TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024158689
公報種別
公開特許公報(A)
公開日
2024-11-08
出願番号
2023074090
出願日
2023-04-28
発明の名称
木質化粧板及びこれを製造する木質化粧板製造方法
出願人
パナソニックIPマネジメント株式会社
代理人
協明国際弁理士法人
主分類
B27M
3/00 20060101AFI20241031BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】薄型化を図りながらも、反りを抑制し、かつ軽量化を図り得る木質化粧板及びこれを製造する木質化粧板製造方法を提供する。
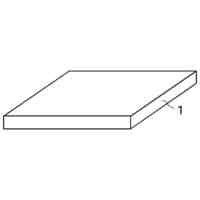
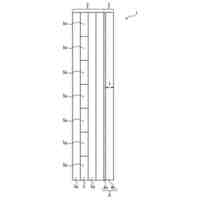
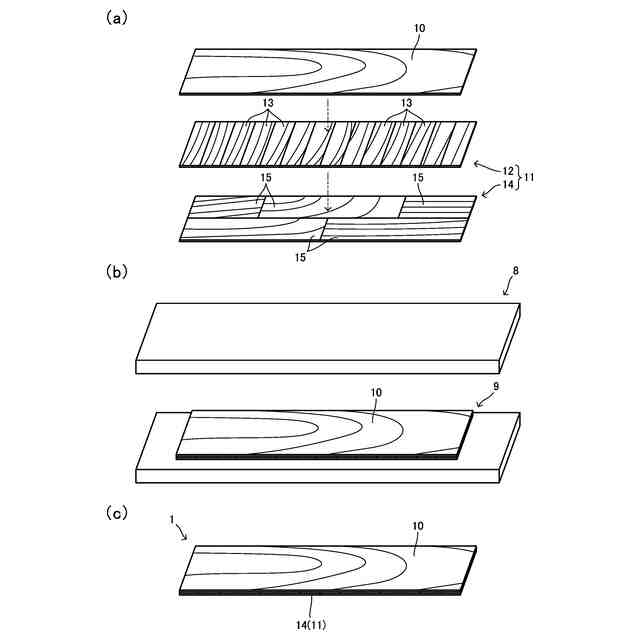
【解決手段】第1方向に長尺な木質化粧板1であって、繊維方向が第1方向とされ化粧層を構成する厚さが0.6mm以下の化粧単板10と、それぞれに厚さが0.6mm以下で基材層11を構成する複数枚の基材単板12,14と、が積層接着されて総厚さが3.0mm以下とされており、前記基材単板のうちの少なくとも一枚は、それぞれの繊維方向が第1方向に直交する第2方向とされた複数本の木材3を第1方向に並列状に集成した集成材2から形成された集成クロス単板12である。
【選択図】図1
特許請求の範囲
【請求項1】
第1方向に長尺な木質化粧板であって、
繊維方向が第1方向とされ化粧層を構成する厚さが0.6mm以下の化粧単板と、それぞれに厚さが0.6mm以下で基材層を構成する複数枚の基材単板と、が積層接着されて総厚さが3.0mm以下とされており、
前記基材単板のうちの少なくとも一枚は、それぞれの繊維方向が第1方向に直交する第2方向とされた複数本の木材を第1方向に並列状に集成した集成材から形成された集成クロス単板であることを特徴とする木質化粧板。
続きを表示(約 760 文字)
【請求項2】
請求項1において、
前記基材単板のうちの少なくとも一枚は、それぞれの繊維方向が第1方向とされた複数本の木材を集成した集成材から形成された集成ロング単板であることを特徴とする木質化粧板。
【請求項3】
請求項2において、
前記基材層には、同厚さとされた複数枚の前記集成クロス単板及び同厚さとされた複数枚の前記集成ロング単板のうちの一方または両方が設けられていることを特徴とする木質化粧板。
【請求項4】
請求項1において、
