TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024177779
公報種別
公開特許公報(A)
公開日
2024-12-24
出願番号
2023096111
出願日
2023-06-12
発明の名称
バルブボディ及びバルブボディの成形方法
出願人
株式会社三五
代理人
弁理士法人プロスペック特許事務所
主分類
F16K
27/02 20060101AFI20241217BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】平板状の弁体を使用することが可能であり、流体の円滑な流れを達成することが可能であり、容易に製造することが可能な、バルブボディを提供する。
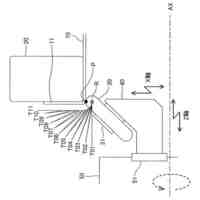
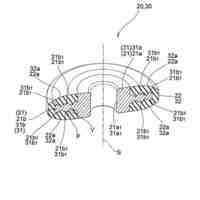
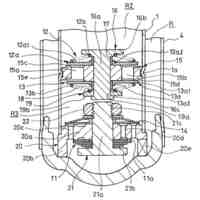
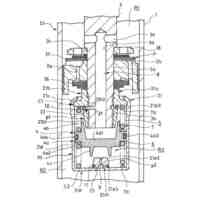
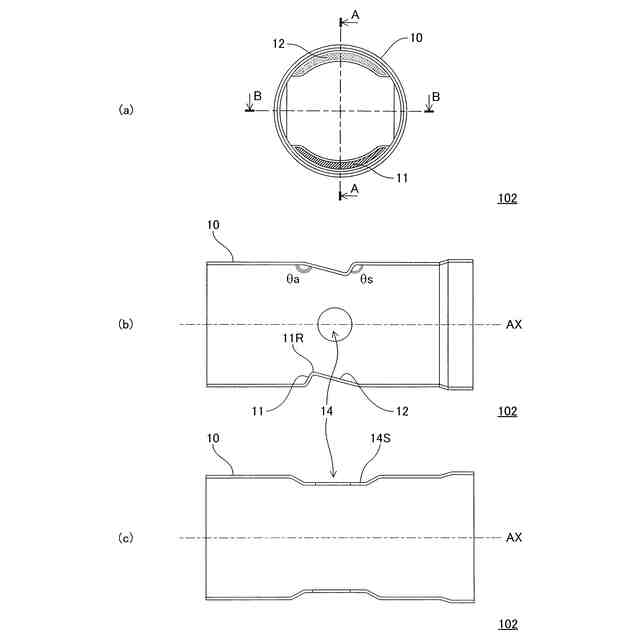
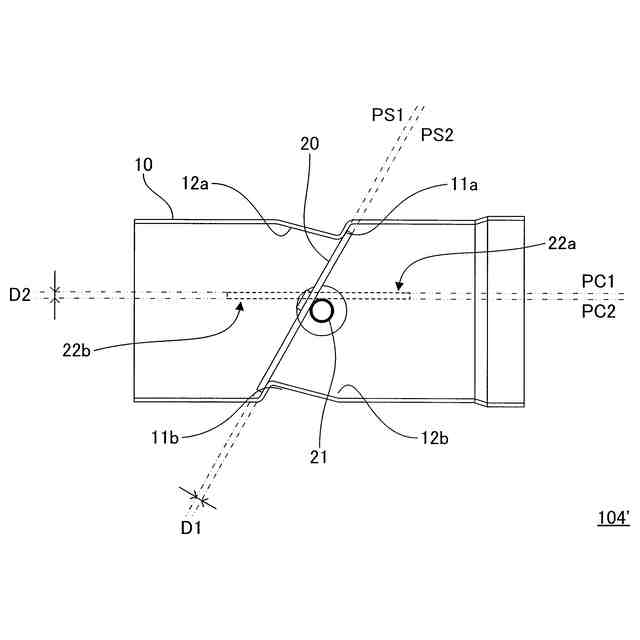
【解決手段】筒状体の内部にバタフライ弁体を回動可能に収容し筒状体の径方向における内側に向かって突出する弁座面が一体的に形成されてバタフライバルブを構成するバルブボディであって、弁座面は筒状体の径方向における内側に向かって突出するように成形された筒状体の周壁によって形成されており且つ環状ではなく弧状の形状を有する平面であり、筒状体の径方向における内側の弁座面の端部である稜線と筒状体の内周面とを繋ぐ面である整流面がバタフライ弁体の閉弁時における回動方向である閉弁方向において弁座面の後流側に形成されており、筒状体の周方向における弁座面の両端と筒状体の周方向における整流面の両端と筒状体の内周面とを繋ぐ面である調整面が形成されている。
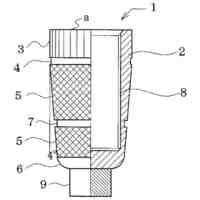
【選択図】図1
特許請求の範囲
【請求項1】
筒状体の内部にバタフライ弁体を回動可能に収容し前記筒状体の径方向における内側に向かって突出する弁座面が一体的に形成されてバタフライバルブを構成するバルブボディであって、
