TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025023834
公報種別
公開特許公報(A)
公開日
2025-02-17
出願番号
2024125162
出願日
2024-07-31
発明の名称
天然繊維充填材料を製造するための装置及びそのプロセス
出願人
耐博斯通(北京)科技有限公司
代理人
個人
主分類
B27N
3/12 20060101AFI20250207BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】制御ボックスの放熱効率を改善した天然繊維充填材料を製造するための装置及びそのプロセスを提供すること
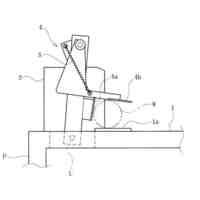
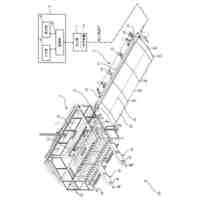
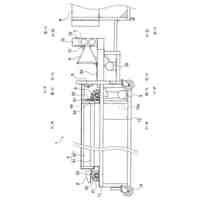
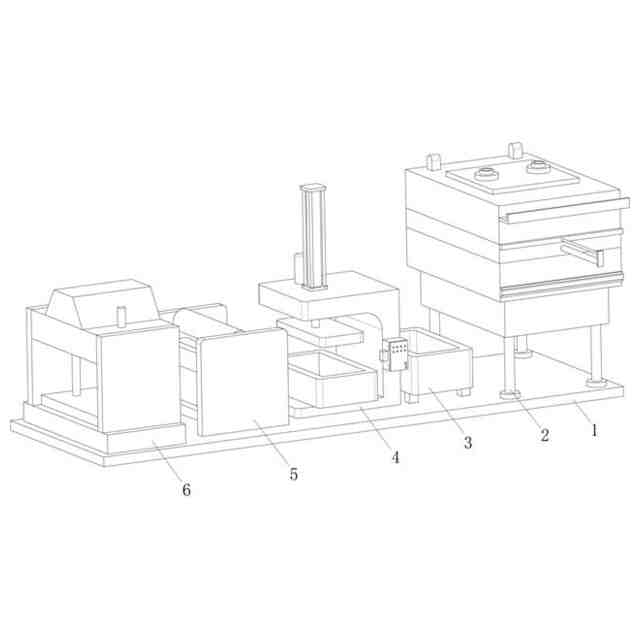
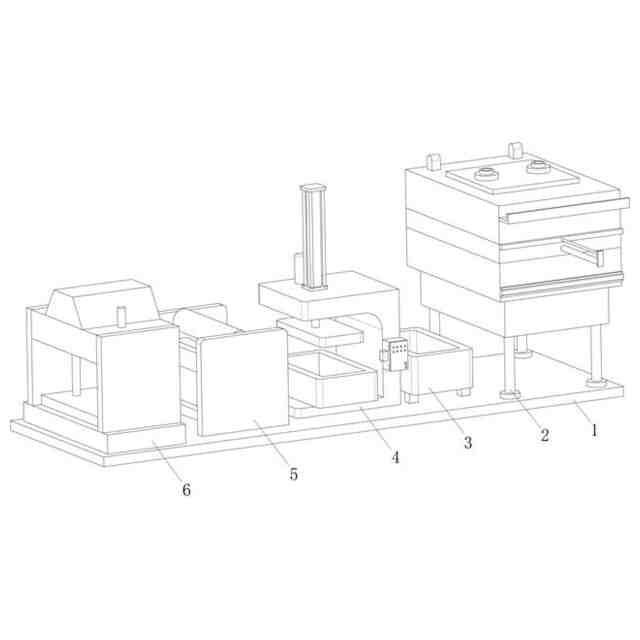
【解決手段】床1、混合繊維フェルト製造機2、開放型オイル加熱金型3、油圧プレス4、片面ローラー接着剤塗布機5、コールドプレス6、下型、油圧シリンダー、上型、制御ボックス、放熱機構及び潤滑機構を備え、前記床には、混合繊維フェルト製造機、開放型オイル加熱金型、油圧プレス、片面ローラー接着剤塗布機、コールドプレスが設けられ、前記油圧プレスには、下型、油圧シリンダーが設けられ、前記油圧シリンダーの伸縮端は、油圧プレスにスライド可能に接続され、前記油圧シリンダーの伸縮端には、上型が固定的に接続される。本発明は、コールドプレス上の制御ボックスを速く放熱させる機能を持ち、コールドプレス上の油圧シリンダーを潤滑できる特徴を有する、天然繊維充填材料を製造するための装置。
【選択図】図1
特許請求の範囲
【請求項1】
床、混合繊維フェルト製造機、開放型オイル加熱金型、油圧プレス、片面ローラー接着剤塗布機、コールドプレス、下型、油圧シリンダー、上型、制御ボックス、放熱機構及び潤滑機構を備える、天然繊維充填材料を製造するための装置であって、
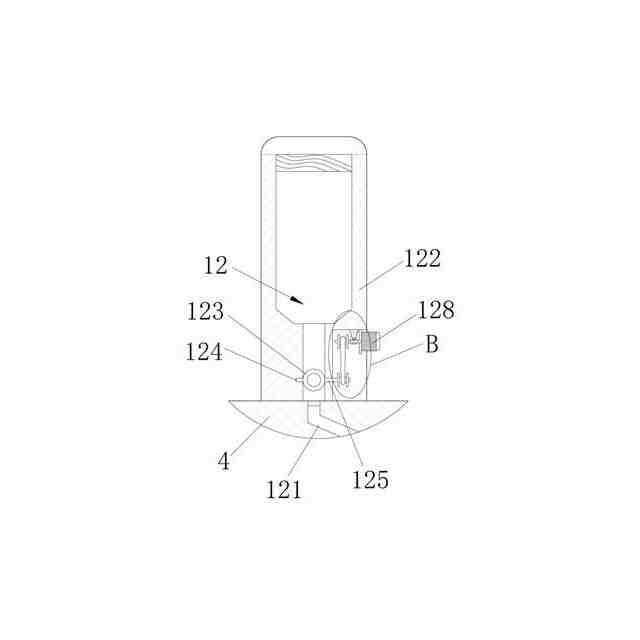
前記床には、混合繊維フェルト製造機、開放型オイル加熱金型、油圧プレス、片面ローラー接着剤塗布機、コールドプレスが設けられ、前記油圧プレスには、下型、油圧シリンダーが設けられ、前記油圧シリンダーの伸縮端は、油圧プレスにスライド可能に接続され、前記油圧シリンダーの伸縮端には、上型が固定的に接続され、前記油圧プレスには、制御ボックスが設けられ、前記制御ボックスには、放熱機構が設けられ、前記油圧プレスには、潤滑機構が設けられることを特徴とする、天然繊維充填材料を製造するための装置。
