TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024153994
公報種別
公開特許公報(A)
公開日
2024-10-30
出願番号
2023067558
出願日
2023-04-18
発明の名称
H形鋼の形状予測方法、H形鋼の製造方法、圧延設備および形状予測モデルの生成方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
37/00 20060101AFI20241023BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
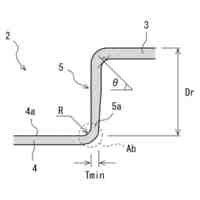
【課題】H形鋼のフランジ反り量を精度よく予測できるH形鋼の形状予測方法を提供する。
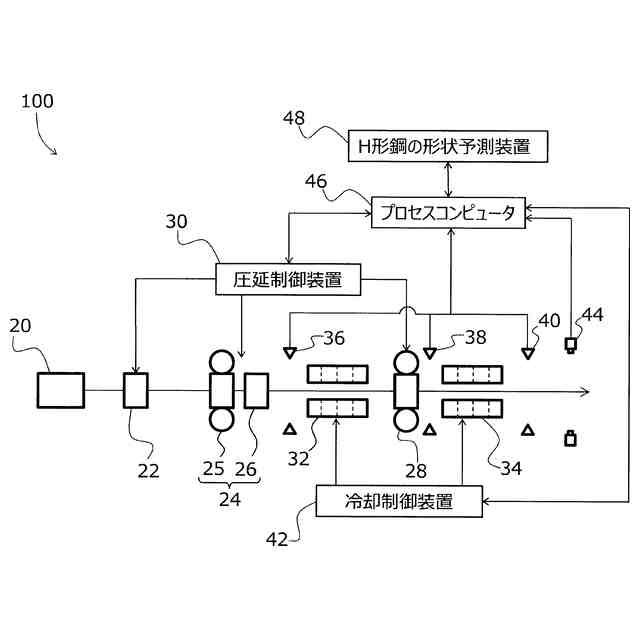
【解決手段】加熱された鋼片をH形鋼に熱間圧延する複数の圧延機と、H形鋼を冷却する冷却装置と、冷却後のH形鋼のフランジ反りを測定する形状計とを有する圧延設備で製造されるH形鋼のフランジ反り量を予測するH形鋼の形状予測方法であって、圧延機の圧延操業パラメータと、冷却装置の冷却操業パラメータと、H形鋼の属性パラメータとを含む入力データを形状予測モデルに入力し、フランジ反り量を出力させてフランジ反り量を予測する。
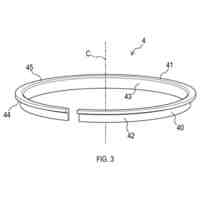
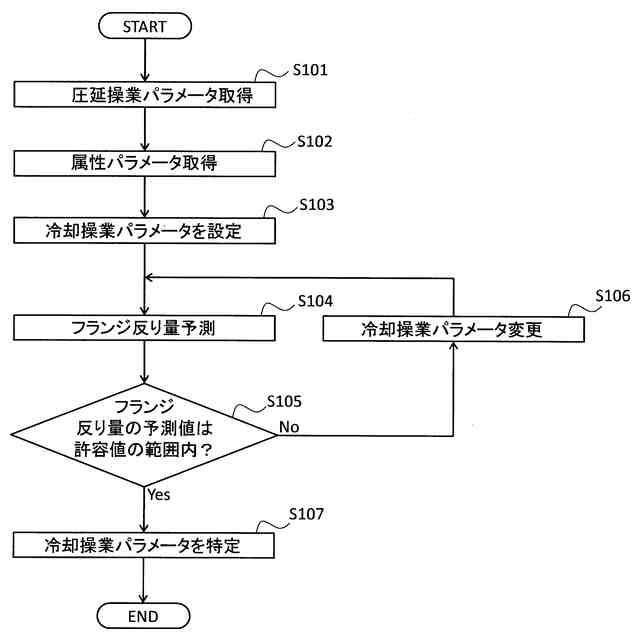
【選択図】図3
特許請求の範囲
【請求項1】
加熱された鋼片をH形鋼に熱間圧延する複数の圧延機と、前記H形鋼を冷却する冷却装置と、冷却後のH形鋼のフランジ反りを測定する形状計とを有する圧延設備で製造されるH形鋼のフランジ反り量を予測するH形鋼の形状予測方法であって、
前記圧延機の圧延操業パラメータと、前記冷却装置の冷却操業パラメータと、前記H形鋼の属性パラメータとを含む入力データを形状予測モデルに入力し、前記フランジ反り量を出力させて前記フランジ反り量を予測する、H形鋼の形状予測方法。
続きを表示(約 810 文字)
【請求項2】
請求項1に記載のH形鋼の形状予測方法を用いて予測されたフランジ反り量が、予め定められた許容値の範囲内になる前記冷却操業パラメータを特定し、
特定された冷却操業パラメータを含む製造条件でH形鋼を製造する、H形鋼の製造方法。
【請求項3】
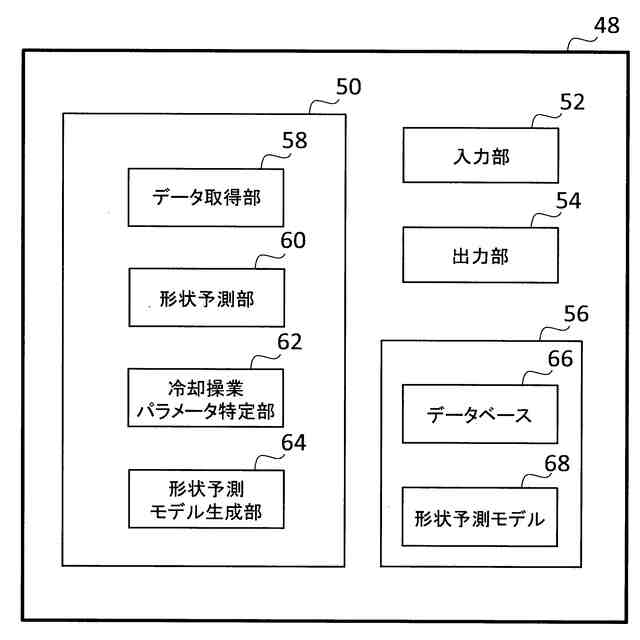
加熱された鋼片をH形鋼に熱間圧延する複数の圧延機と、前記H形鋼を冷却する冷却装置と、冷却後のH形鋼のフランジ反り量を測定する形状計と、前記フランジ反り量を予測するH形鋼の形状予測装置と、を有する圧延設備であって、
