TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025047655
公報種別
公開特許公報(A)
公開日
2025-04-03
出願番号
2023156278
出願日
2023-09-21
発明の名称
木質系ボード部材の製造方法
出願人
トヨタ紡織株式会社
代理人
弁理士法人暁合同特許事務所
主分類
B27N
3/04 20060101AFI20250326BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】白化が起こり難い木質系ボード部材の製造方法を提供する。
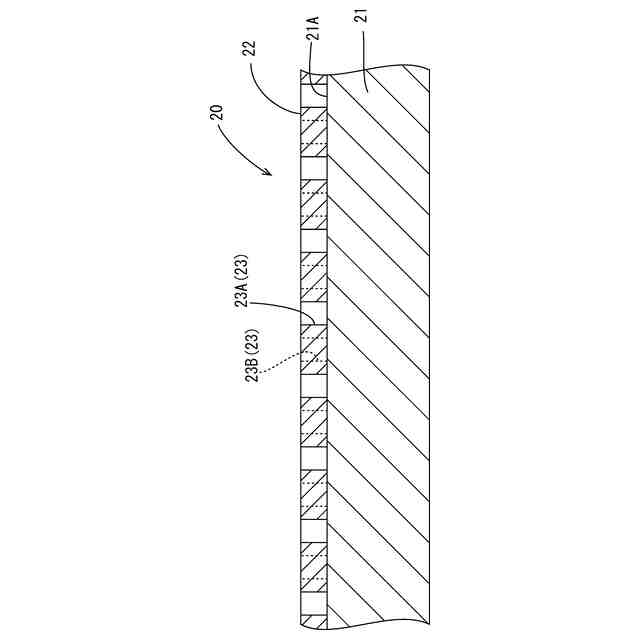
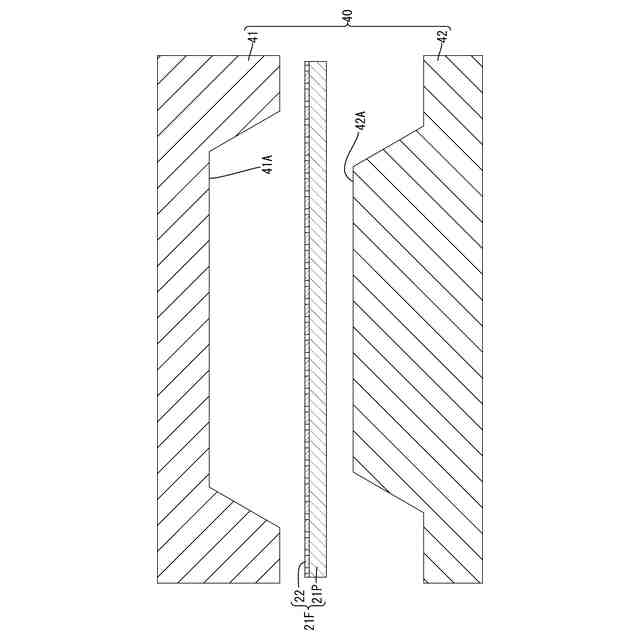
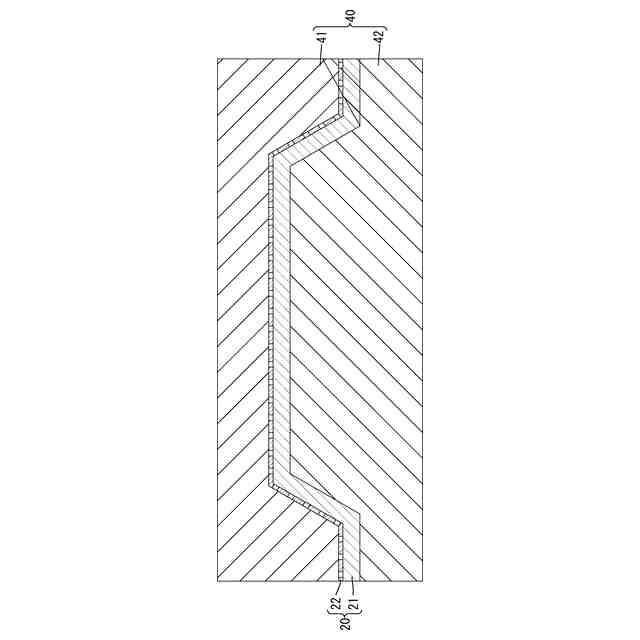
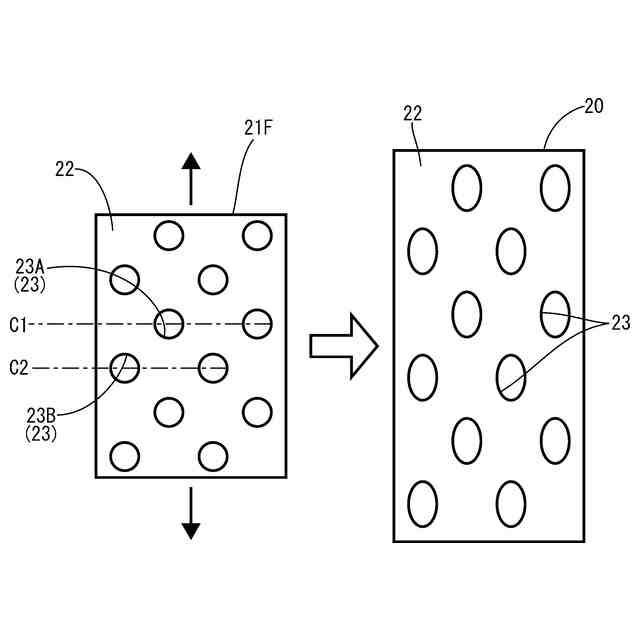
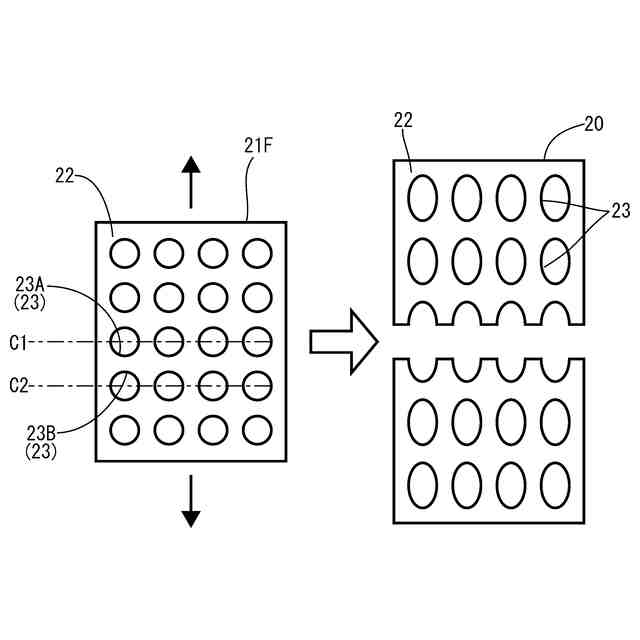
【解決手段】木質材料を含む基材21と、前記基材21の少なくとも一方の面を被覆する防水性を有する防水フィルム22と、を備える木質系ボード部材20の製造方法であって、前記基材21と前記防水フィルム22とが積層された積層体を加熱プレスする加熱プレス成形工程を含み、前記防水フィルム22は、その表裏を貫通する複数の孔部23を有し、前記加熱プレス成形工程前の前記防水フィルム22の複数の前記孔部23の直径は0.2~2.5mmの範囲内とされている。
