TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024154365
公報種別
公開特許公報(A)
公開日
2024-10-30
出願番号
2024011800
出願日
2024-01-30
発明の名称
部品のローディング及びアンローディングを自動化する方法のためのフランジ付きテーパピン
出願人
ザ・ボーイング・カンパニー
代理人
個人
,
個人
,
個人
,
個人
主分類
B21D
37/14 20060101AFI20241023BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】本発明は、部品のローディング及びアンローディングを自動化する方法のためのフランジ付きテーパピンを提供する。
【解決手段】部品を成形するための成形型が開示される。成形型は、成形される部品の下側面を下側成形型に固定する取り外し可能な固定ピンの下側部分を受け入れるための下側ピン受け開口部を備える下側成形型部分と、成形される部品の上側面を上側成形型部分に固定する取り外し可能な固定ピンの上側を受け入れるための上側ピン受け開口部を備える、下側成形型部分の上方に位置決め可能な上側成形型部分とを含む。
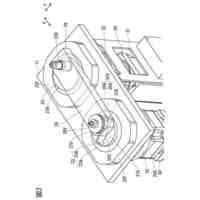
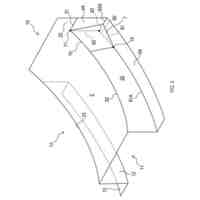
【選択図】図1
特許請求の範囲
【請求項1】
部品(204)を成形するための成形型(1114)であって、前記成形型(1114)が、
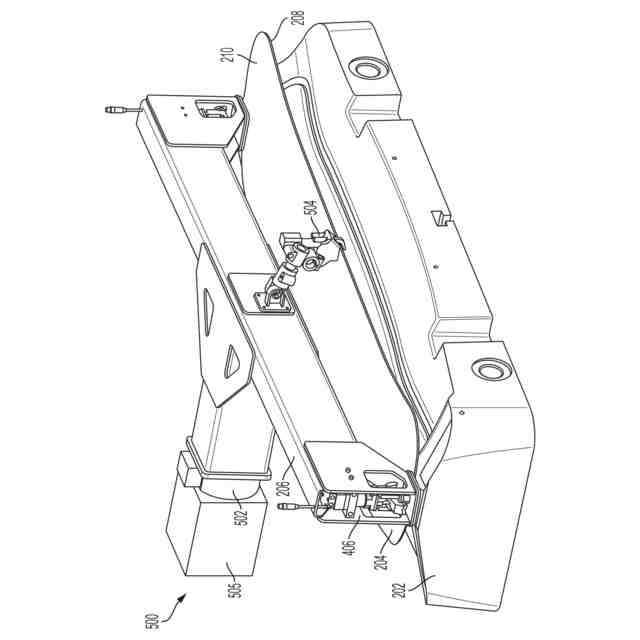
成形される部品(204)の下側面(208)を下側成形型部分(202)に固定する取り外し可能な固定ピン(402)の下側部分(608a)を受け入れるための下側ピン受け開口部(606a)を備える前記下側成形型部分(202)と、
前記成形される部品(204)の上側面(210)を上側成形型部分(1116)に固定する前記取り外し可能な固定ピン(402)の上側部分(612a)を受け入れるための上側ピン受け開口部(1002a、1002b)を備える、前記下側成形型部分(202)の上方に位置決め可能な前記上側成形型部分(1116)と
を備える、成形型(1114)。
続きを表示(約 1,700 文字)
【請求項2】
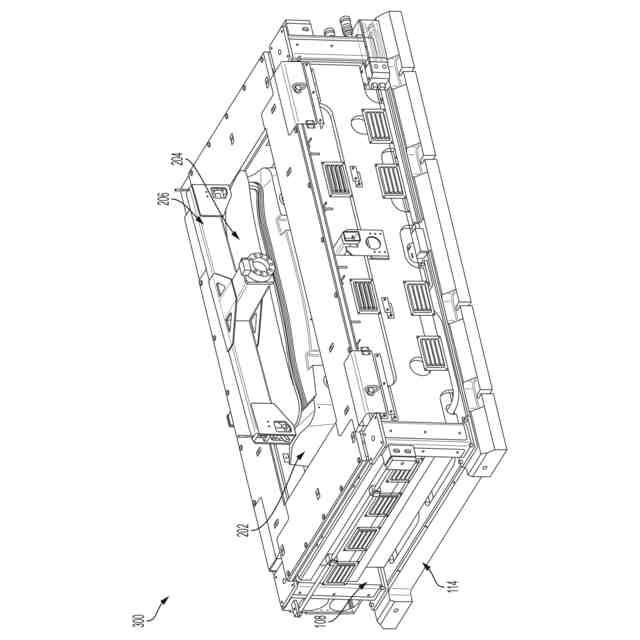
前記下側成形型部分(202)が下側ホットボックス部分(106)内に収容され、前記下側ホットボックス部分(106)が、下側ハウジング(120)と、前記下側ハウジング(120)内に受け入れられ、前記下側成形型部分(202)を支持する下側加熱プラテン(1104)と、前記成形される部品(204)の前記下側面(208)を前記下側ハウジング(120)及び前記下側加熱プラテン(1104)に固定する前記取り外し可能な固定ピン(402)の前記下側部分(608a)を受け入れるための下側ホットボックス部分ピン受け開口部(610a)とを備える、請求項1に記載の成形型。
【請求項3】
