TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025107672
公報種別
公開特許公報(A)
公開日
2025-07-22
出願番号
2024001010
出願日
2024-01-09
発明の名称
植物性繊維含有樹脂ボードの製造方法
出願人
トヨタ紡織株式会社
代理人
弁理士法人暁合同特許事務所
主分類
B27N
3/04 20060101AFI20250714BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】白化が起こり難い植物性繊維含有樹脂ボードの製造方法を提供する。
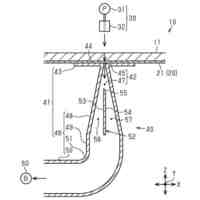
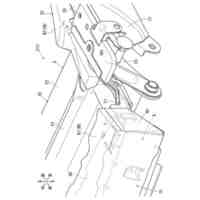
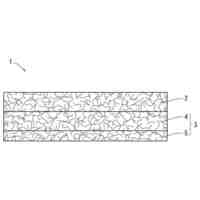
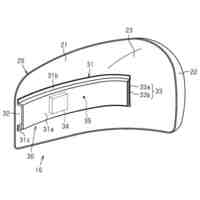
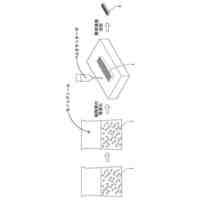
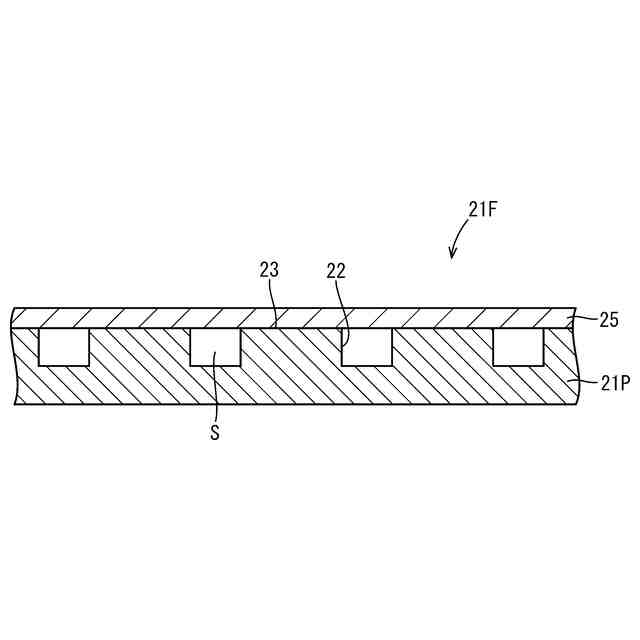
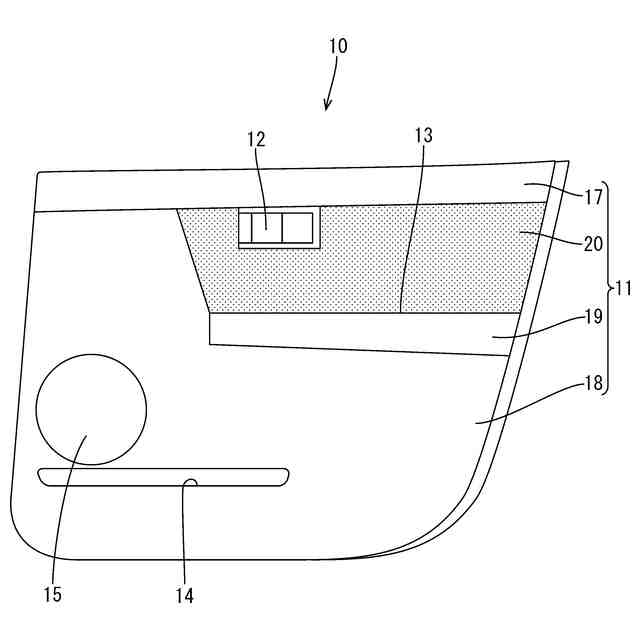
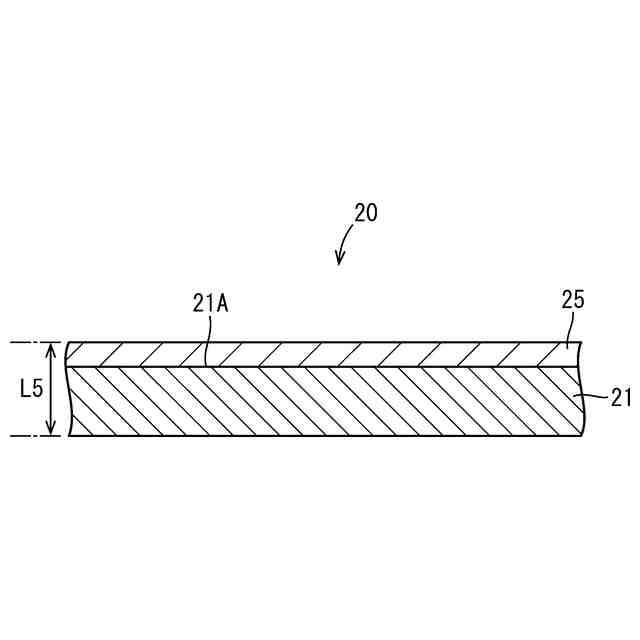
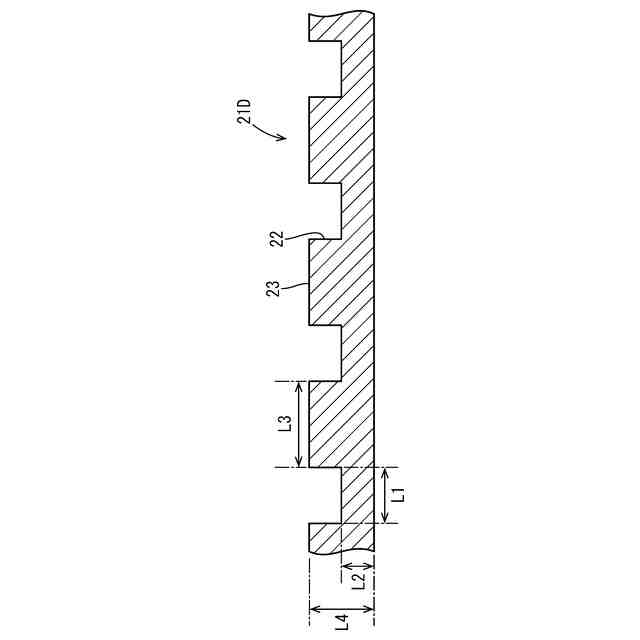
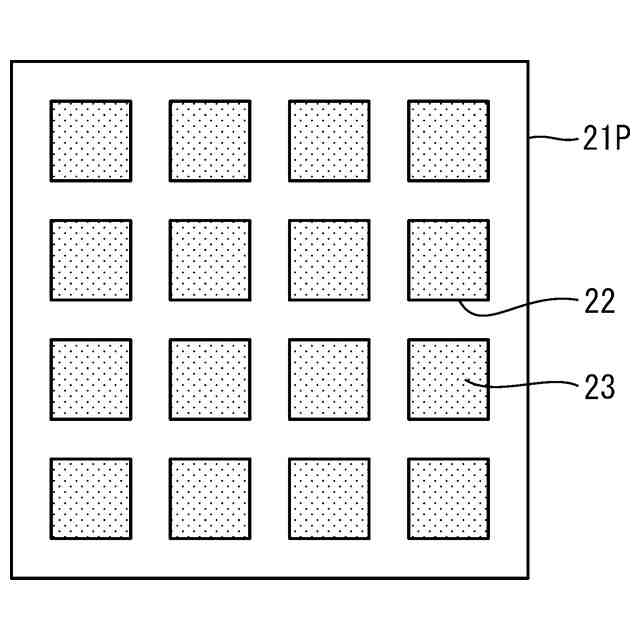
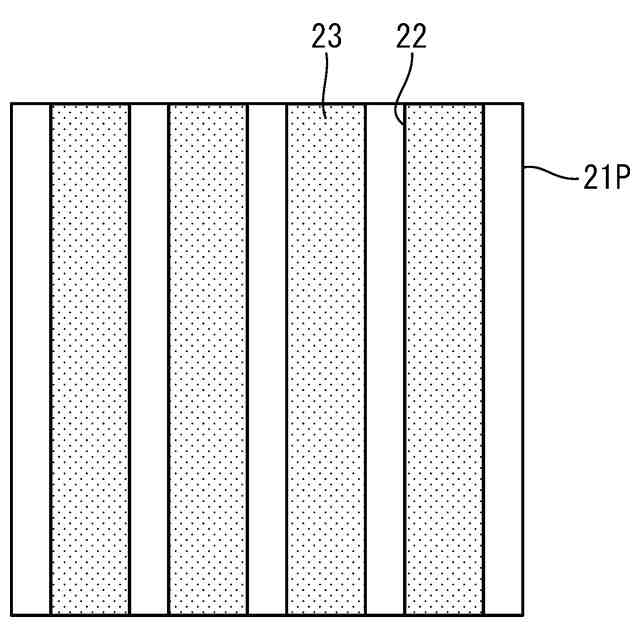
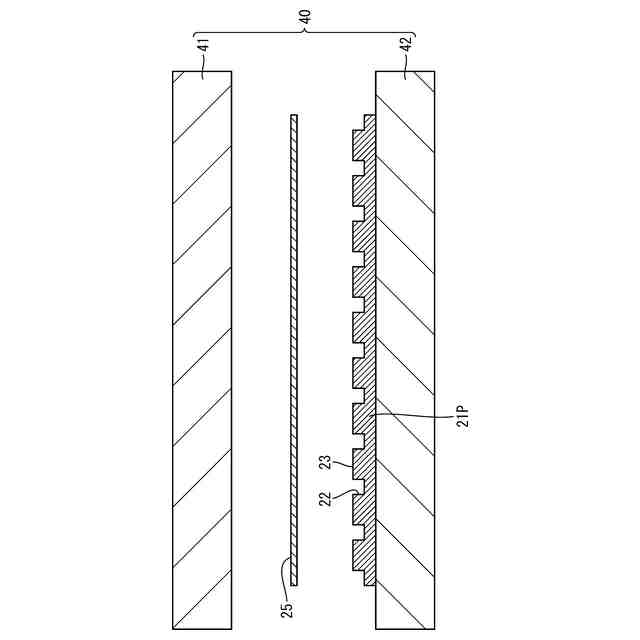
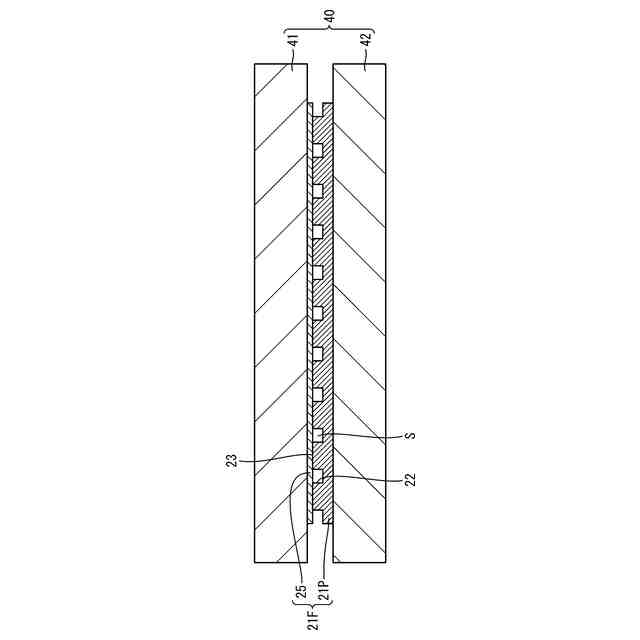