【選択図】図10
特許請求の範囲
【請求項1】
木質材料を含む基材と、
前記基材の少なくとも一方の面を被覆する防水性を有する防水フィルムと、を備える木質系ボード部材の製造方法であって、
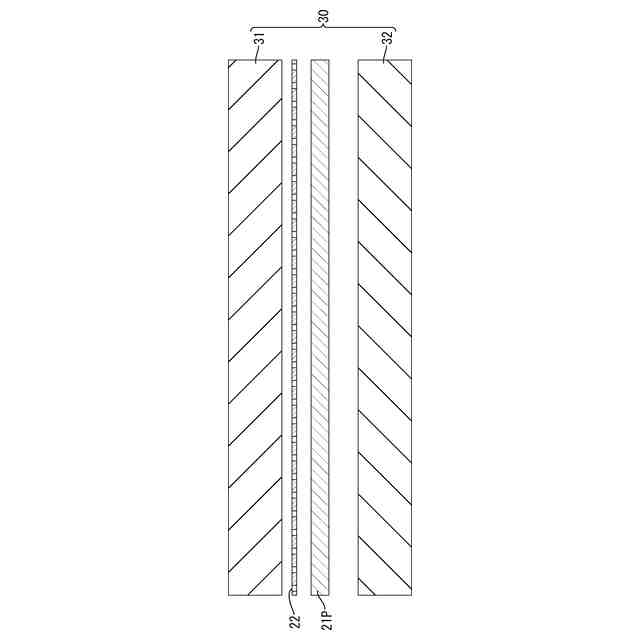
前記基材と前記防水フィルムとが積層された積層体を加熱プレスする加熱プレス成形工程を含み、
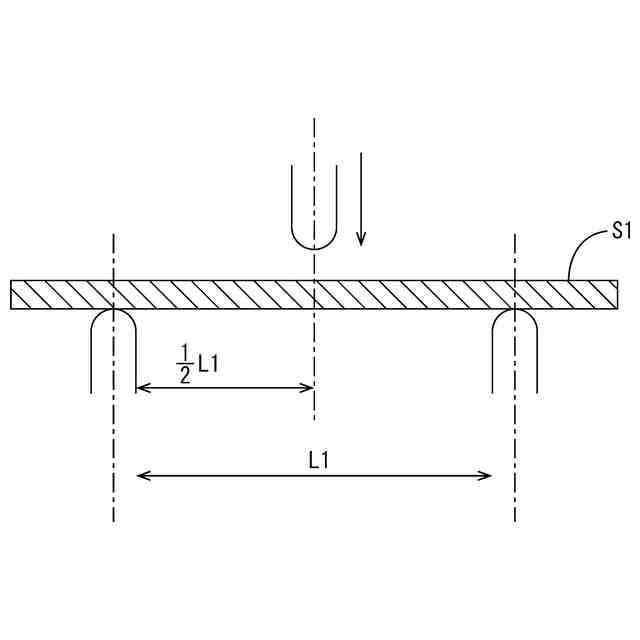
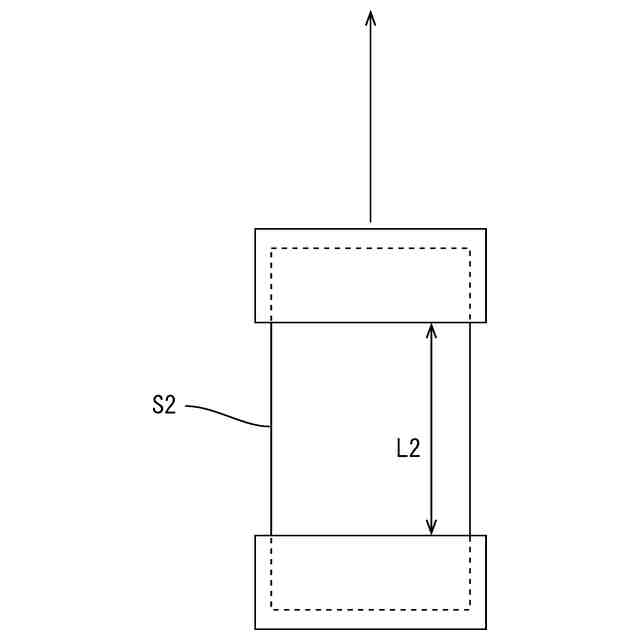
前記防水フィルムは、その表裏を貫通する複数の孔部を有し、
前記加熱プレス成形工程前の前記防水フィルムの複数の前記孔部の直径は0.2~2.5mmの範囲内とされている、木質系ボード部材の製造方法。
続きを表示(約 150 文字)
【請求項2】
複数の前記孔部は、直線状に並ぶ第1列と、前記第1列と隣り合って前記第1列と平行に並ぶ第2列とを構成しており、
複数の前記孔部のうち前記第1列を構成する第1孔部と前記第2列を構成する第2孔部とは、行方向において互い違いに配置されている請求項1に記載の木質系ボード部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書に開示される技術は、木質系ボード部材の製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