前記上側成形型部分(1116)が前記下側ホットボックス部分(106)の上方に位置決め可能な上側ホットボックス部分(108)内に収容され、前記上側ホットボックス部分(108)が、上側ハウジング(122)と、前記上側ハウジング(122)内に受け入れられ、前記上側成形型部分(1116)を支持する上側加熱プラテン(1110)と、前記成形される部品(204)の上側面(210)を前記上側ハウジング(122)及び前記上側加熱プラテン(1110)に固定する前記取り外し可能な固定ピン(402)の前記上側部分(612a)を受け入れるための上側ホットボックス部分ピン受け開口部(1004a、1004b)とを備える、請求項2に記載の成形型。
【請求項4】
前記取り外し可能な固定ピン(402)を更に備える、請求項1に記載の成形型。
【請求項5】
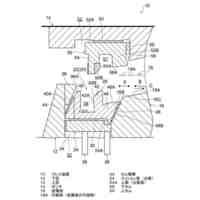
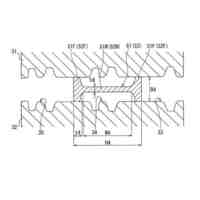
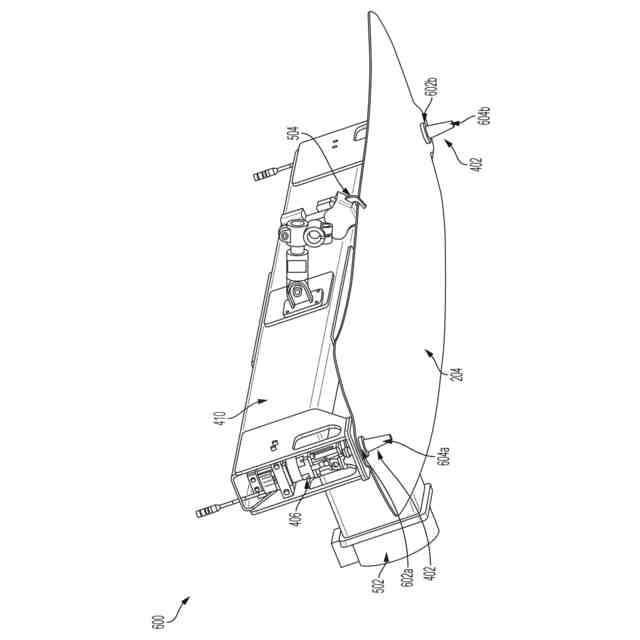
前記取り外し可能な固定ピン(402)の前記下側部分(608a)が、前記部品(402)の取り外し及び位置決めを行うために、相互にテーパが付けられた前記下側ピン受け開口部(606a)に隙間嵌めされるテーパ面(604a、604b)を備える、請求項1に記載の成形型。
【請求項6】
前記取り外し可能な固定ピンの前記上側部分が、前記部品(204)が載る棚部を備え、前記部品(204)の持ち上げを可能にし、前記下側ピン受け開口部(606a)の上面を接続するフランジ(602a、602b)を備える、請求項1に記載の成形型。
【請求項7】
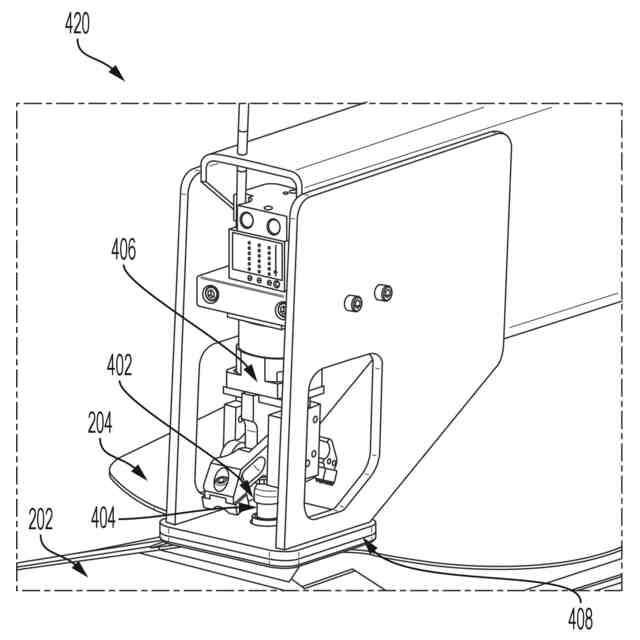
前記取り外し可能な固定ピン(402)の前記上側部分(612a)が、前記取り外し可能な固定ピン(402)を把持することを可能にする凹状の隆起部(404)を備える、請求項6に記載の成形型。
【請求項8】
前記下側成形型部分(1118)とエンドエフェクタ(410)からのグリッパ(504)との間に断熱層を提供するサーマルパッド(408)を更に備える、請求項1に記載の成形型。
【請求項9】
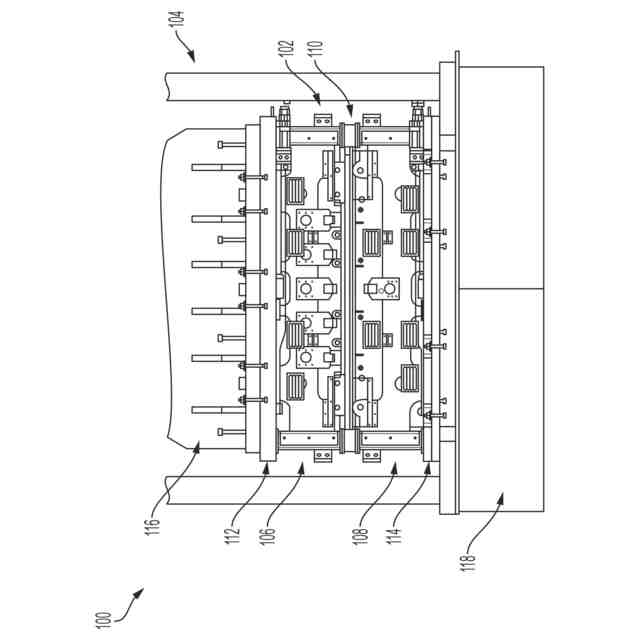
前記下側ホットボックス部分(106)及び前記上側ホットボックス部分(108)が、プレスアセンブリ(104)から取り外し可能である、請求項3に記載の成形型。
【請求項10】
部品(204)を熱間成形するためのホットボックス(102)であって、前記ホットボックス(102)が、
下側ハウジング(120)と、前記下側ハウジング内に受け入れられ、下側成形型部分(1118)を支持する下側加熱プラテン(1104)と、成形される部品の下側面を前記下側ハウジング及び前記下側加熱プラテン(1104)に固定する取り外し可能な固定ピン(402)の下側部分を受け入れるための下側ピン受け開口部とを備える下側ホットボックス部分(106)と、
前記下側ホットボックス部分(106)の上方に位置決め可能な上側ホットボックス部分(108)であって、上側ハウジング(122)と、前記上側ハウジング内に受け入れられ、上側成形型部分(1116)を支持する上側加熱プラテン(1010)と、前記成形される部品(204)の上側面を前記上側ハウジング(122)及び前記上側加熱プラテン(1010)に固定する前記取り外し可能な固定ピン(402)の上側部分(612a)を受け入れるための上側ピン受け開口部(1002a、1002b)とを備える上側ホットボックス部分(108)と