前記弁座面は、前記筒状体の径方向における内側に向かって突出するように成形された前記筒状体の周壁によって形成されており、且つ、環状ではなく弧状の形状を有する平面であり、
前記筒状体の径方向における内側の前記弁座面の端部である稜線と前記筒状体の内周面とを繋ぐ面である整流面が、前記バタフライ弁体の閉弁時における回動方向である閉弁方向において前記弁座面の後流側に形成されており、
前記筒状体の周方向における前記弁座面の両端と前記筒状体の周方向における前記整流面の両端と前記筒状体の内周面とを繋ぐ面である調整面が形成されている、
ことを特徴とする、バルブボディ。
続きを表示(約 2,500 文字)
【請求項2】
請求項1に記載されたバルブボディであって、
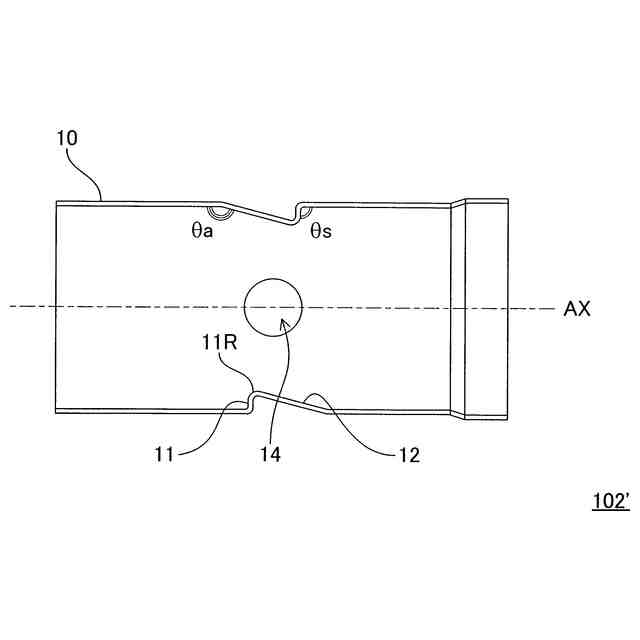
前記筒状体の軸を含む平面による断面において、
前記弁座面と前記弁座面に隣接する前記筒状体の内周面とが前記筒状体の径方向における内側においてなす角度である弁座角度が90度以上であり、
前記整流面と前記整流面に隣接する前記筒状体の内周面とが前記筒状体の径方向における内側においてなす角度である整流角度が前記弁座角度よりも大きい、
ことを特徴とする、バルブボディ。
【請求項3】
請求項1又は請求項2に記載されたバルブボディであって、
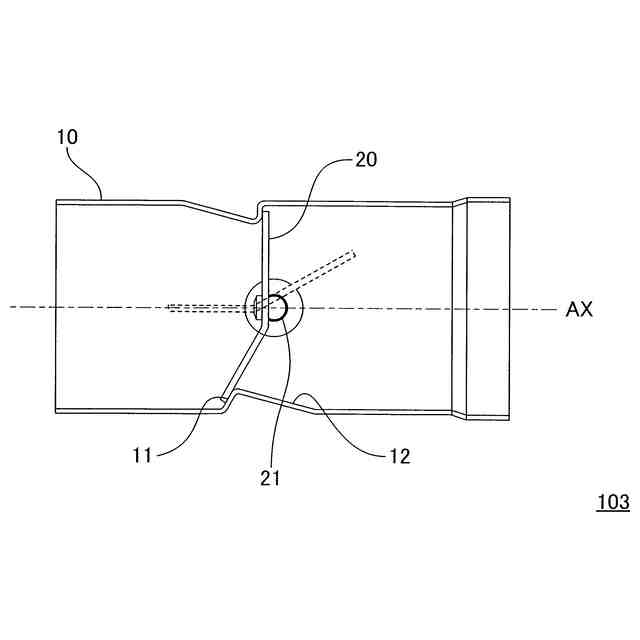
前記弁座面、前記整流面及び前記調整面が、前記バタフライ弁体の回動軸を挟んだ両側の前記筒状体の内周面に、第1弁座面、第1整流面及び第1調整面、並びに、第2弁座面、第2整流面及び第2調整面として、それぞれ形成されている、
ことを特徴とする、バルブボディ。
【請求項4】
請求項3に記載されたバルブボディであって、
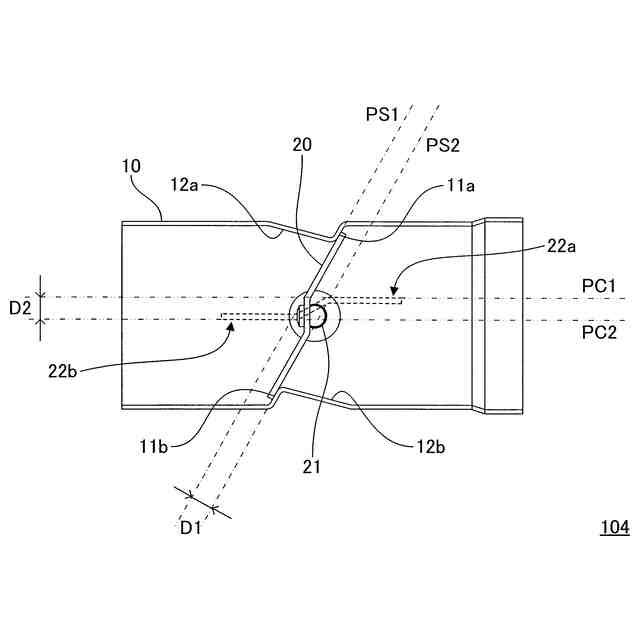
前記第1弁座面を含む平面である第1弁座平面と前記第2弁座面を含む平面である第2弁座平面とが互いに平行であり且つ所定の距離である第1距離だけ離間しており、
前記バタフライ弁体の閉弁時に前記第1弁座面に着座する平面である第1当接面を含む平面である第1当接平面と前記バタフライ弁体の閉弁時に前記第2弁座面に着座する平面である第2当接面を含む平面である第2当接平面とが互いに平行であり且つ所定の距離である第2距離だけ離間しており、
前記第1距離は前記第2距離に等しい、
ことを特徴とする、バルブボディ。
【請求項5】
請求項1に記載されたバルブボディの成形方法であって、
