TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024175279
公報種別
公開特許公報(A)
公開日
2024-12-18
出願番号
2023092941
出願日
2023-06-06
発明の名称
樹脂成形品の製造方法
出願人
トヨタ紡織株式会社
代理人
弁理士法人暁合同特許事務所
主分類
B27N
3/04 20060101AFI20241211BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】材料を再利用しつつ、軽量且つ高い剛性を有する樹脂成形品を製造することが可能な樹脂成形品の製造方法を提供する。
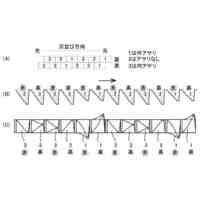
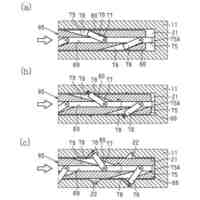
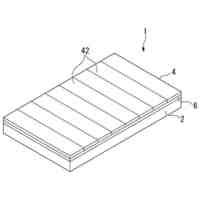
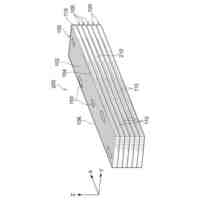
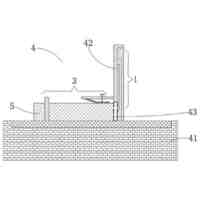
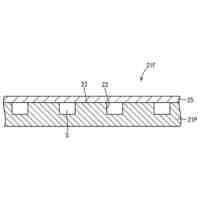
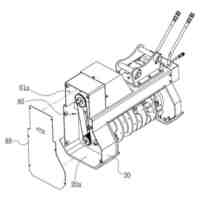
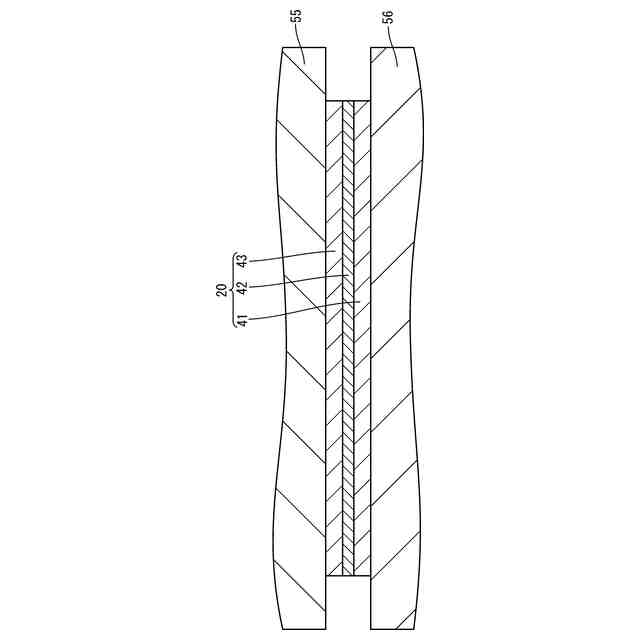
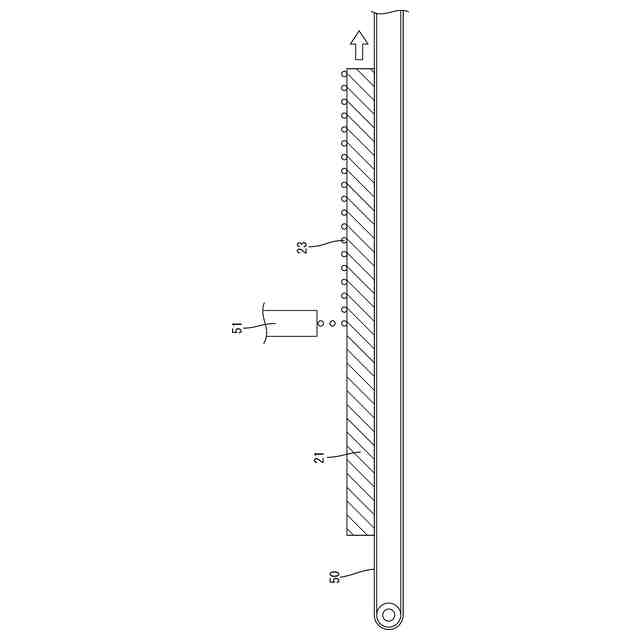
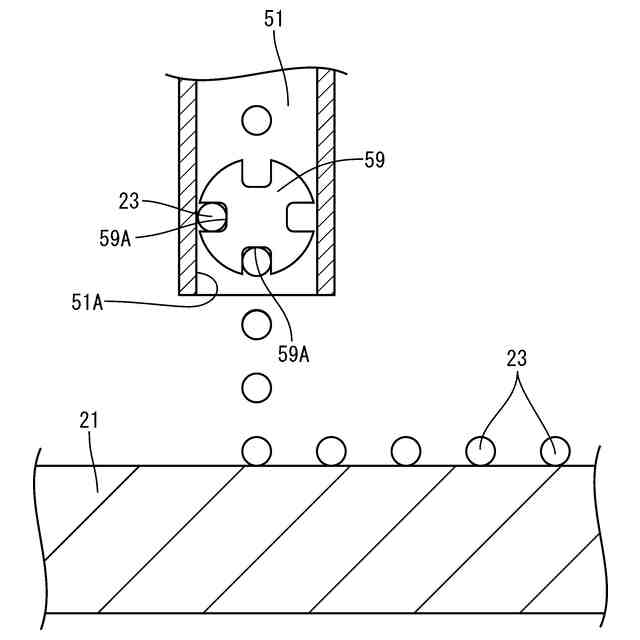
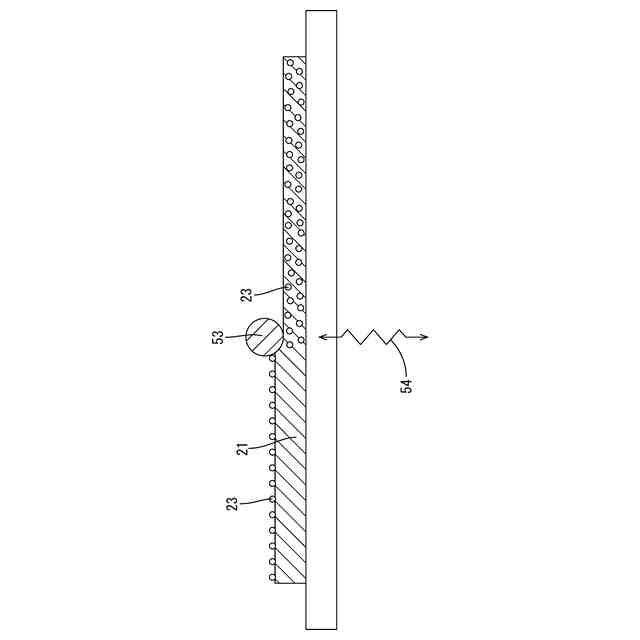
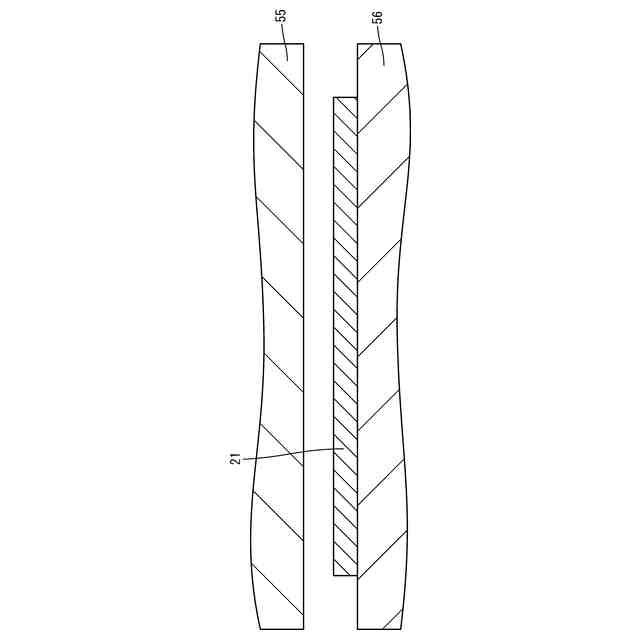
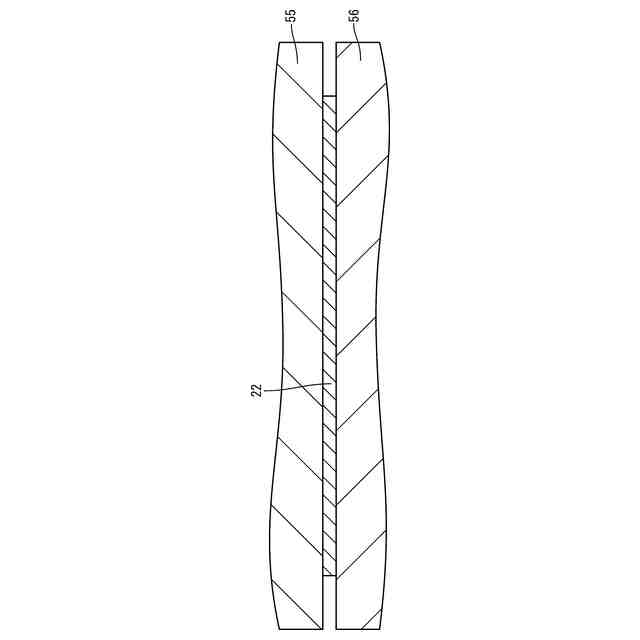
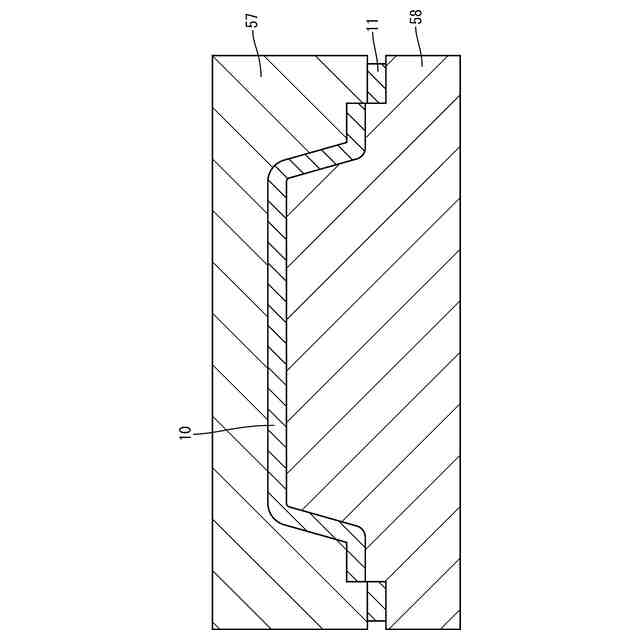
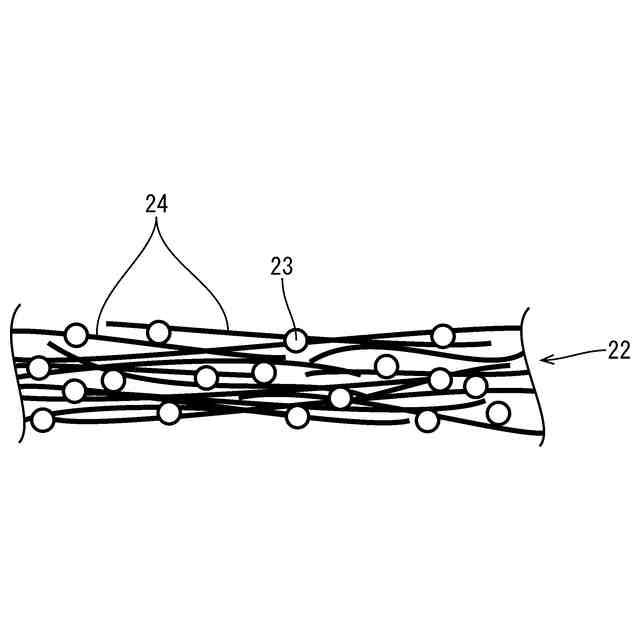
