TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024151194
公報種別
公開特許公報(A)
公開日
2024-10-24
出願番号
2023064406
出願日
2023-04-11
発明の名称
液封ブッシュ製造方法
出願人
株式会社プロスパイラ
代理人
個人
,
個人
,
個人
主分類
F16F
13/14 20060101AFI20241017BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】より簡単に液封ブッシュを得ることができる液封ブッシュ製造方法を、提供する。
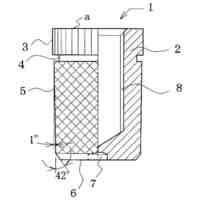
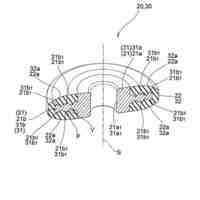
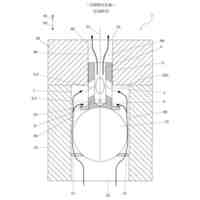
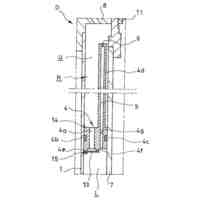
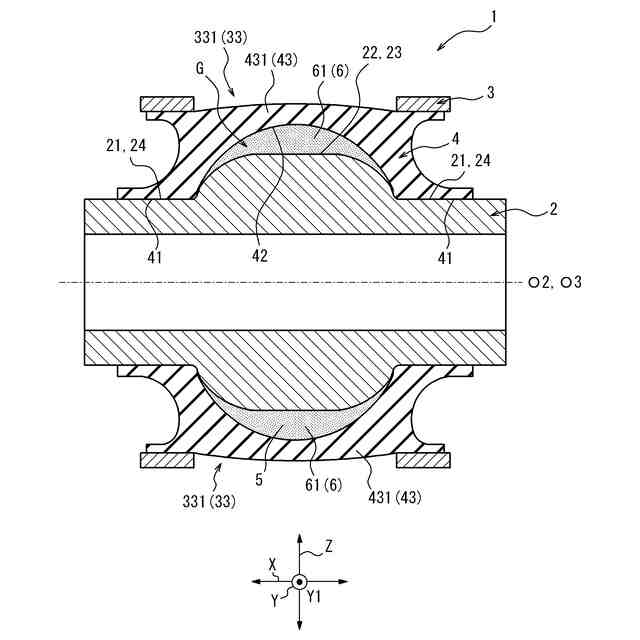
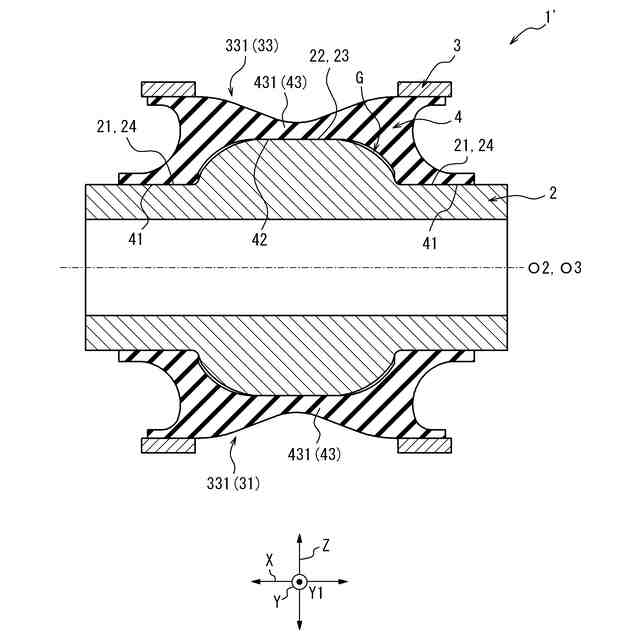
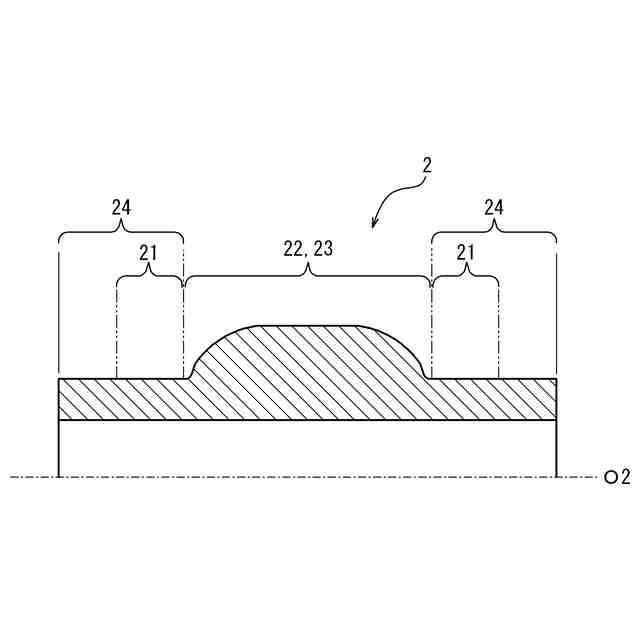
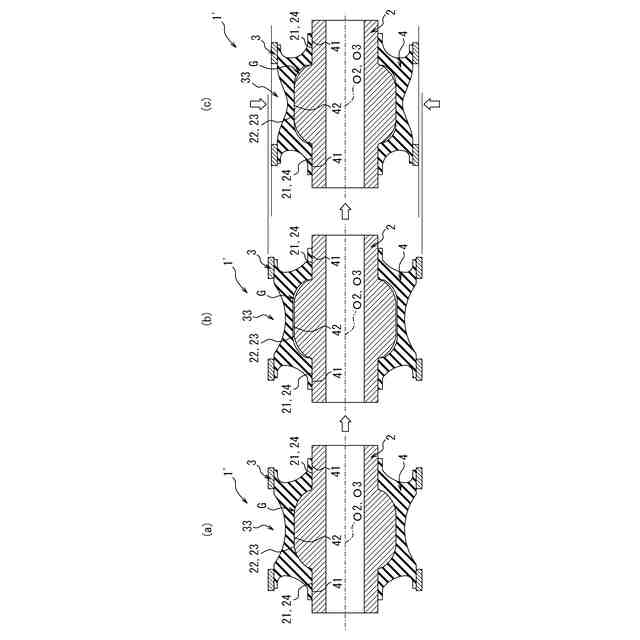
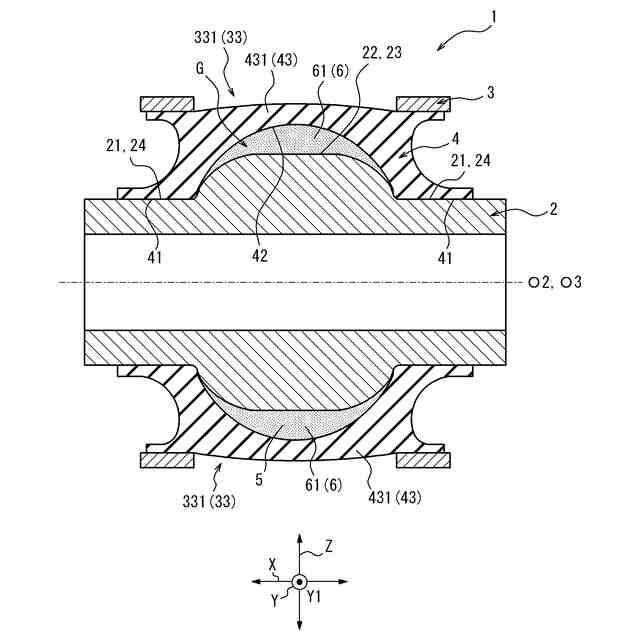
【解決手段】液封ブッシュ製造方法は、液封ブッシュ1を製造するための、液封ブッシュ製造方法であって、加硫成形により液無しブッシュ1’を得る、加硫工程と、液無しブッシュに作動液5を注入する、作動液注入工程と、を含み、液無しブッシュは、内筒2と、外筒3と、内筒及び外筒どうしを連結する本体ゴム4と、を備え、本体ゴムの内周面は、軸線方向両側において内筒の外周面及び/又は軸線方向端面に対して全周にわたって接合された、一対の接合部41と、一対の接合部どうしの間を延在しているとともに、内筒に対して接合されていない、非接合部42と、を有しており、作動液注入工程では、液無しブッシュにおける本体ゴムの非接合部と内筒との間の隙間Gに作動液を注入し、隙間を作動液で膨らませることによって液室6を形成して、液封ブッシュを得る。
