TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024130638
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023040478
出願日
2023-03-15
発明の名称
縦型ルーパのキャリッジ水平維持装置及びキャリッジ水平維持方法
出願人
中外炉工業株式会社
代理人
個人
,
個人
,
個人
主分類
B21C
49/00 20060101AFI20240920BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
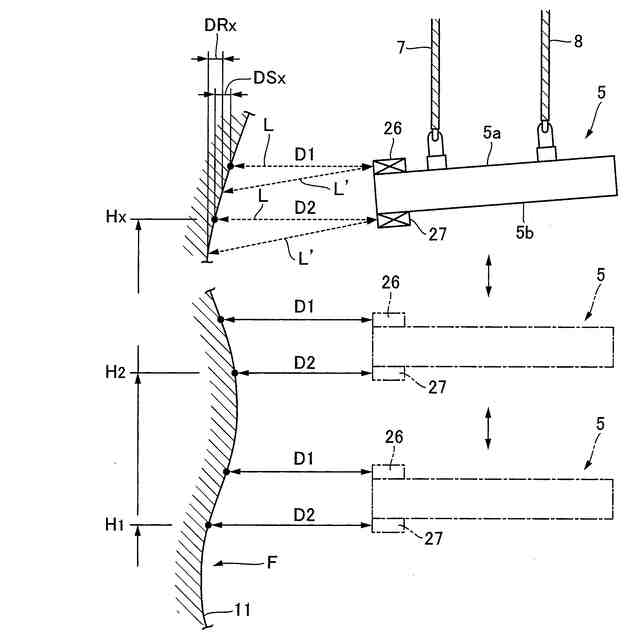
【課題】被測定体に、センサでの測定に影響を与える歪みがあっても、キャリッジの水平状態を精密に維持することが可能な縦型ルーパのキャリッジ水平維持装置及び水平維持方法を提供する。
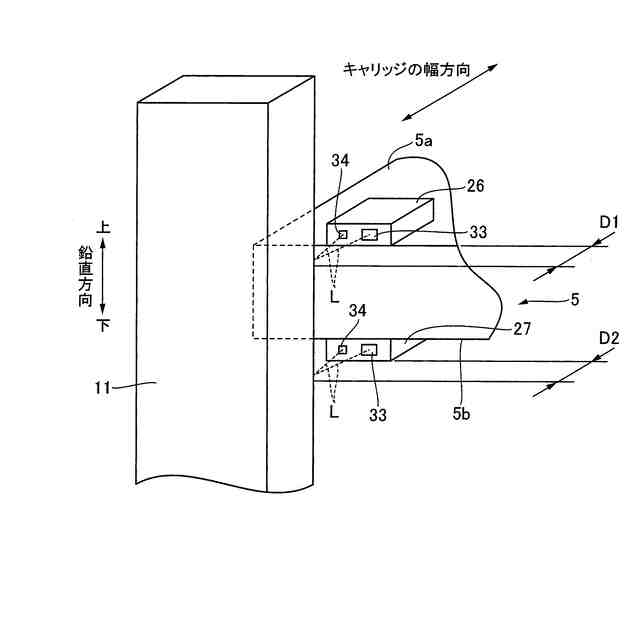
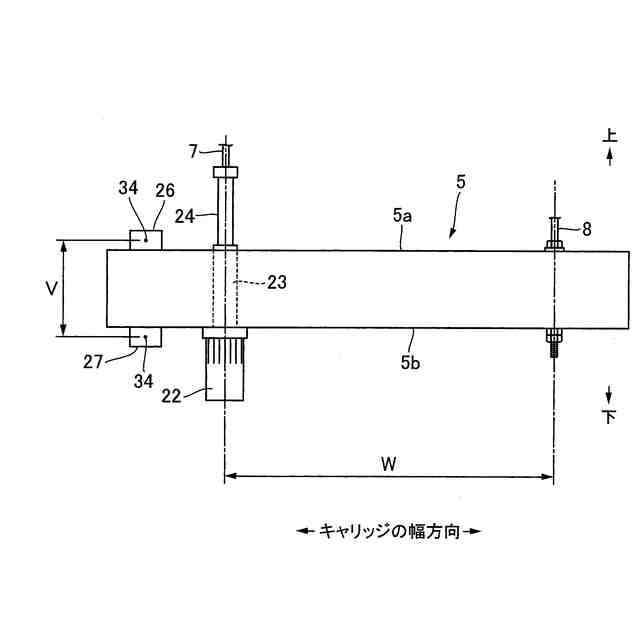
【解決手段】キャリッジ5の吊り下げ高さを調整するジャッキ22と、キャリッジの昇降方向に鉛直に設けた支柱11と、キャリッジの上部側及び下部側に設けられ、支柱までの第1及び第2水平距離D1,D2を測定する上部及び下部変位測定センサ26,27と、水平姿勢のキャリッジを昇降移動させる計測時に、計測高さ位置Hxと、計測高さ位置で、各上部及び下部変位測定センサによる支柱までの水平距離の計測時距離差ΔDSxとを記憶する演算記憶部と、搬送時のキャリッジが昇降移動されるときに、計測高さ位置で、各上部及び下部変位測定センサによる支柱までの水平距離の搬送時距離差ΔDRxが計測時距離差に等しくなるようにジャッキを動作制御する。
