TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024132930
公報種別
公開特許公報(A)
公開日
2024-10-01
出願番号
2024032332
出願日
2024-03-04
発明の名称
被圧延材の蛇行制御方法
出願人
日本製鉄株式会社
代理人
弁理士法人ブライタス
主分類
B21B
37/72 20060101AFI20240920BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】圧延中の左右非対称な外乱条件の変化を考慮して、被圧延材の尾端部の蛇行量を低減し、絞りの発生を抑止する。
【解決手段】被圧延材の蛇行制御方法は、圧下位置、ベンディング力、ロール速度、潤滑剤供給量、ロールクロス角、ロールシフト量及びロールクラウンのうち少なくともいずれか1つを制御パラメータとして、第一種平行剛性実績計算値E
b
を算出し、左右非対称な外乱因子の値に応じて被圧延材の蛇行量が許容値未満となる第一種平行剛性の閾値E
TH
を設定し、第一種平行剛性実績計算値E
b
が閾値E
TH
以下の場合は蛇行制御を行わず、第一種平行剛性実績計算値E
b
が閾値E
TH
より大きい場合は、第一種平行剛性実績計算値E
b
に基づいて第一種平行剛性を閾値E
TH
以下とするための制御パラメータの変更量を算出し、被圧延材の尾端部が当該圧延スタンドを通過する間、算出された制御パラメータの変更量に基づいて制御パラメータを制御する。
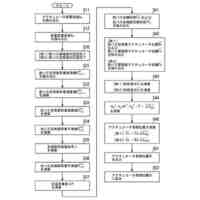
【選択図】図4
特許請求の範囲
【請求項1】
N個(Nは自然数)の圧延スタンドによる被圧延材の圧延において、第Mスタンド(1≦M≦N)における前記被圧延材の蛇行を制御する、被圧延材の蛇行制御方法であって、
圧下位置S、ベンディング力F、ロール速度V、潤滑剤供給量Q、ロールクロス角θ、ロールシフト量L、及び、ロールクラウンCのうち、少なくともいずれか1つを制御パラメータとして、
前記第Mスタンドでの第一種平行剛性実績計算値E
b
を算出する第一種平行剛性算出ステップと、
前記第Mスタンドで測定された入側オフセンタ量、圧延方向力左右差、入側ウェッジ、入側温度左右差、レベリング量、圧延荷重左右差、及び、作業ロールスラスト反力のうち、少なくともいずれか1つに基づいて、前記第Mスタンドにおける前記被圧延材の蛇行量が許容蛇行量未満となる第一種平行剛性の閾値E
TH
を設定する閾値設定ステップと、
前記第一種平行剛性実績計算値E
b
が前記閾値E
TH
以下である場合は、蛇行制御を行わず、
前記第一種平行剛性実績計算値E
b
が前記閾値E
TH
より大きい場合は、
前記第一種平行剛性実績計算値E
b
に基づいて、第一種平行剛性を前記閾値E
TH
以下とするための、前記第Mスタンドの前記制御パラメータの変更量を算出し、
前記被圧延材の尾端部が前記第Mスタンドを通過する間、算出された前記制御パラメータの変更量に基づいて、前記変更量に対応する前記第Mスタンドの制御パラメータを制御する、制御ステップと、
を含む、被圧延材の蛇行制御方法。
続きを表示(約 1,100 文字)
【請求項2】
被圧延材の尾端蛇行量を第一種平行剛性で割った値の最大値により、前記被圧延材の尾端部の許容蛇行量を割った値を、前記第一種平行剛性の閾値E
TH
として、
予め、過去の操業において取得された被圧延材の尾端蛇行量と第一種平行剛性とに基づいて、前記入側オフセンタ量、圧延方向力左右差、入側ウェッジ、入側温度左右差、レベリング量、圧延荷重左右差、及び、作業ロールスラスト反力のうち、少なくともいずれか1つと前記第一種平行剛性の閾値E
TH
との関係を求めておき、
前記閾値設定ステップでは、前記入側オフセンタ量と前記第一種平行剛性の閾値E
TH
との関係に基づいて、前記第Mスタンドで測定された入側オフセンタ量に対応する前記第一種平行剛性の閾値E
TH
を設定する、請求項1に記載の被圧延材の蛇行制御方法。
【請求項3】
前記第一種平行剛性算出ステップでは、前記被圧延材の先端が前記第Mスタンドに噛み込んでから前記被圧延材の尾端部が前記第Mスタンドで圧延される前までの間において同時に取得した、前記第Mスタンドにおける圧延荷重実績値P
b
及びベンディング力実績値F
b
と、前記制御パラメータの実績値とに基づいて、前記第Mスタンドでの第一種平行剛性実績計算値E
b
を算出する、請求項1または2に記載の被圧延材の蛇行制御方法。
【請求項4】
前記第一種平行剛性算出ステップでは、
セットアップ計算により、前記第Mスタンドにおける圧延荷重設定値P
t
及びベンディング力設定値F
t
と、前記制御パラメータの設定値とを算出し、
前記第Mスタンドでの第一種平行剛性設定計算値E
t