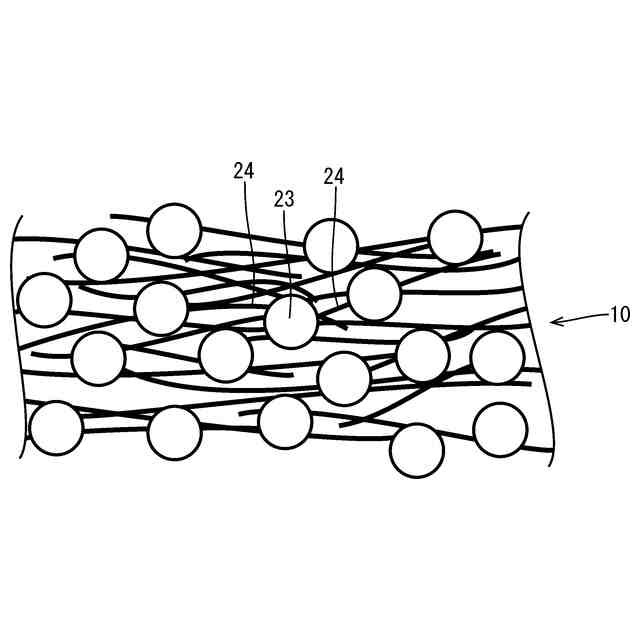
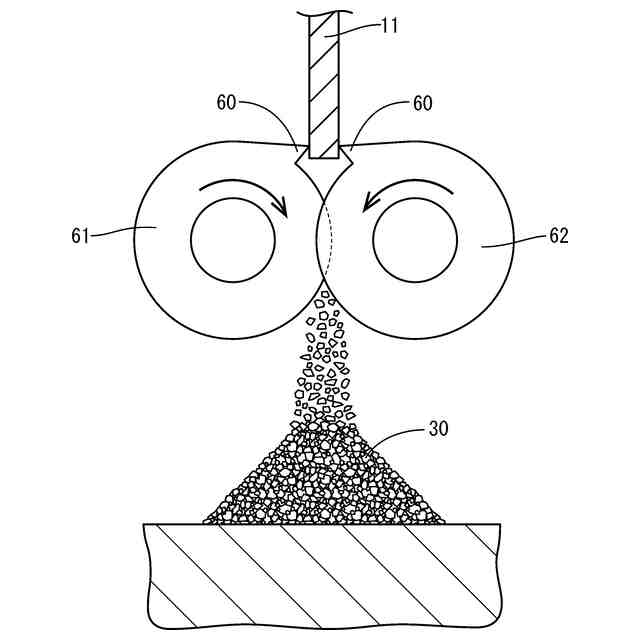
【解決手段】天然繊維と熱可塑性樹脂と発泡剤23とを含む端材11を粉砕することで粉砕材30とする粉砕工程と、粉砕工程の後に実行され、粉砕材30を、天然繊維と熱可塑性樹脂とを含む第1層41の上面41Aに散布することで第2層42を形成する第2層形成工程と、第2層形成工程の後に実行され、第1層41と、天然繊維と熱可塑性樹脂とを含む第3層43によって、第2層42を挟んだ状態前記第1層41、第2層42及び第3層43を加熱プレスすることで、第1層41、第2層42及び第3層43が一体化されてなる板状の樹脂成形品20を成形する成形工程と、を備える。
【選択図】図12
特許請求の範囲
【請求項1】
天然繊維と熱可塑性樹脂と発泡剤とを含む部材を粉砕することで粉砕材とする粉砕工程と、
前記粉砕工程の後に実行され、前記粉砕材を、天然繊維と熱可塑性樹脂とを含む第1層の一方の面に散布することで第2層を形成する第2層形成工程と、
前記第2層形成工程の後に実行され、前記第1層と、天然繊維と熱可塑性樹脂とを含む第3層によって、前記第2層を挟んだ状態で、前記第1層、前記第2層及び前記第3層を加熱プレスすることで、前記第1層、前記第2層及び前記第3層が一体化されてなる板状の樹脂成形品を成形する成形工程と、を備える、樹脂成形品の製造方法。
続きを表示(約 690 文字)
【請求項2】
前記第2層形成工程の前に実行され、天然繊維と熱可塑性樹脂とを含むと共に発泡剤を含まない部材を粉砕することで他の粉砕材とする他の粉砕工程を備え、
前記第2層形成工程においては、前記粉砕材及び前記他の粉砕材を前記第1層の前記一方の面に散布することで第2層を形成する、請求項1に記載の樹脂成形品の製造方法。
【請求項3】
天然繊維と熱可塑性樹脂とを含む部材を粉砕することで粉砕材とする粉砕工程と、
前記粉砕工程の後に実行され、前記粉砕材及び発泡剤を天然繊維と熱可塑性樹脂とを含む第1層の一方の面に散布することで第2層を形成する第2層形成工程と、