を備える、ホットボックス(102)。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本出願は、部品のローディング及びアンローディングを自動化する方法のためのフランジ付きテーパピンに関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
熱間成形プレスなど、従来のプレスは費用がかかる。例えば、航空宇宙産業では、大きな部品を加工することが可能な熱間成形プレスは、250万米ドルを超えるコストがかかり、1000万米ドルものコストがかかる場合さえある。更に、従来の熱間成形プレスは、高価なメンテナンスを必要とし、予測不能なダウンタイムが発生するため、製造サイクル時間に悪影響を及ぼす。更に、熱間成形プレスが動作に失敗した場合、しばしば、失敗時にプレスによって加工されている部品を費用をかけて再加工する必要がある。最悪のシナリオとして、そのような部品は廃棄しなければならず、その結果、大幅な追加コストが生じる。
【0003】
通常、熱間成形工具の部分ローディングは手動で行われ、オペレータは熱保護機器/衣類を着用する必要がある。ローディング/アンローディング工程の間、オペレータは、1700°Fを超える可能性がある部品、工具、及びプレス構成要素と絶えず接触する必要がある。手動でローディングとアンローディングされた部品には、オペレータが異なるローディング及びアンローディングの方法を使用するため、部品の外形にばらつきが生じる可能性がある。自動化されたローディング及びアンローディングは、高温の構成要素との密接なやりとりを必要としないオペレータに対して、より安全な環境を提供することができる。
【発明の概要】
【課題を解決するための手段】
【0004】
本開示の実施例によれば、部品を成形するための成形型が開示される。成形型は、成形される部品の下側面を下側成形型部分に固定する取り外し可能な固定ピンの下側部分を受け入れるための下側ピン受け開口部を備える下側成形型部分と、成形される部品の上側面を上側成形型部分に固定する取り外し可能な固定ピンの上側部分を受け入れるための上側ピン受け開口部を備える、下側成形型部分の上方に位置決め可能な上側成形型部分とを備える。
【0005】
以下の形態のうちの1つ又は複数を含む様々な追加の形態が、部品を成形するための成形型に含まれ得る。下側成形型部分は、下側ホットボックス部分内に収容され、下側ホットボックス部分は、下側ハウジングと、下側ハウジング内に受け入れられ、下側成形型部分を支持する下側加熱プラテンと、成形される部品の下側面を下側ハウジング及び下側加熱プラテンに固定する取り外し可能な固定ピンの下側部分を受け入れるための下側ホットボックス部分ピン受け開口部とを備える。上側成形型部分は、下側ホットボックス部分の上方に位置決め可能な上側ホットボックス部分内に収容され、上側ホットボックス部分は、上側ハウジングと、上側ハウジング内に受け入れられ、上側成形型部分を支持する上側加熱プラテンと、成形される部品の上側面を上側ハウジング及び上側加熱プラテンに固定する取り外し可能な固定ピンの上側部分を受け入れるための上側ホットボックス部分ピン受け開口部とを備える。