【選択図】図7
特許請求の範囲
【請求項1】
液封ブッシュを製造するための、液封ブッシュ製造方法であって、
加硫成形により液無しブッシュを得る、加硫工程と、
前記液無しブッシュに作動液を注入する、作動液注入工程と、
を含み、
前記液無しブッシュは、
内筒と、
外筒と、
前記内筒及び前記外筒どうしを連結する本体ゴムと、
を備え、
前記本体ゴムの内周面は、
軸線方向両側において前記内筒の外周面及び/又は軸線方向端面に対して全周にわたって接合された、一対の接合部と、
前記一対の接合部どうしの間を延在しているとともに、前記内筒に対して接合されていない、非接合部と、
を有しており、
前記作動液注入工程では、前記液無しブッシュにおける前記本体ゴムの前記非接合部と前記内筒との間の隙間に前記作動液を注入し、前記隙間を前記作動液で膨らませることによって液室を形成して、液封ブッシュを得る、液封ブッシュ製造方法。
続きを表示(約 770 文字)
【請求項2】
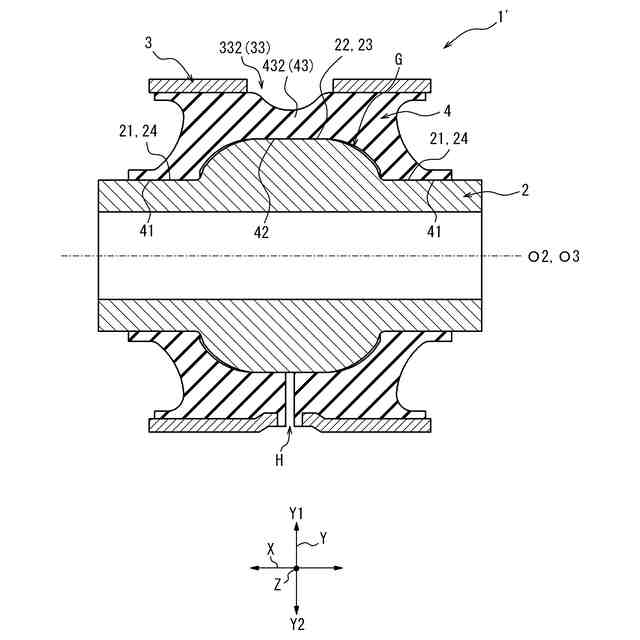
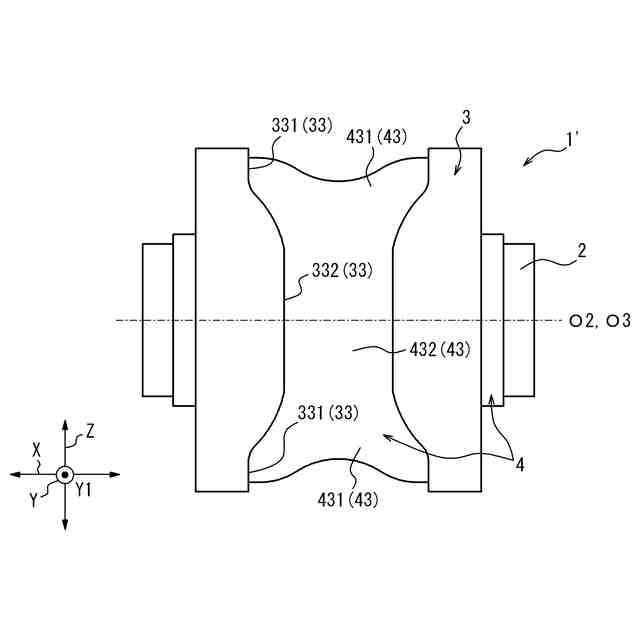
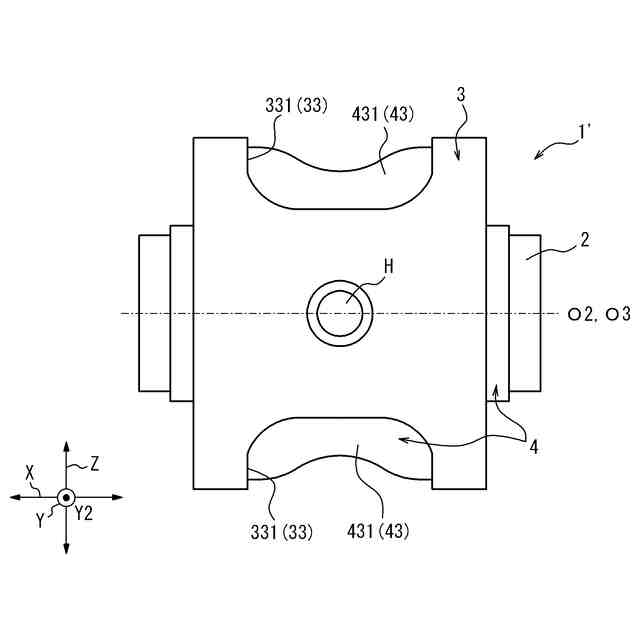
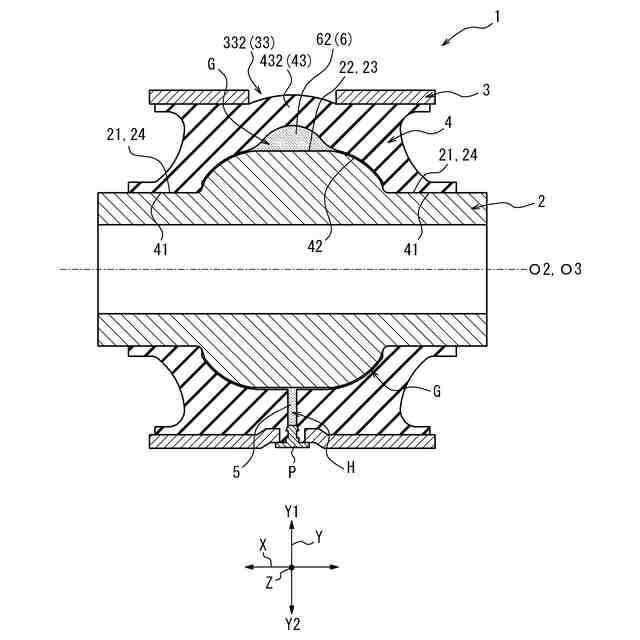
前記外筒は、前記外筒を径方向に貫通する外筒貫通穴を有しており、
前記作動液注入工程では、前記隙間が前記作動液で膨らませられる間、前記本体ゴムのうち前記外筒貫通穴に面する部分が、前記作動液によって前記外筒貫通穴内へ押し出される、請求項1に記載の液封ブッシュ製造方法。
【請求項3】
前記外筒貫通穴は、
周方向において互いから離間された、一対の広幅穴部と、
前記一対の広幅穴部どうしを連結するとともに、前記一対の広幅穴部よりも軸線方向の幅が狭い、狭幅穴部と、
を有し、
