TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024165256
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2023081289
出願日
2023-05-17
発明の名称
打ち抜き加工方法
出願人
株式会社三五
代理人
弁理士法人プロスペック特許事務所
主分類
B21D
28/16 20060101AFI20241121BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】打ち抜き加工により板材に穿孔する際に孔の裏面側の周縁におけるバリ等の発生及び/又は残存を低減すると共に孔の表面側及び裏面側の周縁に面取りを形成する。
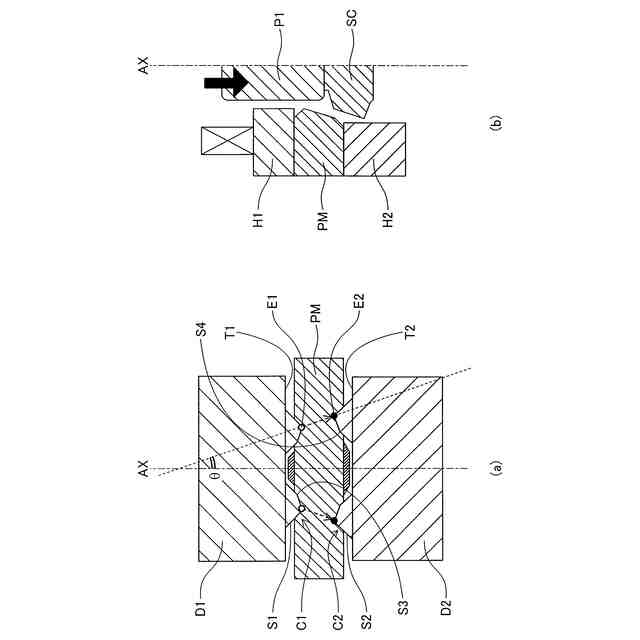
【解決手段】基端側から先端側へ向かうにつれて内側に傾斜する環状の第1斜面及び第2斜面が各々の先端面に突設された第1ダイ及び第2ダイを板材の表面及び裏面にそれぞれ押し付けて環状の第1傾斜部及び第2傾斜部を板材の表面及び裏面にそれぞれ形成し、板材の表面において第1傾斜部によって囲まれる領域をパンチによって押圧して板材の一部を打ち抜く。第2工程においてパンチによって押圧する方向への投影図において、第1工程において第1斜面の先端によって囲まれる第1領域の全体が第2斜面の先端によって囲まれる第2領域に含まれ、少なくともパンチの第2工程において板材の表面よりも押圧方向に進行する部分の全体が第1領域と重なるか又は第1領域に含まれるようにする。
【選択図】図3
特許請求の範囲
【請求項1】
板材の所定の部位をパンチによって押圧して穿孔する打ち抜き加工方法であって、
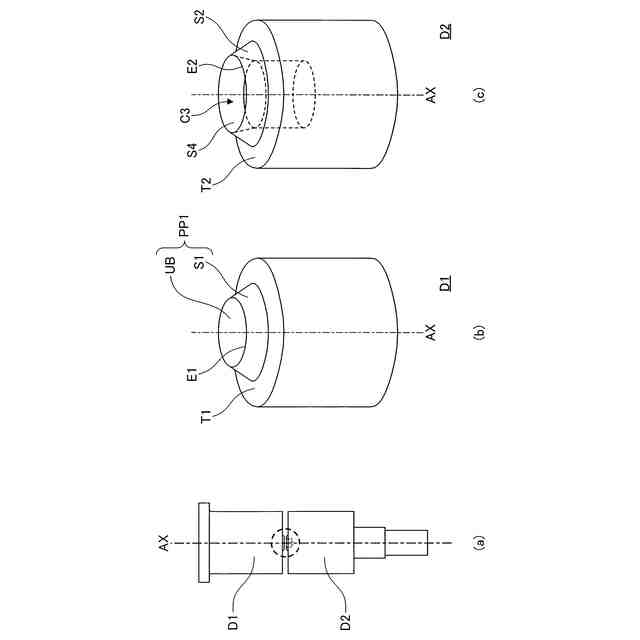
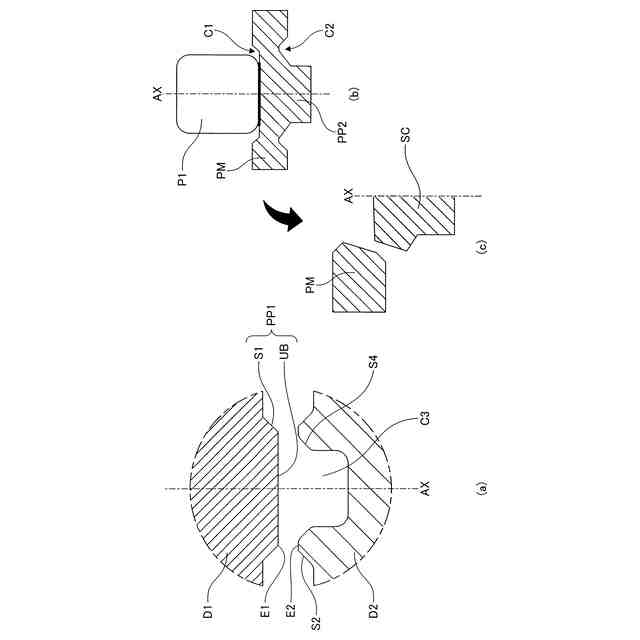
基端側から先端側へ向かうにつれて内側に向かって傾斜する環状の斜面である第1斜面が先端面に突設された第1ダイを前記板材の表面に押し付けて前記第1斜面に対応する環状の形状を有する部分である第1傾斜部を含む凹部である第1凹部を前記板材の前記表面に形成すると共に、基端側から先端側へ向かうにつれて内側に向かって傾斜する環状の斜面である第2斜面が先端面に突設された第2ダイを前記板材の裏面に押し付けて前記第2斜面に対応する環状の形状を有する部分である第2傾斜部を含む環状の凹部である第2凹部を前記板材の前記裏面に形成する工程である第1工程と、
前記板材の前記表面において前記第1凹部に含まれる前記第1傾斜部によって囲まれる領域の少なくとも一部を前記パンチによって押圧して前記板材の一部を打ち抜く工程である第2工程と、