続きを表示(約 3,300 文字)
【請求項2】
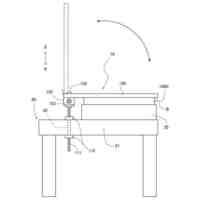
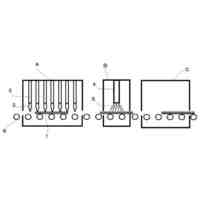
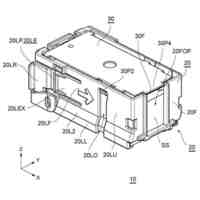
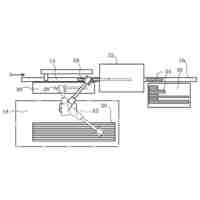
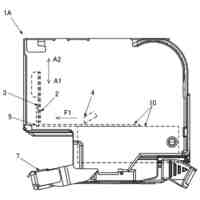
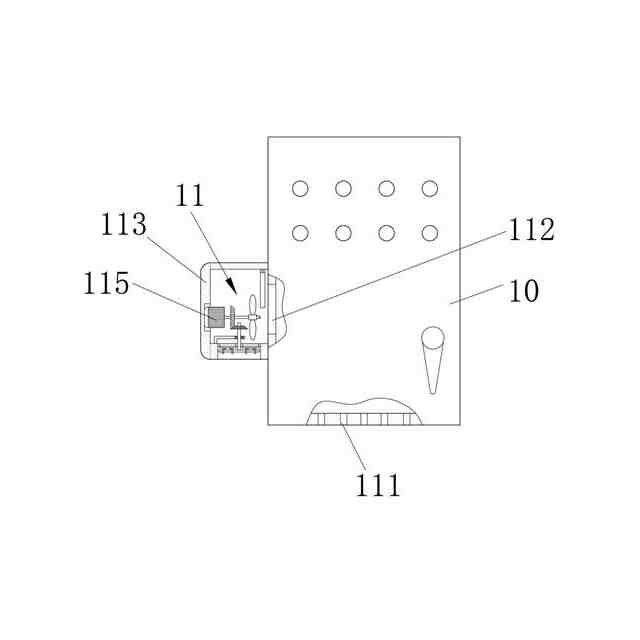
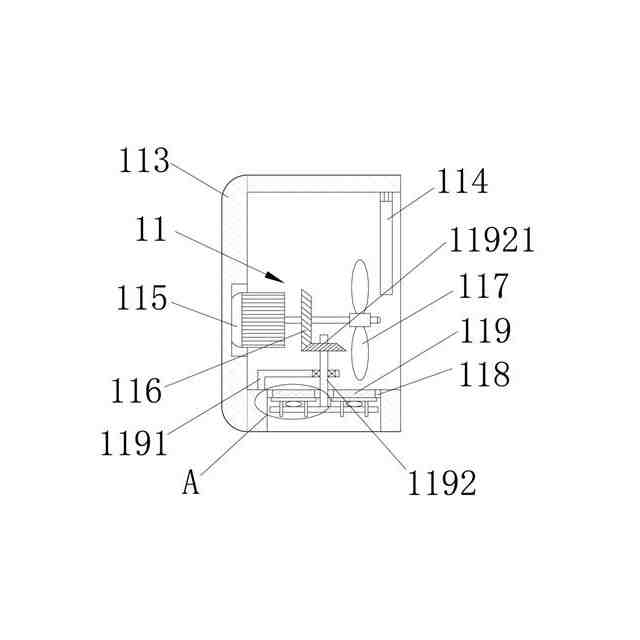
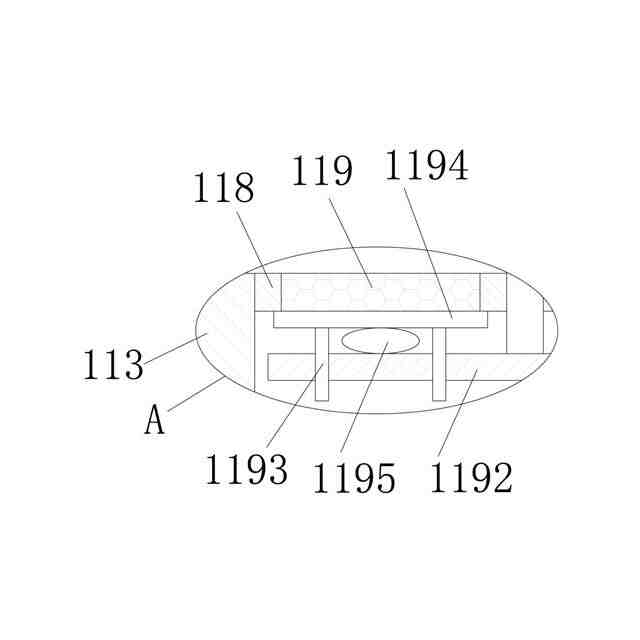
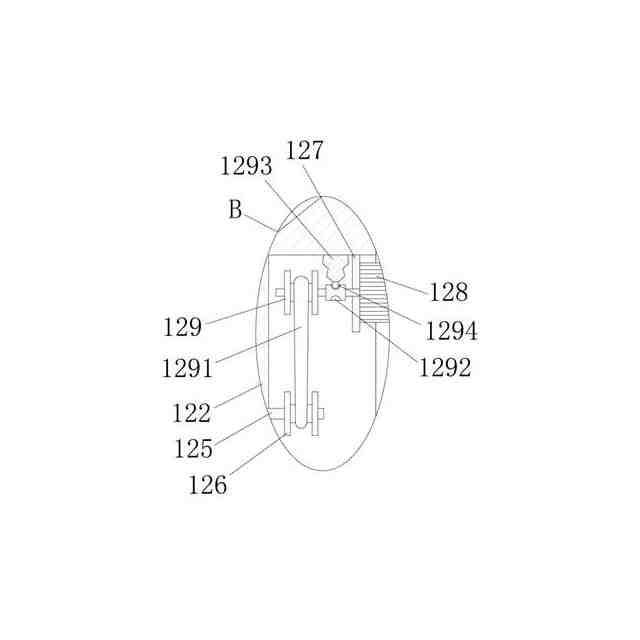
前記放熱機構は、通気孔、吸気穴、取り付けシェル、半導体冷却シート、第1モーター、第1ベベルギア、ファンブレード、取り付け盤、フィルタスクリーン、取り付けロッド、回転軸、第2ベベルギア(11921)、トッププレート、スクレーパーブレード及び弾性エアバッグを含み、前記制御ボックス内に通気、吸気が開設され、前記制御ボックスの上に取り付けシェルが固定的に接続され、前記取り付けシェル内に半導体冷却シートが固定的に取り付けられ、前記半導体冷却シートは、コールドエンドが取り付けシェルの内部に位置し、ホットエンドが取り付けシェルの外部に位置し、前記取り付けシェル内に第1モーターが固定的に取り付けられ、前記第1モーターの出力端の外側に第1ベベルギアが固定的に嵌合され、前記第1モーターの出力端にファンブレードが固定的に接続され、前記取り付けシェル内に取り付け盤が固定的に取り付けられ、前記取り付け盤内にフィルタスクリーンが固定的に接続され、前記取り付けシェル内に取り付けロッドが固定的に取り付けられ、前記取り付けロッド内には、ベアリングを介して回転軸が取り付けられ、前記回転軸は、前記取り付け盤に回転可能に接続され、前記回転軸内にトッププレートがスライド可能に接続され、前記トッププレートにスクレーパーブレードが固定的に接続され、前記スクレーパーブレードは、フィルタスクリーン、取り付け盤にスライド可能に接続されることを特徴とする、請求項1に記載の天然繊維充填材料を製造するための装置。
【請求項3】
前記回転軸の外側には、第2ベベルギア(11921)が固定的に嵌合され、前記第2ベベルギア(11921)は、第1ベベルギアと噛み合うことを特徴とする、請求項2に記載の天然繊維充填材料を製造するための装置。
【請求項4】
前記スクレーパーブレードには、弾性エアバッグが接着され、前記弾性エアバッグの他端は、回転軸に接着されることを特徴とする、請求項2に記載の天然繊維充填材料を製造するための装置。