【解決手段】植物性繊維および熱可塑性樹脂を含む基材21と、基材21の少なくとも一方の面を被覆する防水性を有する防水フィルム25と、を備える植物性繊維含有樹脂ボード20の製造方法であって、植物性繊維および熱可塑性樹脂繊維を含む繊維マット21Mを加熱プレスして、少なくとも一方の面にその外縁部まで延びる複数の溝部22が形成されたプレボード21Pを成形するプレボード成形工程と、プレボード21Pのうち複数の溝部22が形成された面に防水フィルム25を貼付して、複数の溝部22を防水フィルム25により塞いだ状態のフィルム付きプレボード21Fを形成する防水フィルム貼付工程と、フィルム付きプレボード21Fを加熱するとともに、複数の溝部22が潰れるようにプレス成形する加熱プレス成形工程と、を順に実行する。
【選択図】図10
特許請求の範囲
【請求項1】
植物性繊維および熱可塑性樹脂を含む基材と、前記基材の少なくとも一方の面を被覆する防水性を有する防水フィルムと、を備える植物性繊維含有樹脂ボードの製造方法であって、
前記植物性繊維および熱可塑性樹脂繊維を含む繊維マットを加熱プレスして、少なくとも一方の面にその外縁部まで延びる複数の溝部が形成されたプレボードを成形するプレボード成形工程と、
前記プレボードのうち前記複数の溝部が形成された面に前記防水フィルムを貼付して、前記複数の溝部を前記防水フィルムにより塞いだ状態のフィルム付きプレボードを形成する防水フィルム貼付工程と、
前記フィルム付きプレボードを加熱するとともに、前記複数の溝部が潰れるようにプレス成形する加熱プレス成形工程と、を順に実行する、植物性繊維含有樹脂ボードの製造方法。
続きを表示(約 350 文字)
【請求項2】
前記プレボード成形工程において、前記複数の溝部は、前記プレボードを成形するためのプレス型と前記繊維マットとの間に配された転写部を転写させることで形成される請求項1に記載の植物性繊維含有樹脂ボードの製造方法。
【請求項3】
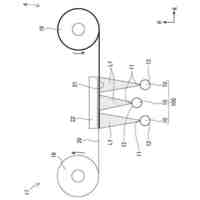
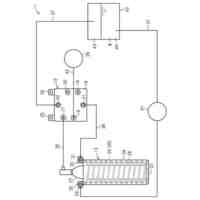
前記プレボード成形工程において、前記繊維マットは互いに対向して配される2つのコンベアベルトの間を通過させることにより加熱プレスされ、
前記複数の溝部は、前記コンベアベルトと前記繊維マットとの間に配された転写部を転写させることで形成される請求項1に記載の植物性繊維含有樹脂ボードの製造方法。