を含み、
前記第2工程において前記パンチによって前記板材を押圧する方向である押圧方向への投影図である第1投影図において、
前記第1工程において前記第1斜面の前記先端側の端部である第1端部によって囲まれる領域である第1領域の全体が前記第2斜面の前記先端側の端部である第2端部によって囲まれる領域である第2領域に含まれ、
少なくとも前記パンチの前記第2工程において前記板材の前記表面よりも前記押圧方向に進行する部分に対応する領域であるパンチ領域の全体が前記第1領域と重なるか又は前記第1領域に含まれる、
打ち抜き加工方法。
続きを表示(約 830 文字)
【請求項2】
請求項1に記載された打ち抜き加工方法であって、
前記第1領域及び前記第2領域の共通の中心軸である第1軸を含む平面による断面である第1断面において、前記第1端部及び前記第2端部を通る直線である第1直線と前記第1軸とがなす角度が7度以上であり且つ12度以下であり、
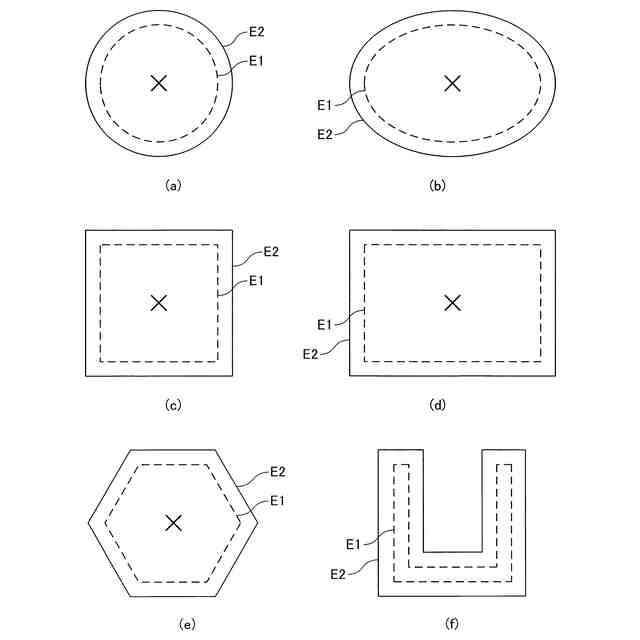
前記第1投影図において、前記第1領域及び前記第2領域が前記第1軸の周りに回転対称であり且つ互いに相似な形状を有する、
打ち抜き加工方法。
【請求項3】
請求項1又は請求項2に記載された打ち抜き加工方法であって、
前記第1ダイにおいて、基端側から先端側へ向かうにつれて外側に向かって傾斜し且つ前記第1端部において前記第1斜面に隣接する環状の斜面である第3斜面が前記先端面に突設されており、
前記第2ダイにおいて、基端側から先端側へ向かうにつれて外側に向かって傾斜し且つ前記第2端部において前記第2斜面に隣接する環状の斜面である第4斜面が前記先端面に突設されている、
打ち抜き加工方法。
【請求項4】
請求項1又は請求項2に記載された打ち抜き加工方法であって、
前記第1ダイにおいて、前記第1斜面を側面とし前記第1端部によって画定される前記押圧方向に垂直な平面を上底とする錐台状の凸部が前記先端面に突設されており、
前記第2ダイにおいて、前記先端面に開口する凹部である第3凹部が前記第2端部よりも内側に設けられている、
打ち抜き加工方法。
【請求項5】
請求項4に記載された打ち抜き加工方法であって、
前記第2ダイにおいて、基端側から先端側へ向かうにつれて外側に向かって傾斜し且つ前記第2端部において前記第2斜面に隣接する環状の斜面である第4斜面が前記先端面における前記第2端部と前記第3凹部との間に突設されている、
打ち抜き加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、打ち抜き加工方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