前記作動液注入工程では、前記本体ゴムのうち前記一対の広幅穴部に面する部分と前記内筒との間で、一対の主液室が形成され、前記本体ゴムのうち前記狭幅穴部に面する部分と前記内筒との間で、前記一対の主液室どうしを連通するオリフィスが形成される、請求項2に記載の液封ブッシュ製造方法。
【請求項4】
前記内筒の外周面は、外周側へ向かって突出するバルジ形状をなすバルジ形状部を有している、請求項1~3のいずれか一項に記載の液封ブッシュ製造方法。
【請求項5】
前記本体ゴムの前記一対の接合部は、前記内筒の前記外周面のうち前記バルジ形状部を除く部分及び/又は前記内筒の前記軸線方向端面に対して、全周にわたって接合されており、
前記本体ゴムの前記非接合部は、前記内筒の前記バルジ形状部に対して接合されていない、請求項4に記載の液封ブッシュ製造方法。
【請求項6】
前記作動液注入工程の後に、前記外筒貫通穴にスペーサ部材を嵌め込み、それによって前記外筒貫通穴を塞ぐ、スペーサ部材嵌め込み工程を、さらに含む、請求項2又は3に記載の液封ブッシュ製造方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、液封ブッシュ製造方法に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来より、内筒とリングとそれらの間のゴムとを一体に加硫成形し、それに液室をシールするための部材を嵌合させ、その後、それらを外筒に挿入する等して、液封ブッシュを製造する方法がある(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開平10-231884号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の液封ブッシュ製造方法は、複雑であり、簡単化の余地があった。
【0005】
この発明は、より簡単に液封ブッシュを得ることができる液封ブッシュ製造方法を、提供することを目的とするものである。
【課題を解決するための手段】
【0006】
〔1〕液封ブッシュを製造するための、液封ブッシュ製造方法であって、