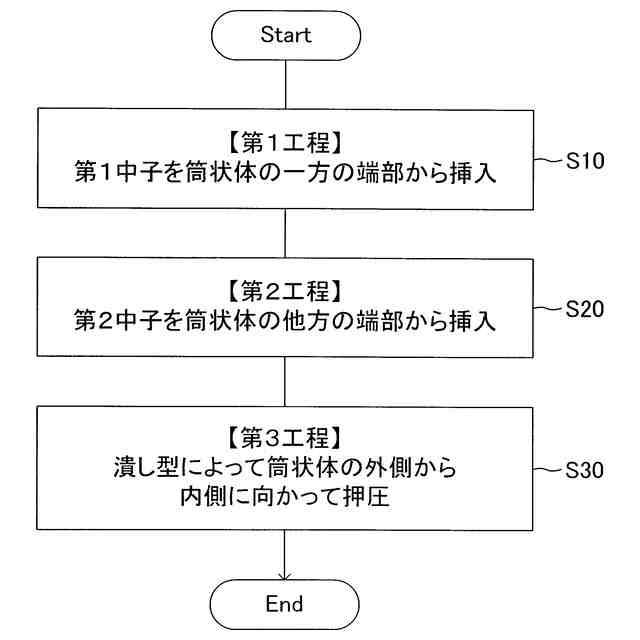
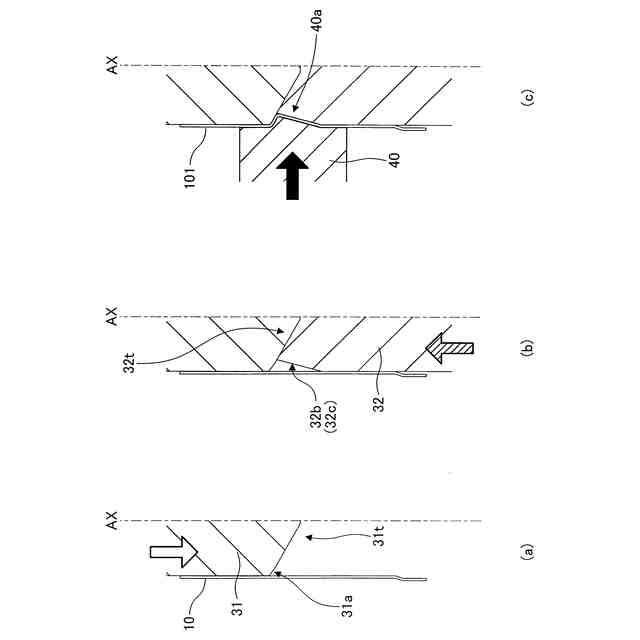
前記弁座面に対応する面である第1成形面を有する第1中子を前記筒状体の一方の端部から挿入する第1工程、
前記整流面に対応する面である第2成形面及び前記調整面に対応する面である第3成形面を有する第2中子を前記筒状体の他方の端部から挿入する第2工程、並びに
前記第1中子の先端面である第1面と前記第2中子の先端面である第2面とが前記筒状体の内部において互いに当接し嵌合している状態において、前記弁座面、前記整流面及び前記調整面に対応する面である第4成形面を有する潰し型を前記第1成形面、前記第2成形面及び前記第3成形面と前記第4成形面との間に前記筒状体の周壁を挟むように前記筒状体の外側から内側に向かって押圧する第3工程、
を含み、
前記第1面及び前記第2面は、前記第3工程の終了後に、前記筒状体の前記一方の端部から前記第1中子を抜き出し、前記筒状体の前記他方の端部から前記第2中子を抜き出すことが可能であるように構成されている、
ことを特徴とする、バルブボディの成形方法。
【請求項6】
請求項5に記載されたバルブボディの成形方法であって、
前記筒状体の軸を含む平面による断面において、
前記第1中子の前記第1成形面と前記第1成形面の基端側において隣接する外周面とが前記筒状体の径方向における内側においてなす角度である第1角度が90度以上であり、
前記第2中子の前記第2成形面と前記第2成形面の基端側において隣接する外周面とが前記筒状体の径方向における内側においてなす角度である第2角度が前記第1角度よりも大きい、
ことを特徴とする、バルブボディの成形方法。
【請求項7】
請求項3に記載されたバルブボディの成形方法であって、
前記第1弁座面に対応する面である第5成形面、前記第2整流面に対応する面である第6成形面及び前記第2調整面に対応する面である第7成形面を有する第3中子を前記筒状体の一方の端部から挿入する第1工程、
前記第2弁座面に対応する面である第8成形面、前記第1整流面に対応する面である第9成形面及び前記第1調整面に対応する面である第10成形面を有する第4中子を前記筒状体の他方の端部から挿入する第2工程、並びに