【請求項5】
前記ファンブレードは、複数設けられ、複数の前記ファンブレードは、第1モーターの出力端に環状アレイに配列されることを特徴とする、請求項2に記載の天然繊維充填材料を製造するための装置。
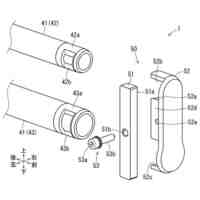
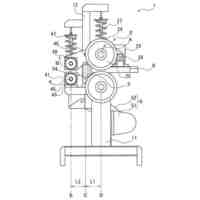
【請求項6】
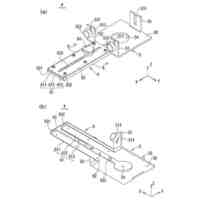
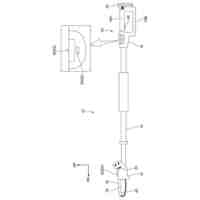
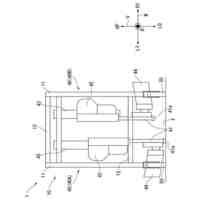
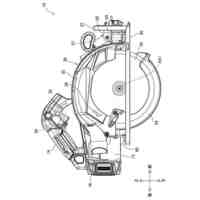
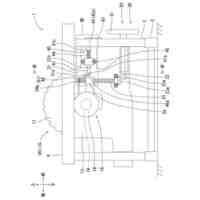
前記潤滑機構は、ガイドチューブ、オイル貯蔵シリンダー、シールボール、支持軸、回転端、第1プーリ、取付板、第2モーター、第2プーリ、ベルト、係止穴、弾性ブロック及び係止ボールを含み、前記油圧プレス内にガイドチューブが固定的に接続され、前記油圧プレスの上にオイル貯蔵シリンダーが固定的に接続され、前記オイル貯蔵シリンダー内にシールボールが回転可能に接続され、前記シールボールに支持軸が固定的に接続され、前記支持軸は、前記オイル貯蔵シリンダーに回転可能に接続され、前記シールボールに回転端が固定的に接続され、前記回転端は、オイル貯蔵シリンダーに回転可能に接続され、前記回転端の外側に第1プーリが固定的に嵌合され、前記オイル貯蔵シリンダー内に取付板が固定的に接続され、前記取付板に第2モーターが固定的に取り付けられ、前記第2モーターの出力軸は、取付板に回転可能に接続され、前記第2モーターの出力軸の外側にプーリ2が固定的に嵌合され、前記第2プーリと前記第1プーリに共同でベルトが設けられ、前記第2モーターの出力軸内に係止穴が開設され、前記オイル貯蔵シリンダー内に弾性ブロックが接着され、前記弾性ブロック内に係止ボール接着され、前記係止ボールは、係止穴にスライド可能に接続されることを特徴とする、請求項1に記載の天然繊維充填材料を製造するための装置。
【請求項7】
前記係止穴は、複数設けられ、複数の前記係止穴は、第2モーターの出力軸に環状アレイに配列されることを特徴とする、請求項6に記載の天然繊維充填材料を製造するための装置。
【請求項8】
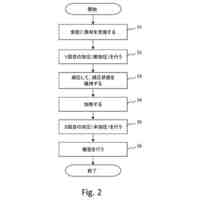
請求項1-7のいずれか1項に記載の天然繊維充填材料を製造するための装置の使用方法では、具体的には、
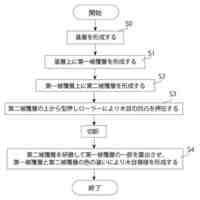
