TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025174555
公報種別
公開特許公報(A)
公開日
2025-11-28
出願番号
2024080997
出願日
2024-05-17
発明の名称
モータコアの製造方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
H02K
15/02 20250101AFI20251120BHJP(電力の発電,変換,配電)
要約
【課題】ブロック同士を溶接によらずに接合できるようにする。
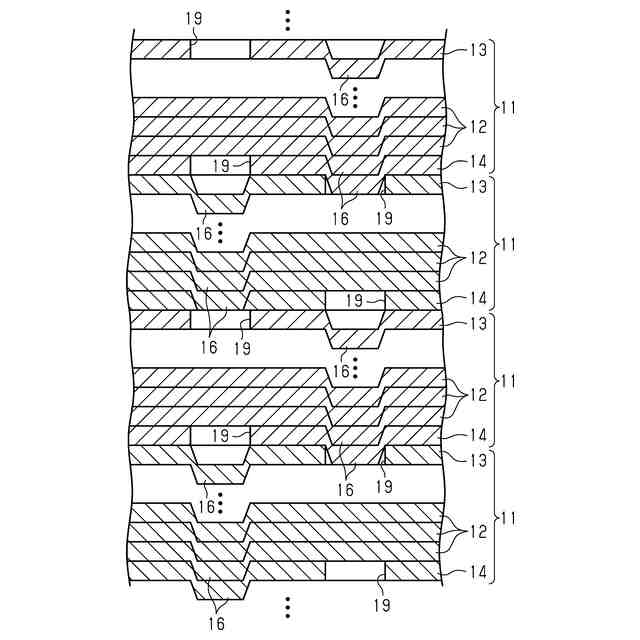
【解決手段】ブロック形成工程の第1工程では第1カットコアプレート13を鉄心片12に対し積層し、第2工程では第2カットコアプレート14を第1カットコアプレート13に対し積層する。第1工程の際、第1カットコアプレート13のダボ16が鉄心片12のダボ16に位置合わせされる。第2工程の際、第2カットコアプレート14のダボ16が第1カットコアプレート13の貫通孔19に位置合わせされる。第2工程の後に第2カットコアプレート14に鉄心片12が積層される際、鉄心片12のダボ16が第2カットコアプレート14のダボ16に位置合わせされる。コア形成工程では、第1カットコアプレート13のダボ16と第2カットコアプレート14のダボ16とが重なるよう複数のブロック11を転積し、その状態でダボ16をかしめることによりブロック11同士を接合する。
【選択図】図7
特許請求の範囲
【請求項1】
薄板状の素材からダボを有する鉄心片を打ち抜いて前記ダボが重ねられるように積層することによりブロックを形成するブロック形成工程と、複数の前記ブロックを積層して互いに接合することによりモータコアを形成するコア形成工程と、を行うモータコアの製造方法において、
前記ブロック形成工程は、前記鉄心片の積層を複数回行う毎に、前記素材からダボ及び貫通孔を有する第1カットコアプレートを打ち抜いて複数の前記鉄心片に対し積層する第1工程と、前記素材からダボ及び貫通孔を有する第2カットコアプレートを打ち抜いて前記第1カットコアプレートに対し積層する第2工程とを行うことにより、前記ブロックにおける前記鉄心片の積層方向の両端部に前記第1カットコアプレートと前記第2カットコアプレートとを配置するものであり、
前記第1工程によって複数の前記鉄心片に対し前記第1カットコアプレートが積層される際、前記第1カットコアプレートのダボが複数の前記鉄心片のダボに対し位置合わせされ、
前記第2工程によって前記第1カットコアプレートに対し前記第2カットコアプレートが積層される際、前記第2カットコアプレートのダボが前記第1カットコアプレートの貫通孔に対し位置合わせされ、
前記第2工程の後に前記第2カットコアプレートに対し複数の前記鉄心片が積層される際、前記鉄心片のダボが前記第2カットコアプレートのダボに対し位置合わせされ、
前記コア形成工程は、前記ブロックの前記第1カットコアプレートのダボと前記ブロックとは別のブロックの前記第2カットコアプレートのダボとが重なるよう複数の前記ブロックを転積し、その状態で複数の前記ブロック同士を前記ダボでかしめることによって互いに接合するものであるモータコアの製造方法。