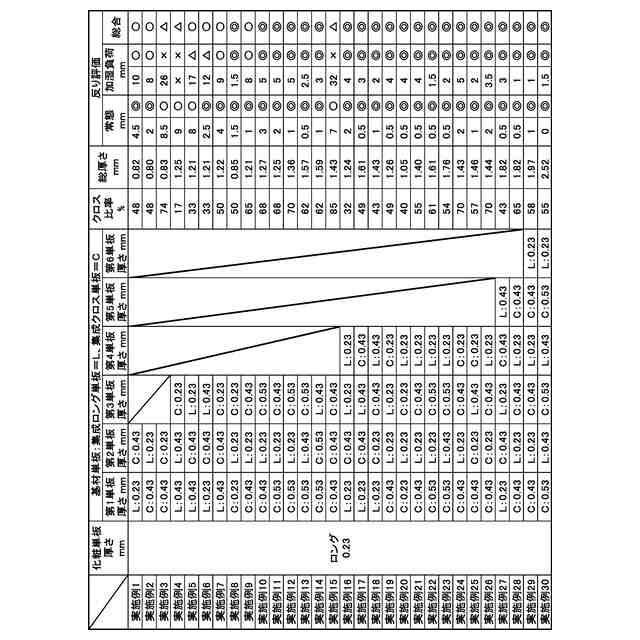
前記化粧単板及び前記基材単板のそれぞれの厚さを足し合わせた厚さに対する前記基材単板のうちの繊維方向が第2方向とされたクロス単板の厚さ比率が30%~70%であることを特徴とする木質化粧板。
【請求項5】
請求項4において、
前記基材層は、2枚または3枚の前記基材単板から構成され、当該木質化粧板の総厚さが1.8mm以下とされており、
前記化粧単板及び前記基材単板のそれぞれの厚さを足し合わせた厚さに対する前記基材単板のうちの繊維方向が第2方向とされたクロス単板の厚さ比率が48%~70%であることを特徴とする木質化粧板。
【請求項6】
請求項4において、
前記基材層は、4枚~6枚の前記基材単板から構成され、当該木質化粧板の総厚さが2.6mm以下であることを特徴とする木質化粧板。
【請求項7】
請求項1乃至6のいずれか1項に記載の木質化粧板を製造する木質化粧板製造方法であって、
乾燥された前記化粧単板及び乾燥された前記複数枚の基材単板を、固形分100%の接着剤によって100℃以下でプレスして積層接着することを特徴とする木質化粧板製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、木質化粧板及びこれを製造する木質化粧板製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来より、建物の内装を構成する床材や壁材、天井材等として用いられたり、家具表面材等として用いられる化粧板が知られている。
例えば、下記特許文献1には、木材・プラスチック複合材から形成された中間基材層の表面側及び裏面側のそれぞれにガラス繊維シートを介して突板を積層し厚さが1.5mm~3.0mmとされた化粧板が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2022-71268号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記特許文献1に記載された化粧板では、木材・プラスチック複合材から形成された中間基材層が化粧板の総厚さの大半を占めることから、比重が大きくなる傾向がある。
【0005】