成形型は、取り外し可能な固定ピンを更に備える。取り外し可能な固定ピンの下側部分は、部品の取り外し及び位置決めを行うために、相互にテーパが付けられた下側ピン受け開口部に隙間嵌めされるテーパ面を備える。取り外し可能な固定ピンの上側部分は、部品が載る棚部を備え、部品の持ち上げを可能にし、しかも下側ピン受け開口部の上面を接続するフランジを備える。取り外し可能な固定ピンの上側部分は、取り外し可能な固定ピンを把持することを可能にする凹状の隆起部を備える。エンドエフェクタは、下側成形型部分とエンドエフェクタからのグリッパとの間に断熱層を提供するサーマルパッドを更に備える。下側ホットボックス部分及び上側ホットボックス部分は、プレスアセンブリから取り外し可能である。
【0006】
本開示の実施例によれば、部品を熱成形するためのホットボックスが開示される。ホットボックスは、下側ハウジングと、下側ハウジング内に受け入れられ、下側成形型部分を支持するように構成された下側加熱プラテンと、成形される部品の下側面を下側ハウジング及び下側加熱プラテンに固定する取り外し可能な固定ピンの下側部分を受け入れるための下側ピン受け入れ開口部とを備える下側ホットボックス部分と、下側ホットボックス部分の上方に位置決め可能な上側ホットボックス部分であって、上側ハウジングと、上側ハウジング内に受け入れられ、上側成形型部分を支持するように構成された上側加熱プラテンと、成形される部品の上側面を上側ハウジング及び上側加熱プラテンに固定する取り外し可能な固定ピンの上側部分を受け入れるための上側ピン受け開口部とを備える、上側ホットボックス部分とを備える。
【0007】
以下の形態のうちの1つ又は複数を含む部品を成形するために、様々な追加の形態をホットボックスに含めることができる。ホットボックスは、取り外し可能な固定ピンを更に備える。取り外し可能な固定ピンの下側部分は、部品の取り外し及び位置決めを行うために、相互にテーパが付けられた下側ピン受け開口部に隙間嵌めされるテーパ面を備える。取り外し可能な固定ピンの上側部分は、部品が載る棚部を備え、部品の持ち上げを可能にし、しかも下側ピン受け開口部の上面を接続するフランジを備える。取り外し可能な固定ピンの上側部分は、取り外し可能な固定ピンを把持することを可能にする凹状の隆起部を備える。エンドエフェクタは、下側成形型部分とエンドエフェクタからのグリッパとの間に断熱層を提供するサーマルパッドを更に備える。
【0008】
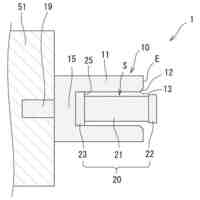
本開示の実施例によれば、システムが開示される。本システムは、エンドエフェクタと、部品をホットボックスの下側ホットボックス部分に固定する固定ピンを把持するエンドエフェクタに取り付けられたグリッパとを備え、固定ピンは、テーパ状の下側本体部分と、下側本体部分と上側本体部分との間に配置されたフランジと、グリッパが固定ピンを保持することを可能にするフランジの上方に配置された凹状の隆起部とを備える。いくつかの例では、システムは、部品ハンドリングロボット、ユーザ制御プラットフォーム、コンピュータ制御プラットフォーム、又は部品ハンドリングフレームを備える。
【0009】