続きを表示(約 1,000 文字)
【請求項2】
前記第1カットコアプレートのダボ及び貫通孔、並びに、前記第2カットコアプレートのダボ及び貫通孔は、前記ブロックの中心線を中心とした角度間隔が等しくなるように複数形成され、
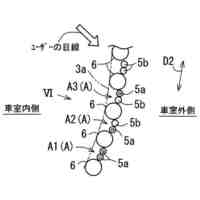
前記第1工程で形成された前記第1カットコアプレート及び前記第2工程で形成された前記第2カットコアプレートをそれぞれ、前記中心線周りに等しい角度を有する複数の領域に分けたとき、厚さ方向に重なる前記領域でダボと貫通孔との位置関係が逆になっており、
前記コア形成工程では、前記ブロック形成工程後の前記ブロックの回転として、前記領域を定める角度分の前記ブロックの前記中心線周りについての回転を通じて、前記ブロックの前記第1カットコアプレートのダボと前記別のブロックとの前記第2カットコアプレートのダボとが重なるようにされる請求項1に記載のモータコアの製造方法。
【請求項3】
前記複数の領域は、前記中心線周りに等しい角度を有する奇数の領域である請求項2に記載のモータコアの製造方法。
【請求項4】
前記領域を定める角度は120°であり、
前記第1カットコアプレートの貫通孔は、前記中心線周りに90°毎に形成されており、
前記第1カットコアプレートのダボは、前記貫通孔の間に二つ形成されており、互いの間及び前記貫通孔の間に等しい間隔をおいて位置し、
前記第2カットコアプレートのダボは、前記中心線周りに90°毎に形成されており、
前記第2カットコアプレートの貫通孔は、前記ダボの間に二つ形成されており、互いの間及び前記ダボの間に等しい間隔をおいて位置している請求項3に記載のモータコアの製造方法。
【請求項5】
前記複数の領域は、前記中心線周りに等しい角度を有する偶数の領域である請求項2に記載のモータコアの製造方法。
【請求項6】
前記領域を定める角度は90°であり、
前記第1カットコアプレートのダボと貫通孔とは、それらの前記領域内での合計数が奇数であり、且つ、前記中心線周りに等しい角度間隔をおいて交互に形成されており、
前記第2カットコアプレートのダボと貫通孔とは、それらの前記領域内での合計数が前記第1カットコアプレートと同じ奇数であり、且つ、前記中心線周りに等しい角度間隔をおいて交互に形成されている請求項5に記載のモータコアの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、モータコアの製造方法に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
モータにおけるロータコア及びステータコアといったモータコアは、ブロック形成工程及びコア形成工程を有するモータコアの製造方法によって形成される。
上記ブロック形成工程では、例えば特許文献1に示されるように、薄板状の素材からダボを有する鉄心片を打ち抜いた後、それら鉄心片を上記タボが重ねられるよう積層することによってブロックが形成される。このようにブロックが形成されるときには、各鉄心片の重ねられたダボ同士がかしめられることによって各鉄心片が互いに接合される。