【請求項4】
前記複数の溝部は格子状に配される請求項1から請求項3のいずれか一項に記載の植物性繊維含有樹脂ボードの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書に開示される技術は、植物性繊維含有樹脂ボードの製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、例えば植物性繊維を用いたボード部材の製造方法として、特許文献1に記載のものが知られている。特許文献1には、植物性繊維と樹脂繊維とを配合したものをマット状に形成した熱成形用繊維板を加熱・冷却してプレボードを作製し、そのプレボードを樹脂が溶ける温度に再加熱した後、コールドプレス成形用上下型によりプレス成形することで、車両の内装用基材を製造する方法が記載されている。
【0003】
また、特許文献2には、片面または両面が防湿シートにより被覆された木質ボードが記載されている。木質系のボードは、水濡れ等により強度が低下したり、臭いが発生する虞があるため、防水性を図るべく、表面にこのような防水層を設ける構成とされている。
【先行技術文献】
【特許文献】
【0004】
特開2001-179716号公報
特開平11-227112号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで近年、植物系の材料を使用したボード部材そのものの素材感や風合いを意匠として利用する場合があり、そのような場合には、ボード部材を被覆する層として透明な層が使用される。
【0006】
しかし、ボード部材の表面を防水性を有する透明な層で被覆した場合、ボード部材を加熱成形する際に植物系の材料から発生した水蒸気等のガスがボード部材と透明防水層との間に入り込み、完成したボード部材に白化が発生するという問題がある。つまり、外観が低下し、製品として使用することが困難になる。
【0007】