に対する、圧延荷重の影響係数∂E/∂P、ベンディング力の影響係数∂E/∂Fと、前記制御パラメータの影響係数とを算出し、
前記被圧延材の先端が前記第Mスタンドに噛み込んでから前記被圧延材の尾端部が前記第Mスタンドで圧延される前までの間において同時に取得した、前記第Mスタンドにおける圧延荷重実績値P
b
及びベンディング力実績値F
b
と、前記制御パラメータの実績値とに基づいて、前記設定値と前記実績値との差分値をそれぞれ算出し、
前記差分値と前記影響係数とに基づいて、前記第Mスタンドでの前記第一種平行剛性実績計算値E
b
を算出する、請求項1または2に記載の被圧延材の蛇行制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被圧延材の尾端部の蛇行制御方法に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
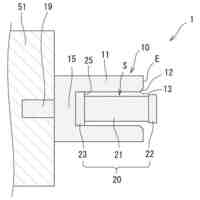
例えば鉄鋼等の被圧延材を圧延スタンドにより圧延する際、被圧延材の幅方向の中心が、ミルセンター(圧延機の幅方向の中心位置、すなわち、ワークロールの回転軸方向の中心位置)からずれてしまい、被圧延材がワークロールの端部の方向に移動してしまう、いわゆる蛇行と呼ばれる現象が生じることがある。蛇行が生じると、被圧延材の平坦度が低下し、製品品質の低下につながる可能性がある。また、蛇行量が大きい場合には、被圧延材の尾端部がサイドガイドに接触して屈曲してしまい、被圧延材が二重に折れ込まれた状態で圧延機に咬み込まれる、絞りと呼ばれる不良が生じ得る。絞りが生じると、屈曲した圧延材によってワークロールの表面が傷付けられるため、生産ラインを停止して、ワークロールの点検、手入れ又は交換等の保守作業を行う必要があり、生産ラインの稼働率を低下させてしまう恐れがある。
【0003】
被圧延材の蛇行を抑制するための制御手法は、従来から検討されている。例えば、特許文献1には、ストリップの連続仕上圧延機のうちの最終仕上圧延機をのぞく任意の圧延スタンド(N-1)のロードセルもしくは該圧延スタンドの前面に設けた圧延材検出器で、前段圧延スタンドの圧延材の尻抜けを検出し、前段圧延スタンドに隣接する次段の制御対象圧延スタンドNのロールギャップを広げて被圧延材尾部を厚くすることで、尻絞りを防止する手法が開示されている。また、特許文献2には、圧延材後端部の通過時に、ロールベンディング装置によりワークロールの胴長方向端部を狭めて、圧延材の板端方向移動を抑制することで、サイドガイドとの干渉による被圧延材の絞り込みを防止する手法が開示されている。また、特許文献3には、第一種平行剛性を閾値以下とするために圧下位置またはベンディング力のうち少なくともいずれか一方を制御することで、被圧延材の蛇行を制御する方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開昭55-161505号公報
特開昭58-145303号公報
特開2021-137825号公報
【非特許文献】
【0005】
中島浩衛、外5名、“ホットストリップ圧延における蛇行制御法の研究(第1報)”、昭和55年度塑性加工春季講演会、1980年、p.61-64
日本鉄鋼協会編、「板圧延の理論と実際(改訂版)」、2010年、p.89-95
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記特許文献1、2に記載の手法のように、被圧延材の尾端部が圧延機を通過する際にロールギャップを開放もしくはベンディング力を負荷することにより蛇行を制御する方法では、操作量が過小で絞りに至る場合や、操作量が過大で被圧延材の尾端部が所望の板厚もしくは形状に圧延されず、生産歩留を低下させてしまう恐れがある。
【0007】
これに対して、上記特許文献3では、絞りの発生抑止と被圧延材の生産歩留向上とを両立するため、第一種平行剛性を指標として、適切な量だけロールギャップまたはベンディング力を操作している。上記特許文献3に記載の方法では、圧延前に予め第一種平行剛性の閾値を設定する必要がある。しかし、例えば被圧延材のウェッジや、圧延機のレベリング不良等、作業側と駆動側とにおける各種の非対称性(以下、「圧延状態の左右非対称性」ともいう。)の大きさに応じて、同一の第一種平行剛性であっても発生する蛇行量は変化し、蛇行量を許容蛇行量未満に抑える適切な閾値も変化する。上記特許文献3に記載の方法では、予め設定した第一種平行剛性の閾値を圧延中に変更することはないため、圧延中の左右非対称な外乱条件の変化を考慮できず、結果的に操作量が過大もしくは過小になり、絞りの発生抑止及び生産歩留向上の効果を十分に得ることができない。
【0008】