前記第3中子の先端面である第3面と前記第4中子の先端面である第4面とが前記筒状体の内部において互いに当接し嵌合している状態において、前記第1弁座面、前記第2整流面及び前記第2調整面に対応する面である第11成形面を有する第1潰し型を、前記第5成形面、前記第6成形面及び前記第7成形面と前記第11成形面との間に前記筒状体の周壁を挟むように、前記筒状体の外側から内側に向かって押圧すると共に、前記第2弁座面、前記第1整流面及び前記第1調整面に対応する面である第12成形面を有する第2潰し型を、前記第8成形面、前記第9成形面及び前記第10成形面と前記第12成形面との間に前記筒状体の周壁を挟むように、前記筒状体の外側から内側に向かって押圧する第3工程、
を含み、
前記第3面及び前記第4面は、前記第3工程の終了後に、前記筒状体の前記一方の端部から前記第3中子を抜き出し、前記筒状体の前記他方の端部から前記第4中子を抜き出すことが可能であるように構成されている、
ことを特徴とする、バルブボディの成形方法。
【請求項8】
請求項7に記載されたバルブボディの成形方法であって、
前記第3中子の先端面である第3面と前記第4中子の先端面である第4面とが前記筒状体の内部において互いに当接し嵌合している状態において、
前記第3中子の前記第5成形面を含む平面である第1成形平面と前記第4中子の前記第8成形面を含む平面である第2成形平面とが互いに平行であり且つ所定の距離である第3距離だけ離間しており、
前記バタフライ弁体の閉弁時に前記第1弁座面に着座する平面である第1当接面を含む平面である第1当接平面と前記バタフライ弁体の閉弁時に前記第2弁座面に着座する平面である第2当接面を含む平面である第2当接平面とが互いに平行であり且つ所定の距離である第2距離だけ離間しており、
前記第3距離は前記第2距離に等しい、
ことを特徴とする、バルブボディの成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、バルブボディ及びバルブボディの成形方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
例えば内燃機関の排気管及び/または建築設備用の配管等に接続して流体の流量を制御するバタフライバブルを収納するバルブボディにおいて、例えば軽量化及び/または信頼性の向上等が求められている。そこで、当該技術分野においては、筒状の形状を有する金属製のバルブボディの周壁に、弁体が着座する弁座面(着座面)をバルブボディと一体的に形成する技術が知られている。
【0003】