加硫成形により液無しブッシュを得る、加硫工程と、
前記液無しブッシュに作動液を注入する、作動液注入工程と、
を含み、
前記液無しブッシュは、
内筒と、
外筒と、
前記内筒及び前記外筒どうしを連結する本体ゴムと、
を備え、
前記本体ゴムの内周面は、
軸線方向両側において前記内筒の外周面及び/又は軸線方向端面に対して全周にわたって接合された、一対の接合部と、
前記一対の接合部どうしの間を延在しているとともに、前記内筒に対して接合されていない、非接合部と、
を有しており、
前記作動液注入工程では、前記液無しブッシュにおける前記本体ゴムの前記非接合部と前記内筒との間の隙間に前記作動液を注入し、前記隙間を前記作動液で膨らませることによって液室を形成して、液封ブッシュを得る、液封ブッシュ製造方法。
これにより、より簡単に液封ブッシュを得ることができる。
【0007】
〔2〕前記外筒は、前記外筒を径方向に貫通する外筒貫通穴を有しており、
前記作動液注入工程では、前記隙間が前記作動液で膨らませられる間、前記本体ゴムのうち前記外筒貫通穴に面する部分が、前記作動液によって前記外筒貫通穴内へ押し出される、〔1〕に記載の液封ブッシュ製造方法。
これにより、より簡単に液室を膨らませることができる。
【0008】
〔3〕前記外筒貫通穴は、
周方向において互いから離間された、一対の広幅穴部と、
前記一対の広幅穴部どうしを連結するとともに、前記一対の広幅穴部よりも軸線方向の幅が狭い、狭幅穴部と、
を有し、
前記作動液注入工程では、前記本体ゴムのうち前記一対の広幅穴部に面する部分と前記内筒との間で、一対の主液室が形成され、前記本体ゴムのうち前記狭幅穴部に面する部分と前記内筒との間で、前記一対の主液室どうしを連通するオリフィスが形成される、〔2〕に記載の液封ブッシュ製造方法。
これにより、一対の主液室とそれらを連通するオリフィスとを形成することができる。
【0009】
〔4〕前記内筒の外周面は、外周側へ向かって突出するバルジ形状をなすバルジ形状部を有している、〔1〕~〔3〕のいずれか1つに記載の液封ブッシュ製造方法。