前記第2層形成工程の後に実行され、前記第1層と、天然繊維と熱可塑性樹脂とを含む第3層によって、前記第2層を挟んだ状態で、前記第1層、前記第2層及び前記第3層を加熱プレスすることで、前記第1層、前記第2層及び前記第3層が一体化されてなる板状の樹脂成形品を成形する成形工程と、
前記第2層形成工程の後に実行され、前記第2層を加熱することで、前記発泡剤を発泡させる発泡工程と、を備える、樹脂成形品の製造方法。
【請求項4】
前記成形工程においては、前記発泡剤が発泡しない温度で、前記第1層、前記第2層及び前記第3層を加熱プレスするものとされ、
前記発泡工程は、前記成形工程の後に実行され、前記発泡剤が発泡する温度となるように前記樹脂成形品を加熱しつつ、前記樹脂成形品を成形型によって所定の製品形状に成形する工程である、請求項3に記載の樹脂成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書で開示される技術は、樹脂成形品の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来、樹脂成形品の製造方法として、下記特許文献1に記載のものが知られている。特許文献1には、天然繊維に熱可塑性樹脂を混入して形成された内装基材と表皮材とを、接着フィルムを介して接触させ、これらをプレス成形型で加熱プレスすることで、内装基材と表皮材とを互いに接合すると共に所定の製品形状(内装材の形状)に成形することが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平6-190982号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、循環型社会の実現やカーボンニュートラルへの貢献が求められており、製造時に生じた材料の端材や、使用しなくなった製品を再利用することが求められている。特許文献1のように、天然繊維及び熱可塑性樹脂が含まれる樹脂成形品については、天然繊維に熱可塑性樹脂が結着しているため、天然繊維のみを回収して再利用することが難しい。そこで、樹脂成形品を粉砕し、その粉砕材を加熱プレスすることで製品形状に成形して再利用することが考えられる。しかしながら、樹脂成形品を粉砕すると、樹脂成形品に含まれる天然繊維が切断されることで長さが短くなり、粉砕材を成形した樹脂成形品について剛性が低下する事態が懸念される。このため、剛性を確保するために、樹脂成形品の密度を大きくする必要が生じ、製品の重量が大きくなってしまう。