木繊維、麻繊維及びポリプロピレン繊維をフィラメント状に作るステップであって、木繊維、麻繊維、ポリプロピレン繊維の質量比が(1-3):(3-5):(3-5)であり、混合繊維フェルト製造機により、上記の得られたフィラメント状繊維に対して開繊、予備混合、混合及び分離、カーディング、交差、ラッピング、プレニードリング、メインニードリング及び切断を行って混合繊維フェルトに織り込み、混合繊維フェルトを開放型オイル加熱金型に入れ、200-240℃の温度の開放型オイル加熱金型で1-2分間加熱するステップ1と、
次に柔らかい混合繊維フェルトを取り出して下型に入れ、油圧プレスに20-25Mpaの圧力をかけて、混合繊維フェルトを金型内に2-3分間保持し、成形された天然繊維基板を取り出すステップ2と、
このプロセスでは、制御ボックスを設けることにより、油圧シリンダーを制御して使用することができ、制御ボックス内の電子素子が正常な温度で動作できることを確保するために、半導体冷却シートを起動して空気を冷却することができ、第1モーターを起動して出力端を駆動して回転させ、それによってファンブレードを駆動して回転させ、空気を吹き付けて冷気の急速な流通を加速し、制御ボックスに対する放熱効果を高め、フィルタスクリーンにより、空気中の塵埃を濾過することができ、第1モーターは、出力端を駆動して回転させるときに、第1ベベルギアを駆動して回転させることができ、噛み合い関係により、第1ベベルギアは、力を受けて第2ベベルギア(11921)を駆動して回転させ、それによって回転軸を駆動して回転させ、これにより、トッププレートは、スクレーパーブレードを駆動してフィルタスクリーンの表面に沿ってスライドさせ、フィルタスクリーンに付着した塵埃をクリーニングし、フィルタスクリーンの目詰まり問題を回避し、かつ長期間の使用によりスクレーパーブレードが摩耗して薄くなった後、弾性エアバッグの変形により、スクレーパーブレードを押してフィルタースクリーンに接触させ、スクレーパーブレードのクリーニング効果を確保することができるステップ3と、
第2モーターを起動して出力軸を駆動して回転させ、それによって第2プーリを駆動して回転させ、さらにベルトを駆動して伝動させ、最後に第1プーリを駆動して回転させ、第1プーリは、力を受けて回転端を駆動して回転させ、それによってシールボールを駆動して撓ませ、これにより、シールボール内に開設された貫通孔が回転し、それによってオイル貯蔵シリンダーが流動状態となり、このプロセスでは、係止穴は、力を受けて係止ボールを押し出し、係止ボールは、力を受けて弾性ブロックを押して変形させ、最後に係止ボールは、係止穴から脱離し、力の作用により、係止ボールは、第2モーターの出力軸の表面に沿ってスライドし、係止ボールが次の係止穴に滑り込むと、弾性ブロックは、変形を復元して係止ボールを係止穴に押し込み、第2モーターの出力軸を制限し、それによってシールボールの回転位置を正確に制御し、最後に、潤滑油は、ガイドチューブを通って油圧プレスに流入し、潤滑油は、油圧シリンダーの伸縮端に接触し、油圧シリンダーを潤滑するステップ4と、
