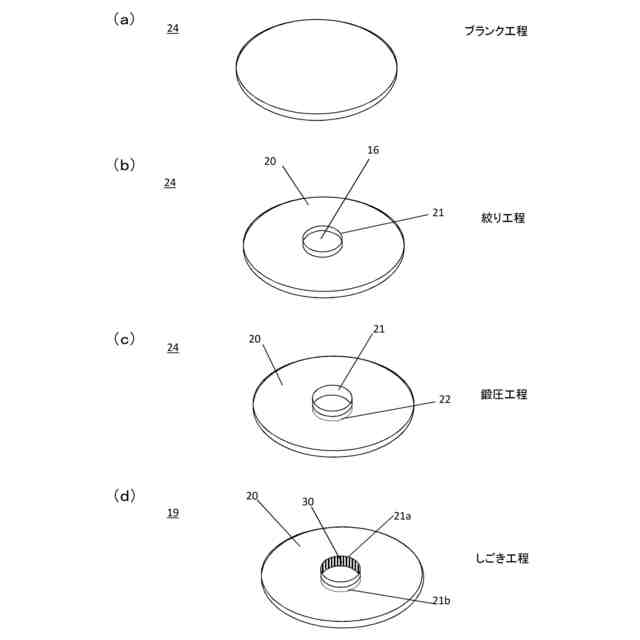
(a)~(d)実施の形態のプロセスの各段階での斜視図
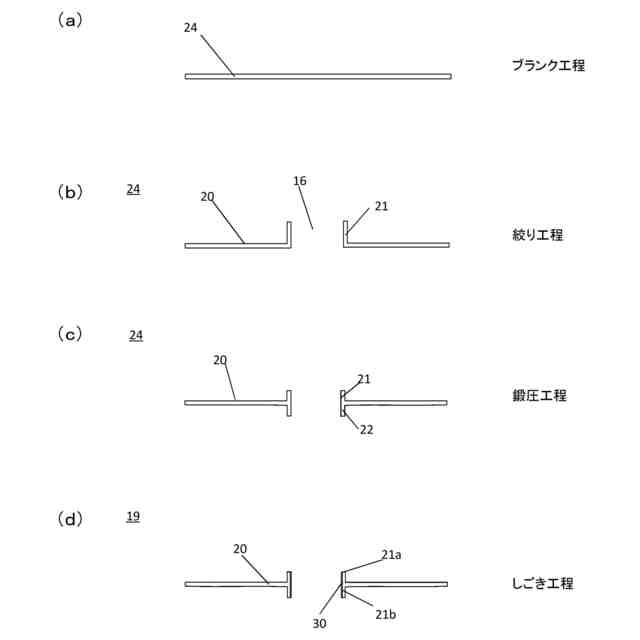
(a)~(d)実施の形態のプロセスの各段階での断面図
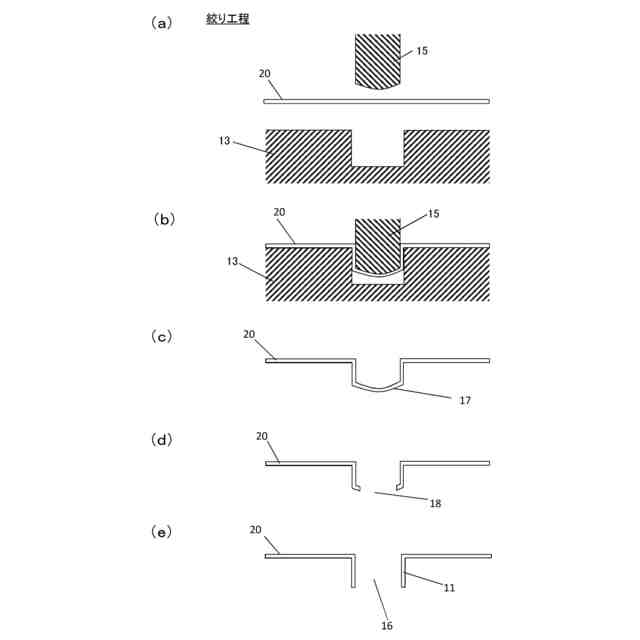
(a)~(e)実施の形態のしぼり工程の各段階での断面図
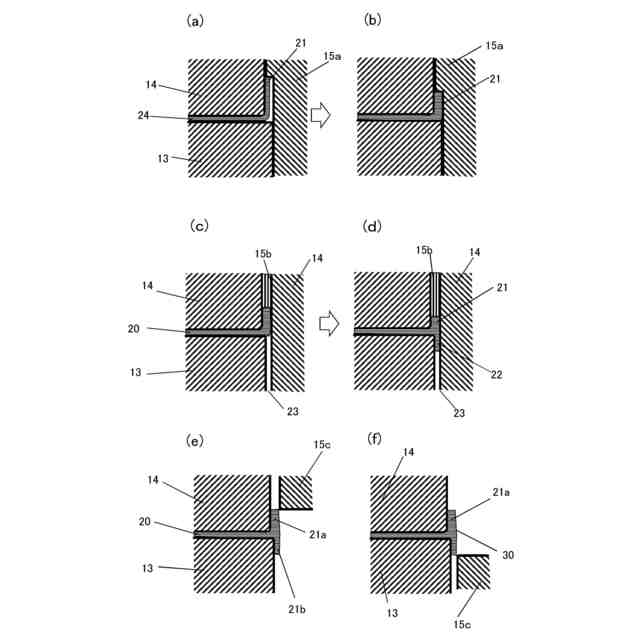
(a)~(d)実施の形態の鍛圧工程の各段階の断面図、(e)~(f)実施の形態のしぼり工程での断面図
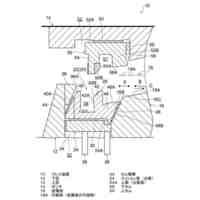
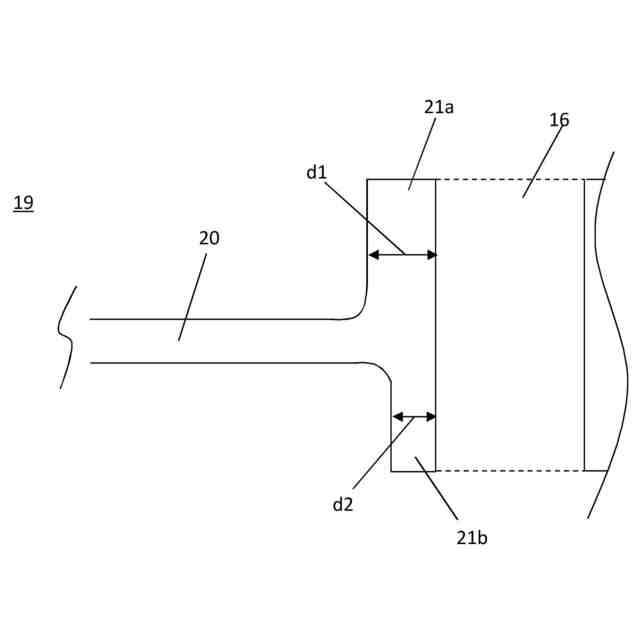
実施の形態の部品の拡大断面図
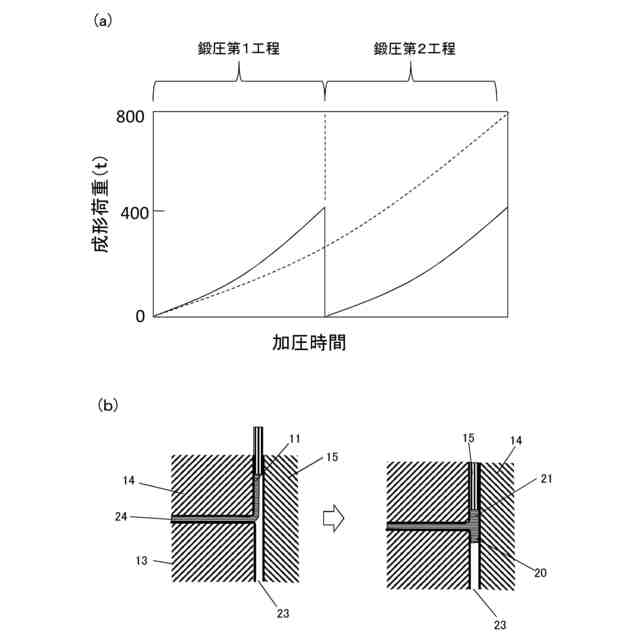
(a)実施の形態の鍛圧工程での形成荷重を示す図、(b)~(c)実施の形態の鍛圧工程の段階を説明する断面図
実施の形態の部品の強度測定点を示す断面図
【発明を実施するための形態】
【0009】
以下、図面を参照して本発明の実施の形態を詳細に説明する。部品19を作製する一例である。以下は、本願発明の一例であり、本願発明は、以下の例のみには限定されない。
(実施の形態)
<製法、プロセス>
実施の形態の製造プロセスを図2(a)~図3(d)で説明する。プレス成形をメインとして、部品19を作製する。
図2(a)~図2(d)は、プロセスの各段階での斜視図である。
図3(a)~図3(d)は、プロセスの各段階での断面図である。
【0010】
(1)ブランク工程
図2(a)、図3(a)の円盤状の板材24を準備する。大面積の板からの打ち抜きなどで、板材24を作製する。他の方法で作製してもよい。円盤状でなく、方形の板状でもよい。作製する部品19に依存する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
1か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