前記形状予測装置は、前記圧延機の圧延操業パラメータと、前記冷却装置の冷却操業パラメータと、前記H形鋼の属性パラメータとを含む入力データを形状予測モデルに入力し、前記フランジ反り量を出力する形状予測部を有する、圧延設備。
【請求項4】
加熱された鋼片をH形鋼に熱間圧延する複数の圧延機と、前記H形鋼を冷却する冷却装置と、冷却後のH形鋼のフランジ反りを測定する形状計とを有する圧延設備で製造されるH形鋼のフランジ反り量を予測する形状予測モデルの生成方法であって、
過去に製造されたH形鋼の前記圧延機の圧延操業パラメータの実績値と、前記冷却装置の冷却操業パラメータの実績値と、前記H形鋼の属性パラメータの実績値と、前記フランジ反り量の実績値とを1組とする複数のデータセットを教師データとして機械学習モデルを機械学習させ、
前記圧延操業パラメータと、前記冷却操業パラメータと、前記属性パラメータとを入力とし、前記フランジ反り量を出力とする形状予測モデルを生成する、形状予測モデルの生成方法。
【請求項5】
前記機械学習モデルは、ニューラルネットワーク、決定木学習、ランダムフォレストおよびサポートベクター回帰のいずれかである、請求項4に記載の形状予測モデルの生成方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、H形鋼のフランジ反り量を予測するH形鋼の形状予測方法、H形鋼の製造方法、圧延設備および形状予測モデルの生成方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
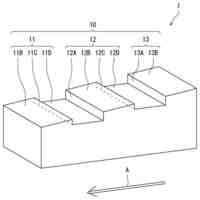
建築物の梁および柱に用いられる部材であるH形鋼は、一般に圧延により製造される。図1は、H形鋼10の断面形状を示す断面模式図である。H形鋼10において比較的板厚が厚い部位がフランジ12であり、比較的板厚さが薄く、一対のフランジ12と結合した部分がウェブ14である。このフランジ12の厚さtfおよび幅B、ウェブ14の厚さtwおよび高さHといったH形鋼10の寸法の組合せは、内法一定H形鋼(JISH)で数十、外法一定H形鋼で数百程度と数多く存在する。ここで、外法とはH形鋼10のウェブ高さHであり、内法とは外法からフランジ厚を除いた寸法である。
【0003】
また、H形鋼10の強度区分は大きく分けると引張強度で400N/mm
2
級、490N/mm
2
級、それ以上の3つに分けられており、H形鋼10の化学成分は、この強度区分に応じて鋼種毎に適宜調整される。実際に、部材としてH形鋼10を使用する際には、建築物の要求性能に応じてH形鋼10の寸法や強度が選定される。
【0004】
このようなH形鋼10は、主として熱間圧延により製造される。圧延により製造されるH形鋼10は、圧延H形鋼と呼ばれる。圧延H形鋼の製造は、加熱炉にて予め加熱された素材に対して複数の圧延機により粗圧延、中間圧延、仕上圧延が施され、目標寸法のH形鋼10に成形される。
【0005】