次に、天然繊維基板を開放型オイル加熱金型に再び入れ、柔らかい混合繊維フェルトを取り出して下型に入れ、油圧プレスに315-500Tの圧力をかけて、混合繊維フェルトを下型に8-10秒保持し、成形された天然繊維芯材を取り出し、2枚の板材に接着剤を後の使用のために片面ローラー接着剤塗布機で塗布し、芯材を2枚の板材の間に入れ、コールドプレスに入れて1-2分間プレスし、成形された天然繊維基板を取り出すステップ5とを含むことを特徴とする、請求項1-7のいずれか1項に記載の天然繊維充填材料を製造するための装置の使用方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板材の技術分野に属し、具体的には、天然繊維充填材料を製造するための装置及びそのプロセスに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
板材は、規格サイズに作られた平らな矩形の材料板であり、壁、天井又は床のコンポーネントとして建築業界に使用され、鍛造、圧延又は鋳造された金属板を指すことも多く、木製板材、家具用板材、建築用板材、エンジニアリング板材、木板材料も含むが、板材の製造には、天然繊維充填材料を製造するための装置が使用されることが多いことがよく知られている。
【0003】
しかし、天然繊維充填材料を製造するための既存の装置は、使用されるときに、依然として一定の欠陥がある。まず、天然繊維充填材料を製造するための既存の装置は、簡単に自然換気を利用して油圧プレス上の制御ボックスを放熱させるが多いが、自然換気の放熱効果が低いため、制御ボックスの放熱効率が低いという問題が発生する。
【0004】
次に、天然繊維充填材料を製造するための既存の装置は、油圧プレスを使用して混合繊維フェルトをプレス成形することが多く、シリンダーと伸縮ロッドとの間の材料摩擦などの影響により、長期間使用すると油圧シリンダーの伸縮抵抗が大きいという問題がある。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、上記問題を解決するために、上記背景技術で述べた問題を解決するための天然繊維充填材料を製造するための装置及びそのプロセスを提供することを目的とする。
【課題を解決するための手段】
【0006】
上記技術的問題を解決するために、本発明は、次の技術的解決手段を提供する。
【0007】
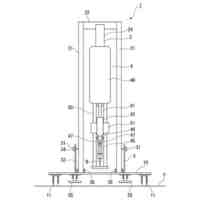