そこで、本発明は、上記問題に鑑みてなされたものであり、本発明の目的とするところは、圧延中の左右非対称な外乱条件の変化を考慮して、被圧延材の尾端部における蛇行量を低減させ、絞りの発生を抑止するとともに、被圧延材の尾端部における厚み不良及び形状不良に起因する歩留落ちを低減させることが可能な、被圧延材の蛇行制御方法を提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明のある観点によれば、N個(Nは自然数)の圧延スタンドによる被圧延材の圧延において、第Mスタンド(1≦M≦N)における被圧延材の蛇行を制御する、被圧延材の蛇行制御方法であって、圧下位置S、ベンディング力F、ロール速度V、潤滑剤供給量Q、ロールクロス角θ、ロールシフト量L、及び、ロールクラウンCのうち、少なくともいずれか1つを制御パラメータとして、第Mスタンドでの第一種平行剛性実績計算値E
b
を算出する第一種平行剛性算出ステップと、第Mスタンドで測定された入側オフセンタ量、圧延方向力左右差、入側ウェッジ、入側温度左右差、レベリング量、圧延荷重左右差、及び、作業ロールスラスト反力のうち、少なくともいずれか1つに基づいて、第Mスタンドにおける被圧延材の蛇行量が許容蛇行量未満となる第一種平行剛性の閾値E
TH
を設定する閾値設定ステップと、第一種平行剛性実績計算値E
b
が閾値E
TH
以下である場合は、蛇行制御を行わず、第一種平行剛性実績計算値E
b
が閾値E
TH
より大きい場合は、第一種平行剛性実績計算値E
b
に基づいて、第一種平行剛性を閾値E
TH
以下とするための、第Mスタンドの制御パラメータの変更量を算出し、被圧延材の尾端部が第Mスタンドを通過する間、算出された制御パラメータの変更量に基づいて、変更量に対応する第Mスタンドの制御パラメータを制御する、制御ステップと、を含む、被圧延材の蛇行制御方法が提供される。
【0010】
被圧延材の尾端蛇行量を第一種平行剛性で割った値の最大値により、被圧延材の尾端部の許容蛇行量を割った値を、第一種平行剛性の閾値E
TH
として、予め、過去の操業において取得された被圧延材の尾端蛇行量と第一種平行剛性とに基づいて、入側オフセンタ量、圧延方向力左右差、入側ウェッジ、入側温度左右差、レベリング量、圧延荷重左右差、及び、作業ロールスラスト反力のうち、少なくともいずれか1つと第一種平行剛性の閾値E
TH
との関係を求めておき、閾値設定ステップでは、入側オフセンタ量と第一種平行剛性の閾値E
TH
との関係に基づいて、第Mスタンドで測定された入側オフセンタ量に対応する第一種平行剛性の閾値E
TH
を設定してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
1か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
日産自動車株式会社
逐次成形方法
4日前
株式会社三明製作所
転造装置
28日前
株式会社吉野機械製作所
プレス機械
17日前
株式会社カネミツ
筒張出部形成方法
18日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
株式会社カネミツ
歯付円筒体形成方法
24日前
株式会社IKS
滑り止め構造
3日前
個人
日本刀の製造方法
1か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
株式会社TMEIC
板離れ防止システム
2か月前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
金田工業株式会社
はすば歯車の製造方法
1か月前
株式会社アマダ
安全確認画像の表示方法
28日前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
18日前
有限会社後藤工業所
パイプ加工装置及びパイプ加工方法
2か月前
馳逸自動化科技(蘇州)有限公司
合金スタンピング装置
24日前
旭精機工業株式会社
工具移動装置及び線材成形機
2か月前
フタバ産業株式会社
パイプの製造方法
3日前
株式会社神戸製鋼所
プレス成形品の製造方法
2か月前
株式会社レゾナック
ヒートシンクの製造方法
2か月前
アグサメタル株式会社
螺旋コイルの製造装置及び製造方法
28日前
東洋製罐株式会社
製缶装置
1か月前
石崎プレス工業株式会社
絞り加工装置
18日前
トヨタ自動車株式会社
プレス装置
2か月前
株式会社神戸製鋼所
多段圧延機の形状制御方法
10日前
株式会社三五
打ち抜き加工方法
2か月前
株式会社アマダ
板金加工方法及び板金加工用金型
1か月前
株式会社アマダ
板金加工方法及び板金加工用金型
3日前
フタバ産業株式会社
プレス成形品の製造方法
18日前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