【0005】
本明細書で開示される技術は上記のような事情に基づいて完成されたものであって、材料を再利用しつつ、軽量且つ高い剛性を有する樹脂成形品を製造することが可能な樹脂成形品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するための手段として、本明細書で開示される樹脂成形品の製造方法は、天然繊維と熱可塑性樹脂と発泡剤とを含む部材を粉砕することで粉砕材とする粉砕工程と、前記粉砕工程の後に実行され、前記粉砕材を、天然繊維と熱可塑性樹脂とを含む第1層の一方の面に散布することで第2層を形成する第2層形成工程と、前記第2層形成工程の後に実行され、前記第1層と、天然繊維と熱可塑性樹脂とを含む第3層によって、前記第2層を挟んだ状態で、前記第1層、前記第2層及び前記第3層を加熱プレスすることで、前記第1層、前記第2層及び前記第3層が一体化されてなる板状の樹脂成形品を成形する成形工程と、を備えることを特徴とする。
【0007】
第2層として粉砕材を用いることで、材料を再利用して、樹脂成形品を製造することができる。さらに、発泡剤を含む第2層は、軽量化を図りつつ、厚さを大きくすることができ、高い剛性を確保することができる。また、粉砕材から構成された第2層の両面を第1層及び第3層で覆うことで、第2層が意匠面として露出する事態を抑制でき、意匠性が低下する事態を抑制できる。
【0008】
また、前記第2層形成工程の前に実行され、天然繊維と熱可塑性樹脂とを含むと共に発泡剤を含まない部材を粉砕することで他の粉砕材とする他の粉砕工程を備え、前記第2層形成工程においては、前記粉砕材及び前記他の粉砕材を前記第1層の前記一方の面に散布することで第2層を形成するものとすることができる。発泡剤を含まない他の粉砕材を第2層に含めることで、より多くの材料を再利用することができる。
【0009】