天然繊維充填材料を製造するための装置は、床、混合繊維フェルト製造機、開放型オイル加熱金型、油圧プレス、片面ローラー接着剤塗布機、コールドプレス、下型、油圧シリンダー、上型、制御ボックス、放熱機構及び潤滑機構を備え、前記床には、混合繊維フェルト製造機、開放型オイル加熱金型、油圧プレス、片面ローラー接着剤塗布機、コールドプレスが設けられ、前記油圧プレスには、下型、油圧シリンダーが設けられ、前記油圧シリンダーの伸縮端は、油圧プレスにスライド可能に接続され、前記油圧シリンダーの伸縮端には、上型が固定的に接続され、前記油圧プレスには、制御ボックスが設けられ、制御ボックスには、放熱機構が設けられ、前記油圧プレスには、潤滑機構が設けられる。
【0008】
好ましくは、前記放熱機構は、通気孔、吸気穴、取り付けシェル、半導体冷却シート、第1モーター、第1ベベルギア、ファンブレード、取り付け盤、フィルタスクリーン、取り付けロッド、回転軸、第2ベベルギア、トッププレート、ススクレーパーブレード及び弾性エアバッグを含み、前記制御ボックス内に通気孔、吸気穴が開設され、前記制御ボックスの上に取り付けシェルが固定的に接続され、前記取り付けシェル内に半導体冷却シートが固定的に取り付けられ、前記半導体冷却シートは、コールドエンドが取り付けシェルの内部に位置し、ホットエンドが取り付けシェルの外部に位置し、前記取り付けシェル内に第1モーターが固定的に取り付けられ、前記第1モーターの出力端の外側に第1ベベルギアが固定的に嵌合され、前記第1モーターの出力端にファンブレードが固定的に接続され、前記取り付けシェル内に取り付け盤が固定的に取り付けられ、前記取り付け盤内にフィルタスクリーンが固定的に接続され、前記取り付けシェル内に取り付けロッドが固定的に取り付けられ、前記取り付けロッド内には、ベアリングを介して回転軸が取り付けられ、前記回転軸は、前記取り付け盤に回転可能に接続され、前記回転軸内にトッププレートがスライド可能に接続され、前記トッププレートにスクレーパーブレードが固定的に接続され、前記スクレーパーブレードは、フィルタスクリーン、取り付け盤にスライド可能に接続され、半導体冷却シートを設けることにより、空気を冷却することができ、第1モーターを起動して出力端を駆動して回転させ、それによってファンブレードを駆動して回転させ、空気を吹き付けて、冷気の急速な流通を加速し、制御ボックスに対する放熱効果を高め、フィルタスクリーンにより、空気中の塵埃を濾過することができ、第1モーターは、出力端を駆動して回転させると、第1ベベルギアを駆動して回転させることができ、噛み合い関係により、第1ベベルギアは、力を受けて第2ベベルギアを駆動して回転させ、それによって回転軸を駆動して回転させ、これにより、トッププレートは、スクレーパーブレードを駆動してフィルタスクリーンの表面に沿ってスライドさせ、フィルタスクリーンに付着した塵埃をクリーニングし、フィルタスクリーンの目詰まり問題を回避し、かつ長期間の使用によりスクレーパーブレードが摩耗して薄くなった後、弾性エアバッグの変形により、スクレーパーブレードを押してフィルタースクリーンに接触させて、スクレーパーブレードのクリーニング効果を確保することができる。