従来、木質系ボード部材として、例えば、下記特許文献1に記載のものが知られている。特許文献1には、片面または両面が防湿シートにより被覆された木質ボードが記載されている。木質系のボードは、水濡れ等により強度が低下したり、臭いが発生する虞があるため、防水性を図るべく、表面にこのような防水層が設けられる。
【先行技術文献】
【特許文献】
【0003】
特開平11-227112号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで近年、木質系ボードの基材そのものの素材感や風合いを意匠として利用する場合があり、そのような場合には、基材を被覆する層として透明な層が使用される。
【0005】
しかし、基材の表面を防水性を有する透明な層で被覆した場合、基材を加熱成形する際に木質材中から発生した水蒸気等のガスが基材と透明防水層との間に入り込み、完成したボード部材に白化が発生するという問題がある。つまり、外観が低下し、製品として使用することが困難になる。
【0006】
本明細書に開示される技術は上記のような事情に基づいて完成されたものであって、白化が起こり難い木質系ボード部材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために完成された本明細書に開示される技術は、木質材料を含む基材と、前記基材の少なくとも一方の面を被覆する防水性を有する防水フィルムと、を備える木質系ボード部材の製造方法であって、前記基材と前記防水フィルムとが積層された積層体を加熱プレスする加熱プレス成形工程を含み、前記防水フィルムは、その表裏を貫通する複数の孔部を有し、前記加熱プレス成形工程前の前記防水フィルムの複数の前記孔部の直径は0.2~2.5mmの範囲内とされている。
【0008】
上記製造方法によれば、木質系ボード部材を加熱プレス成形工程を含んで製造する場合であっても、加熱時に木質材料から発生する水蒸気等のガスが防水フィルムに設けられた孔部から逃げ易いから、基材と防水フィルムとの間にガスが溜まって木質系ボード部材に白化が発生することが抑制される。
【0009】
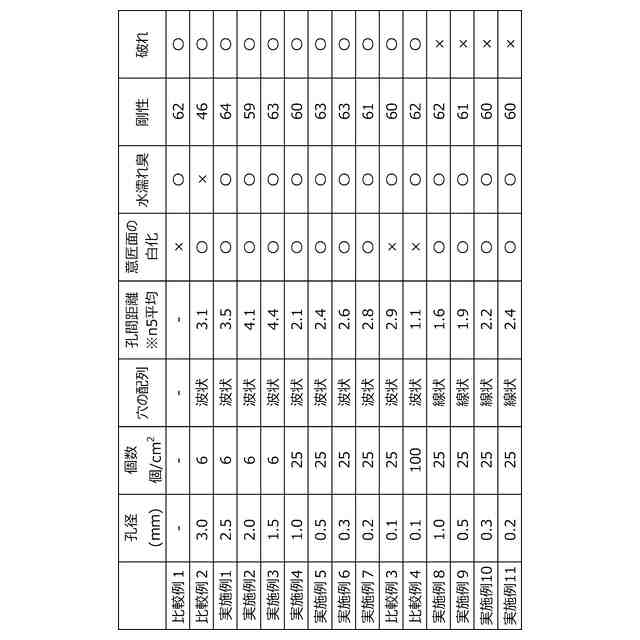
また、孔部の直径が0.2mm未満であると、加熱プレス成形工程時に孔部が潰れ易く、白化が生じ易くなる。孔部の直径が2.5mmより大きくなると、完成した木質系ボード部材の防水性が低下し、水濡れ臭が発生したり強度が低下し易くなる。
【0010】
複数の前記孔部は、直線状に並ぶ第1列と、前記第1列と隣り合って前記第1列と平行に並ぶ第2列とを構成しており、複数の前記孔部のうち前記第1列を構成する第1孔部と前記第2列を構成する第2孔部とは、行方向において互い違いに配置されていてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