本明細書に開示される技術は上記のような事情に基づいて完成されたものであって、白化が起こり難い植物性繊維含有樹脂ボードの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために完成された本明細書に開示される技術は、植物性繊維および熱可塑性樹脂を含む基材と、前記基材の少なくとも一方の面を被覆する防水性を有する防水フィルムと、を備える植物性繊維含有樹脂ボードの製造方法であって、前記植物性繊維および熱可塑性樹脂繊維を含む繊維マットを加熱プレスして、少なくとも一方の面にその外縁部まで延びる複数の溝部が形成されたプレボードを成形するプレボード成形工程と、前記プレボードのうち前記複数の溝部が形成された面に前記防水フィルムを貼付して、前記複数の溝部を前記防水フィルムにより塞いだ状態のフィルム付きプレボードを形成する防水フィルム貼付工程と、前記フィルム付きプレボードを加熱するとともに、前記複数の溝部が潰れるようにプレス成形する加熱プレス成形工程と、を順に実行する方法である。
【0009】
上記製造方法によれば、植物性繊維含有樹脂ボードを加熱プレス成形工程を含んで製造する場合(フィルム付きプレボードを再加熱する工程を含む場合)であっても、加熱プレス成形工程における加熱時、プレボード中の樹脂が溶融する温度まで昇温する最中に、プレボードから発生する水蒸気等のガスはプレボードの複数の溝部と防水フィルムとの間に形成された管状の部分を通って防水フィルム付きプレボードの外周から外部に放出される。従って、防水フィルム付きプレボードが樹脂が溶融する温度まで昇温し、複数の溝部が潰れるようにプレス成形する際には、プレボードと防水フィルムとの間に殆どガスが残っておらず、もって、プレス成形後に基材と防水フィルムとの間にガスが溜まって植物性繊維含有樹脂ボードに白化が発生することが抑制される。
【0010】
前記プレボード成形工程において、前記複数の溝部は、前記プレボードを成形するためのプレス型と前記繊維マットとの間に配された転写部を転写させることで形成されるようにしてもよい。このような構成によれば、溝部を形成する一実施形態が実現可能である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ紡織株式会社