例えば特許文献1(実開平6-80840号公報)には、全周に亘って内側に向かって突出する環状のビード部4aを円筒状のバルブボディ(としての排気管4)に塑性加工によって一体的に形成し、Z字状に屈曲させたバタフライ弁体3をビード部4aの側面に当接させることにより閉弁するバタフライバルブが開示されている。この構成においては全周に亘るビード部4aの側面が弁座面となる。その結果、回動軸2を排気管4に取り付けるための座面(としての、軸受ケース6,7を固定するフラット部4d,4e)を含む回動軸2のマウント部とビード部4aとが互いに干渉する。その結果、バタフライ弁体3の弁軸(としての回動軸2)も短くなると共に回動軸2のマウント部の構成も制約を受けることとなる。
【0004】
更に、バタフライバルブとしてはバタフライ弁体3が平板状であることが強度的及び流体力学的に望ましいが、ビード部4aがある程度の幅(排気管4の軸方向における寸法)を有するので、バタフライ弁体3回動軸2の両側にそれぞれ存在する第1弁体3a及び第2弁体3bを当該幅の分だけオフセットさせる必要がある。このため、回動軸2に直交する平面によるバタフライ弁体3の断面がZ字状の形状を有する。
【0005】
一方、特許文献2(特許第4578923号公報)においては、弁体の回動軸に対する一方側の周縁部が管の内周面に設けられた第1段部に当接すると共に弁体の回動軸に対する他方側の周縁部が管の内周面に設けられた第2段部に当接することによって管が閉塞される構造が開示されている。当該構造においては、第1段部及び第2段部が上述した特許文献1におけるように全周に亘って環状に連続するのではなく、回動軸に対し互いに異なる側のみにそれぞれ形成されているので、上述した特許文献1に開示されたバタフライバルブに比べて、流路断面積の減少を抑えることができるとされている。
【0006】
しかしながら、切削加工によって管の内周面に段差を形成する工程は、上述した特許文献1におけるように塑性加工によって段差を形成する工程に比べて、例えば加工時間が長く、材料のロスも大きく、製造コストの増大が懸念される。
【0007】
即ち、当該技術分野においては、平板状の弁体を使用することが可能であり、流体の円滑な流れを達成することが可能であり、容易に製造することが可能な、バルブボディが求められている。
【先行技術文献】
【特許文献】
【0008】
実開平6-80840号公報
特許第4578923号公報
特許第6353791号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