本開示の実施例によれば、部品固定ピンが開示される。部品固定ピンは、テーパ状の下側本体部分と、上側本体部分と、下側本体部分と上側本体部分との間に配置されたフランジと、グリッパがホットボックス固定ピンを保持することを可能にするフランジの上方に配置された凹状の隆起部とを備える。
【0010】
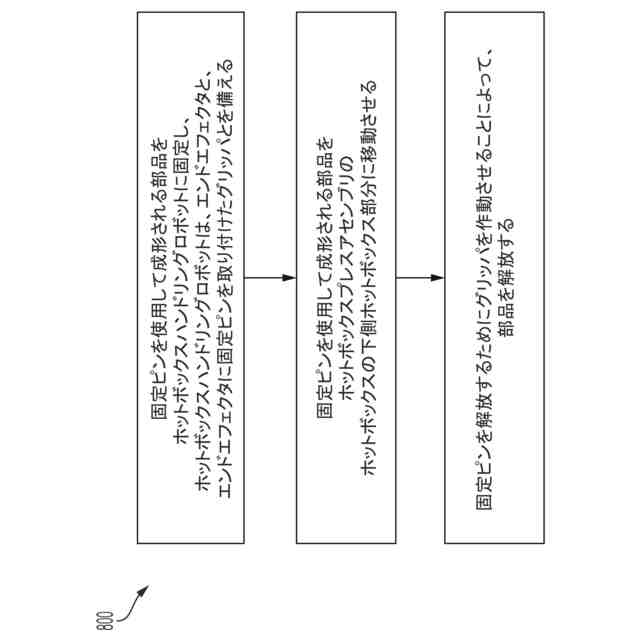
本開示の実施例によれば、ホットボックス又は超塑性成形(SPF)プレスアセンブリに成形される部品を固定する方法が開示される。本方法は、成形される部品を、エンドエフェクタと、エンドエフェクタに固定ピンが取り付けられたグリッパとを備えるプラットフォームに固定ピンを用いて固定するステップと、成形される部品を、固定ピンを使用してホットボックスプレスアセンブリ内のホットボックスの下側ホットボックス部分に移動させるステップと、固定ピンを解放するためにグリッパを作動させることによって、部品を解放するステップとを含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
1か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
日産自動車株式会社
逐次成形方法
12日前
株式会社三明製作所
転造装置
1か月前
株式会社カネミツ
筒張出部形成方法
26日前
株式会社吉野機械製作所
プレス機械
25日前
株式会社カネミツ
歯付円筒体形成方法
1か月前
東洋製罐株式会社
有底筒状体加工装置
4日前
東洋製罐株式会社
有底筒状体加工装置
2か月前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
株式会社IKS
滑り止め構造
11日前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
個人
日本刀の製造方法
1か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
3か月前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
株式会社TMEIC
板離れ防止システム
2か月前
金田工業株式会社
はすば歯車の製造方法
2か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
26日前
株式会社アマダ
安全確認画像の表示方法
1か月前
旭精機工業株式会社
工具移動装置及び線材成形機
2か月前
フタバ産業株式会社
パイプの製造方法
11日前
馳逸自動化科技(蘇州)有限公司
合金スタンピング装置
1か月前
有限会社後藤工業所
パイプ加工装置及びパイプ加工方法
2か月前
株式会社レゾナック
ヒートシンクの製造方法
2か月前
アグサメタル株式会社
螺旋コイルの製造装置及び製造方法
1か月前
東洋製罐株式会社
製缶装置
1か月前
石崎プレス工業株式会社
絞り加工装置
26日前
トヨタ自動車株式会社
プレス装置
2か月前
株式会社アマダ
板金加工方法及び板金加工用金型
2か月前
株式会社三五
打ち抜き加工方法
2か月前
フタバ産業株式会社
プレス成形品の製造方法
26日前
フタバ産業株式会社
プレス成形品の製造方法
4日前
JFEスチール株式会社
H形鋼の製造方法
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