また、上記課題を解決するための手段として、本明細書で開示される樹脂成形品の製造方法は、天然繊維と熱可塑性樹脂とを含む部材を粉砕することで粉砕材とする粉砕工程と、前記粉砕工程の後に実行され、前記粉砕材及び発泡剤を天然繊維と熱可塑性樹脂とを含む第1層の一方の面に散布することで第2層を形成する第2層形成工程と、前記第2層形成工程の後に実行され、前記第1層と、天然繊維と熱可塑性樹脂とを含む第3層によって、前記第2層を挟んだ状態で、前記第1層、前記第2層及び前記第3層を加熱プレスすることで、前記第1層、前記第2層及び前記第3層が一体化されてなる板状の樹脂成形品を成形する成形工程と、前記第2層形成工程の後に実行され、前記第2層を加熱することで、前記発泡剤を発泡させる発泡工程と、を備えることを特徴とする。
【0010】
第2層として粉砕材を用いることで、材料を再利用して、樹脂成形品を製造することができる。さらに、発泡剤を含む第2層は、軽量化を図りつつ、厚さを大きくすることができ、高い剛性を確保することができる。また、第2層においては、発泡した発泡剤が天然繊維間の隙間を埋めることで剛性をより高くすることができる。さらに、粉砕材から構成された第2層の両面を第1層及び第3層で覆うことで、第2層が意匠面として露出する事態を抑制でき、意匠性が低下する事態を抑制できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋸
2か月前
個人
電動ボードカッターのブレード
3か月前
株式会社 川上製作所
木材の連結構造
2か月前
コニシ株式会社
集成材の製造方法
3か月前
株式会社大林組
ドリルおよびドリル装置
1日前
トヨタエンジニアリング有限会社
竹割機
6か月前
トヨタエンジニアリング有限会社
竹割機
5か月前
株式会社大林組
ドリル装置
1か月前
有限会社太悦鉄工
ヤニ取り装置および木材切断用鋸盤
4か月前
セイコーエプソン株式会社
シート製造装置
9日前
株式会社マキタ
携帯用切断機
5か月前
株式会社マキタ
ソーチェーン
2か月前
清水建設株式会社
防火積層体及びその製造方法
1か月前
株式会社マキタ
木工用携帯用切削機
5か月前
株式会社竹中工務店
集成材の製造方法