例えば、粗圧延では複数の孔型が設けられた上下一対のロールを有する粗圧延機により素材となる鋼片が複数パスで圧延され、目標寸法に近づくように大まかに成形される。次に中間圧延では、上下一対の水平ロールと左右一対の堅ロールとを有する中間ユニバーサル圧延機、ならびに上下一対の水平ロールを有するエッジャ圧延機により、複数パスの圧延が行われ、目標寸法にさらに近づけられる。最後に仕上圧延において上下一対の水平ロールおよび左右一対の堅ロールを有する仕上ユニバーサル圧延機により1パスの圧延が行われて、目標寸法のH形鋼製品に成形される。
【0006】
日本工業規格JIS G3192(熱間圧延形鋼の形状、寸法、質量およびその許容差)やこれに対応する外国・国際規格では、形鋼の断面寸法の許容値が規定されている。例えば、H形鋼10ではウェブ高さH、フランジ幅B、ウェブ厚tw、フランジ厚tf等の各寸法の代表値およびその許容値が規定されており、これら全ての寸法が許容値の範囲内になるように制御することが要求されている。したがって、このような各寸法が許容値の範囲内に収まるように各圧延機、各パスでのロール間隔等の圧延条件が調整、修正される。
【0007】
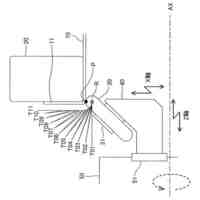
また、H形鋼10はウェブ14と比較してフランジ12の板厚が厚いので、圧延途中の冷却過程でウェブ14よりフランジ12の方が冷えにくく温度が高くなる。このフランジ12とウェブ14との温度差に起因した残留応力によって冷却後にウェブ14が座屈し、波状に変形する場合がある。したがって、例えば、仕上圧延機前に冷却装置が設けられ、熱間圧延工程中にH形鋼10のフランジ12の外面を冷却する場合がある。これにより、フランジ12とウェブ14との温度差を解消させてウェブ14の座屈変形を抑制できる。さらには、より高強度なH形鋼を製造する場合には鋼材の組織制御のため、仕上圧延機の出側に加速冷却装置を設けフランジ12を冷却することもある。
【0008】
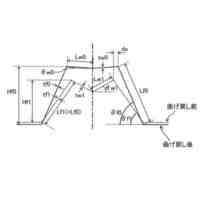
一方、このようなフランジ12の冷却によってフランジ12の外面と内面とに大きな温度差が生じると、今度は、この温度差に起因した熱応力や相変態よって生じる応力によって、フランジ12が外側または内側に反って倒れ込むフランジ反りが生じる場合がある。図2は、フランジ反りが生じたH形鋼の断面模式図である。図2(a)はフランジが外側に反って倒れ込んだ外反り状態を示し、図2(b)はフランジが内側に反って倒れ込んだ内反り状態を示す。図2に示したようなフランジ反りの反り量が大きくなると、製造されたH形鋼10にプレス等の追加工程が必要になり、製造コストが増加し生産性も低下するといった問題がある。
【0009】
H形鋼10のフランジ反りを防止する技術として、特許文献1には、H形鋼10の寸法や種類に応じて、予め実験でフランジ反りが良好になる仕上圧延におけるフランジ温度を求めておく形鋼のフランジ形状制御方法が開示されている。特許文献1によると、予め求めたフランジ温度に対して±25℃以内となるようにフランジの冷却条件を調整することで、フランジの反り量を低減できるとしている。