この場合、軸直方向の変位に対して、より高いバネ剛性を発揮することができる。
【0010】
〔5〕前記本体ゴムの前記一対の接合部は、前記内筒の前記外周面のうち前記バルジ形状部を除く部分及び/又は前記内筒の前記軸線方向端面に対して、全周にわたって接合されており、
前記本体ゴムの前記非接合部は、前記内筒の前記バルジ形状部に対して接合されていない、〔4〕に記載の液封ブッシュ製造方法。
この場合、こじり方向の変位に対するバネ剛性を、より低減することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
流路体
22日前
個人
保持機
3か月前
個人
クラッチ装置
26日前
個人
回転伝達機構
6か月前
個人
免震留具
2か月前
個人
振り子式免震装置
3か月前
株式会社フジキン
配管
5か月前
個人
固着具と成形品部材
19日前
個人
ネジの緩み防止装置
3か月前
個人
ロックナット
5か月前
個人
弁装置
7か月前
藤井電工株式会社
フック
3か月前
個人
リンクプレート
6か月前
株式会社アイシン
駆動装置
22日前
株式会社オンダ製作所
継手
4日前
個人
緩み防止ナット
4か月前
株式会社テイエルブイ
自動弁
3か月前
株式会社キッツ
管継手
7か月前
株式会社ミクニ
弁装置
5日前
株式会社ミクニ
弁装置
5日前
マフレン株式会社
自動給脂器
7か月前
カヤバ株式会社
緩衝器
1か月前
株式会社テイエルブイ
排気弁
4か月前
カヤバ株式会社
緩衝器
1か月前
カヤバ株式会社
緩衝器
2か月前
北村精工株式会社
固定具
6か月前
個人
配管用エルボカバー
4か月前
未来工業株式会社
固定体
2か月前
株式会社フジキン
バルブ
4か月前
株式会社不二工機
電磁弁
4か月前
スズキ株式会社
防振装置
5か月前
日本精工株式会社
直動案内装置
7か月前
矢崎化工株式会社
連結具
1か月前
株式会社三五
ドライブシャフト
5か月前
株式会社不二工機
電動弁
5か月前
株式会社不二工機
逆止弁
18日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