本開示は、上記実情に鑑みてなされたものであり、薄型化を図りながらも、反りを抑制し、かつ軽量化を図り得る木質化粧板及びこのような木質化粧板を効率的に製造し得る木質化粧板製造方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本開示に係る木質化粧板は、第1方向に長尺な木質化粧板であって、繊維方向が第1方向とされ化粧層を構成する厚さが0.6mm以下の化粧単板と、それぞれに厚さが0.6mm以下で基材層を構成する複数枚の基材単板と、が積層接着されて総厚さが3.0mm以下とされており、前記基材単板のうちの少なくとも一枚は、それぞれの繊維方向が第1方向に直交する第2方向とされた複数本の木材を第1方向に並列状に集成した集成材から形成された集成クロス単板であることを特徴とする。
【0007】
本開示に係る木質化粧板製造方法は、本開示に係る木質化粧板を製造する木質化粧板製造方法であって、乾燥された前記化粧単板及び乾燥された前記複数枚の基材単板を、固形分100%の接着剤によって100℃以下でプレスして積層接着することを特徴とする。
【発明の効果】
【0008】
本開示に係る木質化粧板は、上述のような構成としたことで、薄型化を図りながらも、反りを抑制し、かつ軽量化を図ることができる。本開示に係る木質化粧板製造方法は、このような木質化粧板を効率的に製造することができる。
【図面の簡単な説明】
【0009】
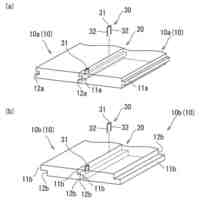
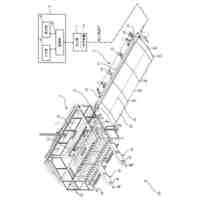
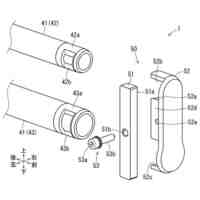
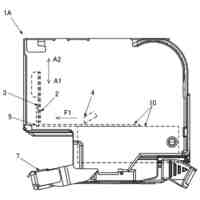
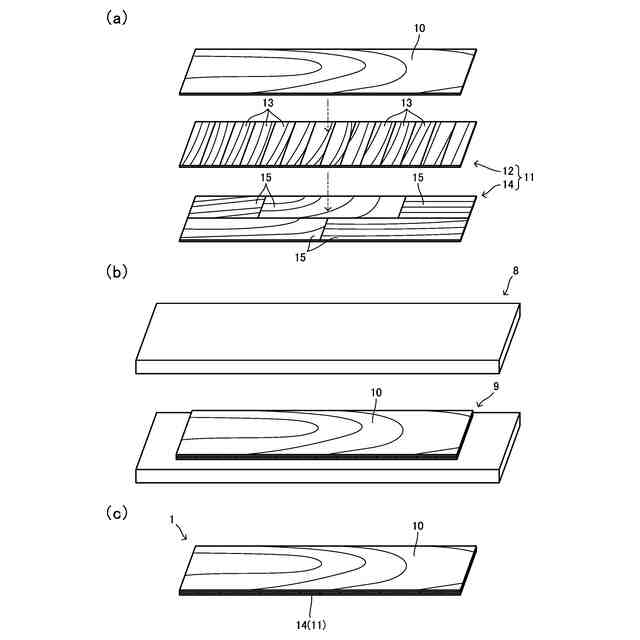
(a)、(b)は、本開示の一実施形態に係る木質化粧板を製造する木質化粧板製造方法の一例を模式的に示す概略斜視図、(c)は、同木質化粧板の一例を模式的に示す概略斜視図である。
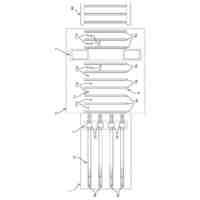
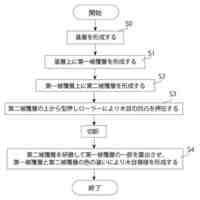
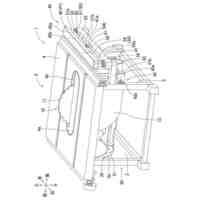
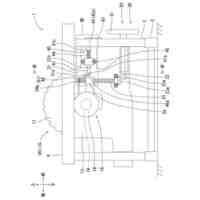
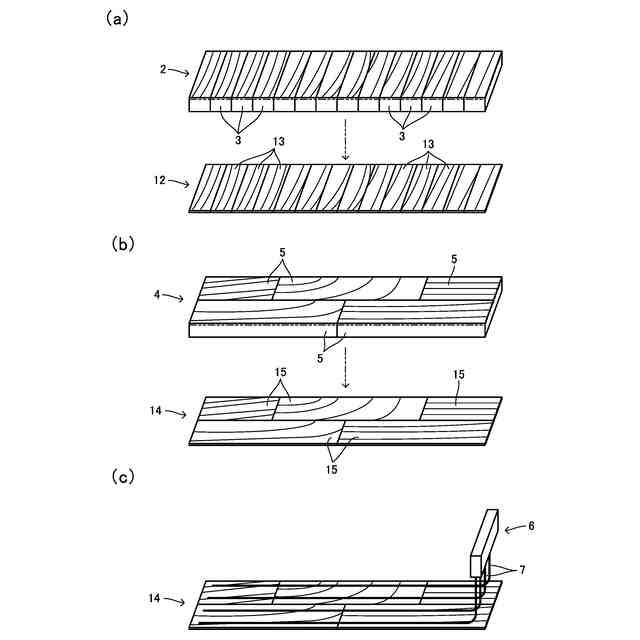
(a)~(c)は、同木質化粧板製造方法の一例を模式的に示す概略斜視図である。
【発明を実施するための形態】
【0010】
以下に本開示の実施の形態について、図面に基づいて説明する。
一部の図では、他図に付している詳細な符号の一部を省略している。
図1及び図2は、本実施形態に係る木質化粧板の一例及び同木質化粧板を製造する木質化粧板製造方法の一例を模式的に示す図である。