5か月前
大建工業株式会社
化粧板及び化粧板シリーズ
1か月前
広平凱王圧密科技有限公司
定尺圧密板スライスを切り込むスライサー
2か月前
株式会社LIXIL
熱処理木材の漂白方法および木材の処理方法
2か月前
トヨタ紡織株式会社
植物繊維含有樹脂ボードの製造方法
2か月前
トヨタ紡織株式会社
植物性繊維含有樹脂ボードの製造方法
4か月前
株式会社カインズ
加工補助具及び加工補助具の使用方法
1日前
群栄化学工業株式会社
木材処理剤、並びに、処理木材及びその製造方法
1か月前
ホクシン株式会社
繊維板の製造方法、繊維板及び繊維板製造システム
2か月前
住友林業株式会社
木質繊維板、樹脂成形物、ペレットの製造方法、樹脂成形物の製造方法
1か月前
国立大学法人岩手大学
軟化木材及びその製造方法
4か月前
群栄化学工業株式会社
木材用塗料組成物、及びそのキット
3か月前
ホクシン株式会社
繊維板の製造方法、繊維板及び繊維板製造システム
2か月前
株式会社イトーキ
ボード、ボードの製造方法、及びテーブル
29日前
国立大学法人京都大学
バイオマス長尺体、複合長尺体、長尺状成形品およびバイオマス長尺体の製造方法
3か月前
ウソン プレシジョン インダストリアル カンパニー,リミテッド
掘削機装着型樹木破砕機{Excavator Mounted Tree Shredder}
6か月前
ユニバーシティ オブ メリーランド, カレッジ パーク
繊維性植物材料のリグニン修飾のための無廃棄物処理方法およびリグニン修飾された繊維性植物材料の処理方法
4か月前
ゲオルク-アウグスト-ウニベルジテート ゲッティンゲン シュティフツング オッフェントリーヒェン レヒツ
改質材
5か月前
ロレアル
菌株、組成物および使用方法
1か月前
公立大学法人横浜市立大学
肝細胞の可塑性誘導法
5か月前
株式会社カネカ
パン酵母の菌株識別用プライマーセット又はプライマーセットの組み合わせ、及びパン酵母の菌株識別方法
5か月前
一般財団法人生産技術研究奨励会
培地用組成物、筋肥大化用培地および筋肥大化方法
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