例えば、特許文献1(特公昭63-15048号公報)及び特許文献2(特許第3413140号公報)には、所定の形状を有する板状の製品(板部材)(例えば、丸い小板等)をプレス加工により板状の素材(板材)から打ち抜く加工である「打ち抜き加工」において、V字状の溝(V字溝)を板材に予め付けておき、次の工程において当該溝の内側の部分を打ち抜く技術が開示されている。これらの技術によれば、実質的に打ち抜く距離(打ち抜かれる板厚)が短くなるので、例えば、打ち抜き荷重を低減したり板部材の端面に占める破断面の割合を少なくしたりすることができるとされている。
【0003】
特に顕著な効果を得ようとする場合は、板材の表面に加えて裏面にもV字溝を設け且つV字溝に関連する部分のディメンションを規定することも行われている。
【0004】
例えば特許文献3(特許第6448482号公報)に記載された発明は、ワークの表面及び裏面に設けられた溝部の最深部間の長さ(破断面の長さ=溝部が形成されたワークの最薄部における板厚)及びワークにおける溝部の最深部より外側の幅(スクラップ部分の幅等を規定している。これによれば、得ようとする成形品である打ち抜き部材(丸板)の外周面(端面)における破断面を最小限にして外周面を円滑化することができるとされている。
【0005】
また、特許文献4(特開2022-143918号公報)に記載された発明は、板材の元板厚と最薄部板厚と溝底長さとを規定することにより、打ち抜き部材(丸板)の外周面における剪断面を最大化(破断面を最小化)して、外周面を円滑化することを企図している。
【0006】
しかしながら、これらは何れも、被打ち抜き側部材(板材の溝より内周側の、板部材として板材から打ち抜かれる部分)の外周面(端面)の円滑化を目的としており、非打ち抜き側部材(板材の溝より外周側の、板部材が打ち抜かれた後に残る部分)の孔の内周面については何ら考慮されていない。
【0007】
一方、プレス加工(パンチ)によって1つ以上の孔を板材に穿孔して、多孔品(例えばパンチングメタル等)を得る必要がある場合がある。この場合は、被打ち抜き側部材と非打ち抜き側部材とが上述した場合とは逆になる。即ち、板材の溝より外周側の、板部材が打ち抜かれた後に残る部分が製品となるため、例えば当該部分に穿孔された孔の周縁(打ち抜き加工における裏面側)にバリ等の欠陥が存在すると、例えば当該欠陥を潰したり切削除去したりする追加工が必要となる。従って、斯かる製品の生産効率を高める観点からは、非打ち抜き側部材に穿孔された孔の周縁におけるバリ等の欠陥を排除することが好ましい。
【0008】
更に、打ち抜き加工における裏面側のバリの排除に加えて、非打ち抜き側部材に穿孔された孔の打ち抜き加工における表面側及び裏面側の周縁に面取り(傾斜した周縁部)を形成する必要がある場合もある。