前述したように、当該技術分野においては、平板状の弁体を使用することが可能であり、流体の円滑な流れを達成することが可能であり、容易に製造することが可能な、バルブボディが求められている。
【課題を解決するための手段】
【0010】
上記課題に鑑み、本発明者は、鋭意研究の結果、バタフライバルブのバルブボディにおいて、周壁を内側に向かって突出させて弧状の弁座面を一体的に形成すると共に、弁体の閉弁時における回動方向における弁座面の後流側になだらかな整流面を形成し、筒状体の周方向における弁座面の両端と筒状体の周方向における整流面の両端とバルブボディの内周面とに囲まれた領域である調整面を設けることにより、上記課題を解決することができることを見出した。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社三五
長尺材ラック
1か月前
株式会社三五
フランジング工法
今日
株式会社三五
過熱蒸気発生装置
2か月前
株式会社三五
板材への中空軸の形成方法
15日前
個人
流路体
2か月前
個人
クラッチ装置
2か月前
個人
保持機
4か月前
個人
免震留具
4か月前
個人
振り子式免震装置
5か月前
個人
回転式配管用支持具
1か月前
個人
ボルトナットセット
7日前
藤井電工株式会社
フック
4か月前
個人
固着具と成形品部材
2か月前
個人
ネジの緩み防止装置
5か月前
株式会社オンダ製作所
継手
1か月前
株式会社アイシン
駆動装置
2か月前
個人
緩み防止ナット
5か月前
カヤバ株式会社
緩衝器
2か月前
株式会社ミクニ
弁装置
1か月前
株式会社テイエルブイ
自動弁
5か月前
個人
ベルトテンショナ
24日前
株式会社ミクニ
弁装置
1か月前
カヤバ株式会社
緩衝器
4か月前
カヤバ株式会社
緩衝器
15日前
カヤバ株式会社
緩衝器
2か月前
株式会社三協丸筒
枠体
今日
カヤバ株式会社
緩衝装置
1か月前
矢崎化工株式会社
連結具
2か月前
株式会社ナベル
直動機構
3か月前
未来工業株式会社
固定体
3か月前
日東精工株式会社
樹脂被覆ねじ
15日前
株式会社不二工機
電磁弁
5か月前
個人
角型菅の連結構造及び工法
1か月前
個人
固着具と固着具の固定方法
1か月前
個人
配管用エルボカバー
5か月前
協和工業株式会社
空気弁
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