日産自動車株式会社
逐次成形方法
12日前
株式会社三明製作所
転造装置
1か月前
株式会社カネミツ
筒張出部形成方法
26日前
株式会社吉野機械製作所
プレス機械
25日前
株式会社カネミツ
歯付円筒体形成方法
1か月前
東洋製罐株式会社
有底筒状体加工装置
4日前
東洋製罐株式会社
有底筒状体加工装置
2か月前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
株式会社IKS
滑り止め構造
11日前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
個人
日本刀の製造方法
1か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
3か月前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
株式会社TMEIC
板離れ防止システム
2か月前
金田工業株式会社
はすば歯車の製造方法
2か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
26日前
株式会社アマダ
安全確認画像の表示方法
1か月前
旭精機工業株式会社
工具移動装置及び線材成形機
2か月前
フタバ産業株式会社
パイプの製造方法
11日前
馳逸自動化科技(蘇州)有限公司
合金スタンピング装置
1か月前
有限会社後藤工業所
パイプ加工装置及びパイプ加工方法
2か月前
株式会社レゾナック
ヒートシンクの製造方法
2か月前
アグサメタル株式会社
螺旋コイルの製造装置及び製造方法
1か月前
東洋製罐株式会社
製缶装置
1か月前
石崎プレス工業株式会社
絞り加工装置
26日前
トヨタ自動車株式会社
プレス装置
2か月前
株式会社アマダ
板金加工方法及び板金加工用金型
2か月前
株式会社三五
打ち抜き加工方法
2か月前
フタバ産業株式会社
プレス成形品の製造方法
26日前
フタバ産業株式会社
プレス成形品の製造方法
4日前
JFEスチール株式会社
H形鋼の製造方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