【0009】
即ち、当該技術分野においては、打ち抜き加工により板材に孔を穿孔する際に孔の裏面側の周縁におけるバリ等の発生及び/又は残存を低減すると共に孔の表面側及び裏面側の周縁に面取りを形成することが可能な技術が望まれている。
【先行技術文献】
【特許文献】
【0010】
特公昭63-15048号公報
特許第3413140号公報
特許第6448482号公報
特開2022-143918号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社三五
過熱蒸気発生装置
10日前
株式会社三五
リアサブフレーム
1か月前
株式会社三五
バルブボディ及びバルブボディの成形方法
1か月前
個人
金型装置
6か月前
個人
ハゼ折鋼板のハゼ締め装置
3か月前
個人
鋼線材の高減面率延伸装置
5か月前
株式会社プロテリアル
鍛造装置
21日前
村田機械株式会社
プレス機械
3か月前
トヨタ自動車株式会社
金型装置
21日前
株式会社プロテリアル
熱間鍛造用金型
4か月前
株式会社不二越
NC転造盤
1か月前
トヨタ自動車株式会社
プレス金型
4か月前
トヨタ紡織株式会社
金型装置
4か月前
株式会社ゴーシュー
歯車素材
3か月前
トヨタ自動車株式会社
プレス成型方法
6か月前
大裕株式会社
鋼矢板の矯正装置
5か月前
日伸工業株式会社
加工システム
2か月前
株式会社小矢部精機
膜厚制御装置
6か月前
日産自動車株式会社
逐次成形方法
3か月前
石田鉄工株式会社
格子状製品の製造方法
5か月前
株式会社三明製作所
転造装置
10日前
A株式会社
接合部材、及び、骨組み構造体
3か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
3か月前
株式会社カネミツ
筒張出部形成方法
今日
株式会社リード
金属管曲げ型
6か月前
トヨタ自動車株式会社
熱間鍛造用金型
22日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
株式会社カネミツ
歯付円筒体形成方法
6日前
村田機械株式会社
上型ホルダ及びプレス機械
6か月前
株式会社不二越
転造加工用鋼製平ダイス
2か月前
大同特殊鋼株式会社
鋼種判別装置
6か月前
ニデック株式会社
金型及び打ち抜き方法
4か月前
大同特殊鋼株式会社
横型鍛造装置
3か月前
冨士発條株式会社
トリミング装置
4か月前
株式会社ヤマナカゴーキン
ダイセット装置
3か月前
村田機械株式会社
金型交換装置及び金型検出方法
3か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