フィルタ
12日前
トヨタ紡織株式会社
振動刺激装置
18日前
トヨタ紡織株式会社
シートバック
1か月前
トヨタ紡織株式会社
シートバック
1か月前
トヨタ紡織株式会社
乗物用シート
1か月前
トヨタ紡織株式会社
電界紡糸装置
10日前
トヨタ紡織株式会社
乗物用シート
18日前
トヨタ紡織株式会社
搬送システム
1か月前
トヨタ紡織株式会社
水流帯電装置
12日前
トヨタ紡織株式会社
ロックシステム
1か月前
トヨタ紡織株式会社
乗り物用シート
1か月前
トヨタ紡織株式会社
乗り物用シート
1か月前
トヨタ紡織株式会社
アンカーカバー
11日前
トヨタ紡織株式会社
クッションパッド
11日前
トヨタ紡織株式会社
シートクッション
11日前
トヨタ紡織株式会社
ロータの製造装置
1か月前
トヨタ紡織株式会社
乗物用シート装置
1か月前
トヨタ紡織株式会社
乗物用シート装置
1か月前
トヨタ紡織株式会社
シートカーペット
5日前
トヨタ紡織株式会社
燃料電池システム
1か月前
トヨタ紡織株式会社
燃料電池システム
12日前
トヨタ紡織株式会社
表皮材及び内装部品
10日前
トヨタ紡織株式会社
表皮材及び内装部品
10日前
トヨタ紡織株式会社
コネクタ及び二次電池
1か月前
トヨタ紡織株式会社
パーソナルブース装置
18日前
トヨタ紡織株式会社
パーソナルブース装置
18日前
トヨタ紡織株式会社
モータコアの製造方法
10日前
トヨタ紡織株式会社
シート用パーティション
3日前
トヨタ紡織株式会社
材料、及び材料の製造方法
3日前
トヨタ紡織株式会社
配車装置およびプログラム
1か月前
トヨタ紡織株式会社
乗物用シートのアームレスト
1か月前
豊田合成株式会社
車両用投影装置
1か月前
豊田合成株式会社
車両用照明装置
1か月前
トヨタ紡織株式会社
車両用ヘッドレスト及び車両用シート
1か月前
トヨタ紡織株式会社
シートパッド及びシートパッドの成形型
1か月前
トヨタ紡織株式会社
シートパッド及びシートパッドの成形型
10日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