【0010】
特許文献2には、温度計算モデルを用いて、ある冷却条件における熱履歴を予測し、予測した熱履歴から形状計算モデルにて形状を予測し、予測された形状が良好になるように冷却条件を調整するH形鋼の製造方法が開示されている。特許文献2によれば、熱履歴計算と形状計算とを繰り返し行うことで探索された冷却条件に基づいてH形鋼を製造することで、冷却に起因した形状不良を防止できるとしている。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
1か月前
株式会社オプトン
曲げ加工装置
1か月前
株式会社不二越
NC転造盤
1か月前
トヨタ紡織株式会社
プレス金型
11日前
株式会社トラバース
パンチング加工装置
3日前
株式会社アマダ
曲げ加工機
1か月前
株式会社TMEIC
監視装置
9日前
トヨタ自動車株式会社
パイプ曲げ加工装置
1か月前
株式会社不二越
転造加工用平ダイス
25日前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
本田技研工業株式会社
鍛造用金型
1か月前
株式会社エナテック
製品分離システム
1か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
18日前
トックス プレソテクニック株式会社
接合装置
1か月前
日本製鉄株式会社
圧延装置
1か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
アイダエンジニアリング株式会社
アシスト絞り成形装置
1か月前
株式会社アイシン
プレス成形装置およびプレス成形方法
4日前
日本製鉄株式会社
鋼板の熱間圧延方法
1か月前
ユニプレス株式会社
ホットスタンプ製品の製造方法
18日前
フタバ産業株式会社
金属部品の製造方法
10日前
株式会社ジーテクト
プレス成形方法およびプレス成形装置
1か月前
株式会社コタニ
ローリング鍛造方法及び装置
22日前
株式会社三五
フランジング工法
29日前
株式会社不二越
転造加工用平ダイスおよびその製造方法
1か月前
株式会社ダイヘン
圧接装置及び圧接方法
10日前
株式会社田辺金具
トングの製造方法
22日前
愛知製鋼株式会社
鍛造プレス装置及び鍛造品の製造方法
1か月前
日本製鉄株式会社
ハット形鋼矢板の製造方法
17日前
株式会社三五
板材への中空軸の形成方法
1か月前
株式会社アマダ
ワーク曲げ角度測定方法、及び曲げ加工機
18日前
株式会社UACJ
金属リングの製造方法及び金属リング
9日前
JX金属株式会社
金属部材及び、金属部材の製造方法
18日前
日本製鉄株式会社
コイルばねの製造方法及びコイルばねの加工装置
12日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