【0009】
好ましくは、前記回転軸の外側には、第2ベベルギアが固定的に嵌合され、前記第2ベベルギアは、第1ベベルギアと噛み合い、噛み合い関係により、第1ベベルギアは、力を受けて回転するときに、第2ベベルギアを駆動して回転させることができる。
【0010】
好ましくは、前記スクレーパブレードには、弾性エアバッグが接着され、前記弾性エアバッグの他端は、回転軸に接着され、弾性エアバッグを設けることにより、スクレーパブレードを接続して使用することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
薪割り台
7か月前
個人
わら縄針金造形木
9か月前
個人
木材精密加工用ジグ
3か月前
個人
貼付装置及び貼付方法
2か月前
株式会社日本設計
耐火木材
9か月前
株式会社日本設計
耐火木材
9か月前
丸大株式会社
竹粉製造装置
4か月前
アイカ工業株式会社
化粧板の製造方法
9か月前
個人
跳ね上げ式ガイドクランプ
2か月前
株式会社岡田金属工業所
ブレード
2か月前
株式会社ノダ
木削薄片板および床材
9か月前
株式会社ノダ
木削薄片板および床材
6か月前
NKE株式会社
トリマー治具
2か月前
工機ホールディングス株式会社
作業機
10か月前
宮川工機株式会社
プレカット加工装置
7か月前
工機ホールディングス株式会社
作業機
6か月前
舛元木工株式会社
フレーム材の端部処理方法
8か月前
大建工業株式会社
焼杉風化粧板とその製造方法
4か月前
三和合板株式会社
化粧板の製造装置
7か月前
旭興進株式会社
人工木材及びその製造方法
9か月前
トヨタ自動車株式会社
木粉の熱圧縮成形方法
6か月前
株式会社ノダ
不燃繊維板およびその製造方法
11か月前
清水建設株式会社
ビス打ち装置
3か月前
マックス株式会社
リフィル
7か月前
清水建設株式会社
自動ビス打ち機
3か月前
株式会社大林組
木質板材の加工方法
5か月前
広平凱王圧密科技有限公司
圧密木強制焼入れ装置
10か月前
株式会社マキタ
卓上切断機
11か月前
デンカ株式会社
敷板
9か月前
トヨタエンジニアリング有限会社
竹割機
1か月前
広平凱王圧密科技有限公司
高周波に基づく定尺圧密板
10か月前
株式会社トーアエンジニアリング
プレカット加工方法
10か月前
トヨタエンジニアリング有限会社
竹割機
1か月前
マックス株式会社
ステープラ
7か月前
株式会社マキタ
携帯用切断機
24日前
株式会社マキタ
テーブルソー
9か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