【0003】
また、ブロック形成工程では、鉄心片の積層を複数回行う毎に、素材から貫通孔を有するカットコアプレートを打ち抜いて複数の上記鉄心片に対し積層する。カットコアプレートの貫通孔は、鉄心片のダボに対応して位置している。従って、ブロック形成工程で形成されたブロックにおける積層された鉄心片の最下層には、上記カットコアプレートが配置されている。このカットコアプレートにより、隣合うブロック同士の上記ダボのかしめによる接合が抑制される。
【0004】
ブロック形成工程で形成されたブロックは、運搬に適した形態とするため、中心線の延びる方向にモータコアの形成に必要な数だけ重ねられる。その後、重ねられた複数のブロックは、押圧処理を施すための押圧装置に運搬される。この押圧装置では、押圧処理として、複数の上記ブロックがその中心線の延びる方向において圧縮するよう押圧される。上記押圧処理は、ブロックにおける各鉄心片の重ねられたダボ同士のかしめによる接合をより強固にするためのものである。
【0005】
こうした押圧処理が行われた後、上記コア形成工程が行われる。コア形成工程では、押圧処理後のブロック同士を溶接することにより、モータコアが形成される。
【先行技術文献】
【特許文献】
【0006】
特開2020-58097号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記モータコアの製造方法では、コア形成工程でブロック同士を溶接することによってモータコアを形成しているため、溶接をするための設備及び作業が必要になる。また、ブロック同士を溶接する際の鉄心同士の接合箇所が大きくなることに伴って、モータに生じる渦電流が増加するため、モータの製品性能が低下する。
【課題を解決するための手段】
【0008】
以下、上記課題を解決するための手段及びその作用効果について記載する。
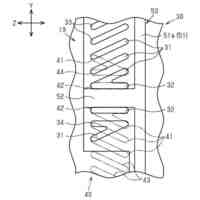
上記課題を解決するモータコアの製造方法は、ブロック形成工程と、コア形成工程と、を行う。ブロック形成工程では、薄板状の素材からダボを有する鉄心片を打ち抜いてダボが重ねられるように積層することによりブロックを形成する。コア形成工程では、複数ブロックを積層して互いに接合することによりモータコアを形成する。上記ブロック形成工程では、鉄心片の積層を複数回行う毎に第1工程と第2工程とを行う。第1工程では、素材からダボ及び貫通孔を有する第1カットコアプレートを打ち抜いて複数の鉄心片に対し積層する。第2工程では、素材からダボ及び貫通孔を有する第2カットコアプレートを打ち抜いて第1カットコアプレートに対し積層する。こうした第1工程及び第2工程を行うことにより、ブロックにおける鉄心片の積層方向の両端部に第1カットコアプレートと第2カットコアプレートとが配置される。第1工程によって複数の鉄心片に対し第1カットコアプレートが積層される際、第1カットコアプレートのダボが複数の鉄心片のダボに対し位置合わせされる。