本実施形態に係る木質化粧板1は、図1(c)に示すように、第1方向に長尺な構成とされている。この木質化粧板1は、繊維方向が第1方向とされ化粧層を構成する厚さが0.6mm以下の化粧単板10と、それぞれに厚さが0.6mm以下で基材層11を構成する複数枚の基材単板(12,14)と、が積層接着されて総厚さが3.0mm以下とされている。ここに、化粧単板10及び基材単板(12,14)の厚さは、積層前(プレス前)の厚さを指し、木質化粧板1の総厚さは、製造後(プレス後)の厚さを指す。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
薪割り台
1か月前
個人
わら縄針金造形木
2か月前
株式会社日本設計
耐火木材
3か月前
株式会社日本設計
耐火木材
2か月前
株式会社大和工務店
構面構造
6か月前
アイカ工業株式会社
化粧板の製造方法
3か月前
恒成株式会社
木製荷受台製造装置
7か月前
株式会社ノダ
木削薄片板および床材
2か月前
宮川工機株式会社
プレカット加工装置
24日前
舛元木工株式会社
フレーム材の端部処理方法
1か月前
工機ホールディングス株式会社
作業機
3か月前
三和合板株式会社
化粧板の製造装置
1か月前
旭興進株式会社
人工木材及びその製造方法
2か月前
株式会社ノダ
不燃繊維板およびその製造方法
4か月前
マックス株式会社
リフィル
24日前
広平凱王圧密科技有限公司
圧密木強制焼入れ装置
3か月前
デンカ株式会社
敷板
3か月前
広平凱王圧密科技有限公司
高周波に基づく定尺圧密板
3か月前
株式会社トーアエンジニアリング
プレカット加工方法
3か月前
株式会社マキタ
卓上切断機
5か月前
株式会社マキタ
テーブルソー
3か月前
マックス株式会社
ステープラ
6か月前
マックス株式会社
ステープラ
6か月前
株式会社マキタ
携帯用切断機
6か月前
マックス株式会社
ステープラ
24日前
株式会社マキタ
テーブルソー
3か月前
株式会社竹六商店
装飾材
5か月前
香河凱王圧密木科技有限公司
定尺圧密木の自動化生産ライン
6か月前
富山県
高耐候性熱処理木材とその製造方法
5か月前
トヨタ紡織株式会社
樹脂成形品の製造方法
18日前
株式会社マキタ
長尺定規用位置決め装置
4か月前
株式会社LIXIL
建材および建材の製造方法
4か月前
広平凱王圧密科技有限公司
高周波に基づく定尺圧密板の製造プロセス
3か月前
後藤木材株式会社
アングル圧密成形体
4か月前
マックス株式会社
カートリッジ及びステープラ
6か月前
大日本印刷株式会社
床用化粧材
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