第2工程によって第1カットコアプレートに対し第2カットコアプレートが積層される際、第2カットコアプレートのダボが第1カットコアプレートの貫通孔に対し位置合わせされる。第2工程の後に第2カットコアプレートに対し複数の鉄心片が積層される際、鉄心片のダボが第2カットコアプレートのダボに対し位置合わせされる。上記コア形成工程は、ブロックの第1カットコアプレートのダボと上記ブロックとは別のブロックの第2カットコアプレートのダボとが重なるよう複数のブロックを転積し、その状態で複数のブロック同士を上記ダボでかしめることによって互いに接合するものである。
【0009】
上記方法によれば、ブロック形成工程で形成されたブロックにおける鉄心片の積層方向の両端部には、第1カットコアプレートと第2カットコアプレートとが配置される。このときに隣合っているブロック同士は、一方のブロックにおける第2カットコアプレートのダボが、他方のブロックにおける第1カットコアプレートの貫通孔に挿入される。これにより、隣合うブロック同士の接合が抑制される。コア形成工程では、ブロックにおける第1カットコアプレートのダボに対し、別のブロックにおける第2カットコアプレートのダボとが重なるよう複数のブロックが転積される。このように複数のブロックが鉄心片の中心線の延びる方向に積層された状態のもと、上記中心線の延びる方向において圧縮されるよう押圧される。これにより、隣合うブロックにおける第2カットコアプレートのダボと第1カットコアプレートのダボとがかしめられるため、積層された複数のブロックが互いに接合される。そして、複数のブロック同士を互いに接合することによってモータコアが形成される。このようにモータコアを形成する際、複数のブロック同士を溶接によらずに接合することができる。
【図面の簡単な説明】
【0010】
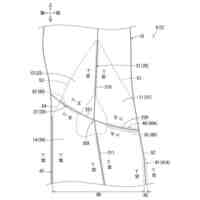
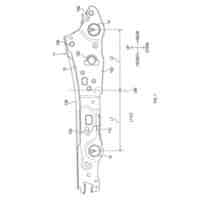
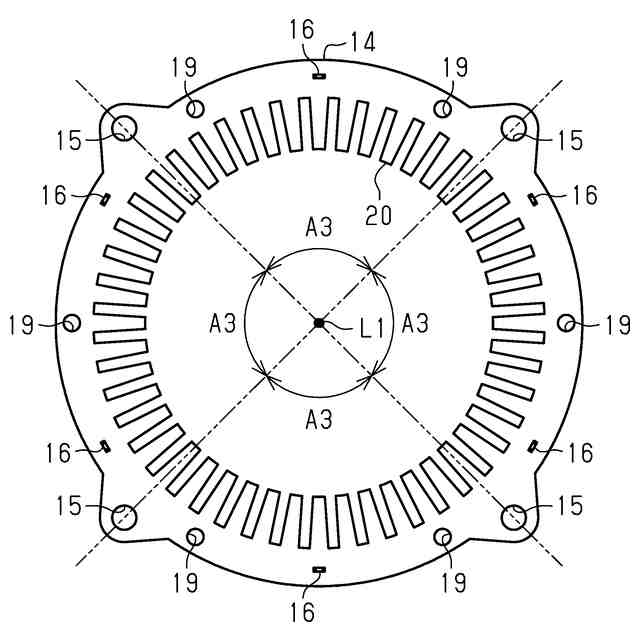
モータコアとしてのステータコアを示す正面図である。
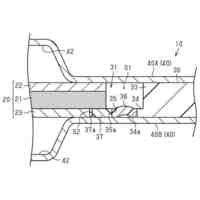
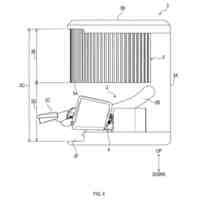
上記ステータコアを図1の矢印II-II方向から見た状態を示す断面図である。
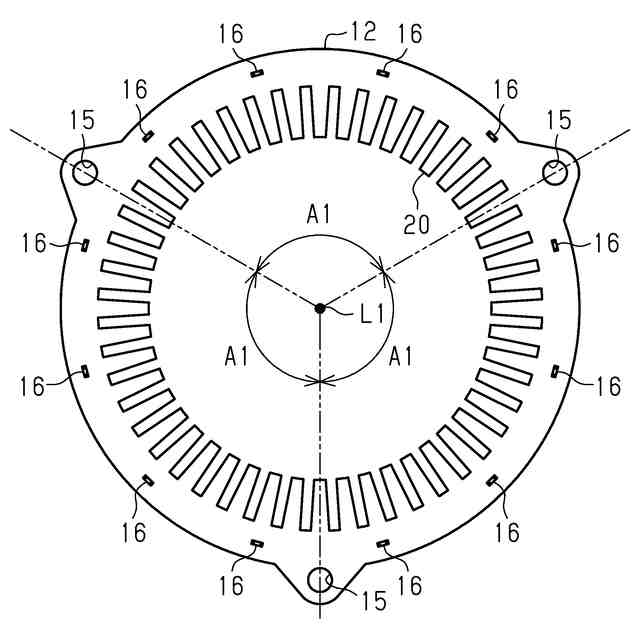
図2のステータコアのブロックを形成する鉄心片を示す平面図である。
図2のステータコアのブロックを形成する第1カットコアプレートを示す平面図である。
図2のステータコアのブロックを形成する第2カットコアプレートを示す平面図である。
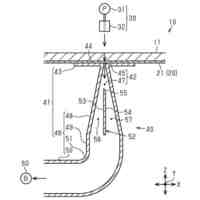
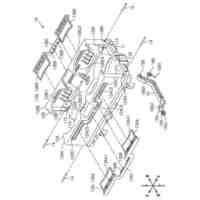
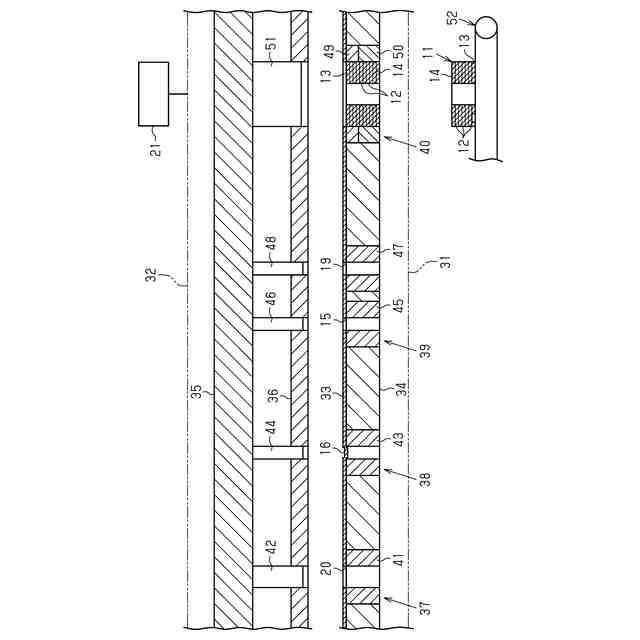
図2のブロックを形成する順送プレス装置を示す断面図である。
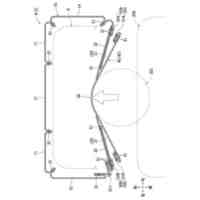
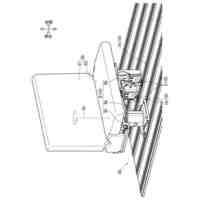
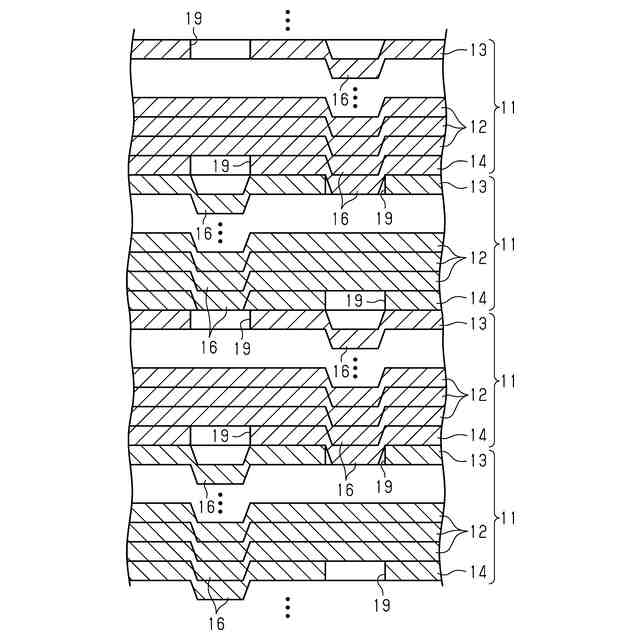
図6の順送プレス装置で形成されたブロックの積層状態を示す断面図である。
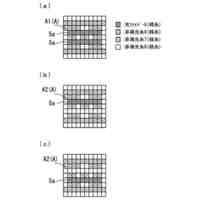
第1カットコアプレートを示す平面図である。
第2カットコアプレートを示す平面図である。
図8及び図9の第1カットコアプレート及び第2カットコアプレートの位置関係を示す平面図である。
図8及び図9の第1カットコアプレート及び第2カットコアプレートの位置関係を示す平面図である。
第1カットコアプレートの他の例を示す平面図である。
第2カットコアプレートを他の例を示す平面図である。
図12及び図13の第1カットコアプレート及び第2カットコアプレートの位置関係を示す平面図である。
図12及び図13の第1カットコアプレート及び第2カットコアプレートの位置関係を示す平面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ紡織株式会社
フィルタ
2日前
トヨタ紡織株式会社
振動刺激装置
8日前
トヨタ紡織株式会社
水流帯電装置
2日前
トヨタ紡織株式会社
シートバック
21日前
トヨタ紡織株式会社
乗物用シート
21日前
トヨタ紡織株式会社
乗物用シート
1か月前
トヨタ紡織株式会社
搬送システム
1か月前
トヨタ紡織株式会社
乗物用シート
1か月前
トヨタ紡織株式会社
乗物用シート
8日前
トヨタ紡織株式会社
シートバック
21日前
トヨタ紡織株式会社
電界紡糸装置
今日
トヨタ紡織株式会社
乗物用照明装置
1か月前
トヨタ紡織株式会社
乗り物用シート
22日前
トヨタ紡織株式会社
カップホルダー
1か月前
トヨタ紡織株式会社
アンカーカバー
1日前
トヨタ紡織株式会社
ロックシステム
29日前
トヨタ紡織株式会社
車両用排熱装置
1か月前
トヨタ紡織株式会社
乗り物用シート
22日前
トヨタ紡織株式会社
燃料電池の単セル
1か月前
トヨタ紡織株式会社
燃料電池スタック
1か月前
トヨタ紡織株式会社
ロータの製造装置
1か月前
トヨタ紡織株式会社
乗物用シート装置
23日前
トヨタ紡織株式会社
燃料電池システム
1か月前
トヨタ紡織株式会社
乗物用シート装置
21日前
トヨタ紡織株式会社
乗物用シート装置
1か月前
トヨタ紡織株式会社
燃料電池システム
2日前
トヨタ紡織株式会社
クッションパッド
1日前
トヨタ紡織株式会社
シートクッション
1日前
トヨタ紡織株式会社
シート制御システム
1か月前
トヨタ紡織株式会社
表皮材及び内装部品
今日
トヨタ紡織株式会社
表皮材及び内装部品
今日
トヨタ紡織株式会社
クッションフレーム
1か月前
トヨタ紡織株式会社
モータコアの製造方法
今日
トヨタ紡織株式会社
パーソナルブース装置
8日前
トヨタ紡織株式会社
コネクタ及び二次電池
29日前
トヨタ紡織株式会社
パーソナルブース装置
8日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