【選択図】図5
特許請求の範囲
【請求項1】
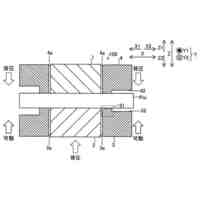
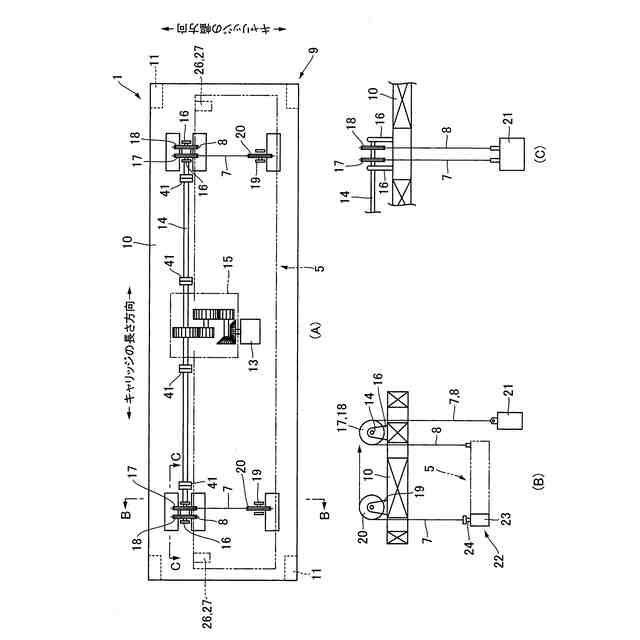
ボトムフレームに配列される第1ロールと吊り材で吊り下げられて昇降移動されるキャリッジに配列される第2ロールとに交互に、搬送される帯状材を掛け回すようにした縦型ルーパであって、
上記キャリッジと上記吊り材との間に設けられ、吊り方向にストローク動作されて、該吊り材で吊り下げられる該キャリッジの吊り下げ高さ位置を調整する調整手段と、
上記キャリッジの昇降移動方向に沿って鉛直に設けられた被測定体と、
上記キャリッジの上部側に設けられ、上記被測定体までの第1水平距離を測定する上部変位測定センサと、
上記キャリッジの下部側に設けられ、上記被測定体までの第2水平距離を測定する下部変位測定センサと、
上記被測定体に対し、水平姿勢の上記キャリッジを昇降移動させる計測時に、複数の計測高さ位置と、該各計測高さ位置それぞれで、上記上部及び下部変位測定センサから入力される上記第1水平距離と上記第2水平距離の複数の計測時距離差とを1対1で対応させて記憶する演算記憶部と、
上記被測定体に対し、上記帯状材の搬送時の上記キャリッジが昇降移動されるときに、上記各計測高さ位置それぞれについて、上記上部及び下部変位測定センサから入力される上記第1水平距離と上記第2水平距離との各搬送時距離差が上記各計測時距離差に等しくなるように上記調整手段を動作制御するコントローラとを備えていることを特徴とする縦型ルーパのキャリッジ水平維持装置。
続きを表示(約 490 文字)
【請求項2】
前記第1水平距離及び前記第2水平距離は、前記第2ロールのロール軸の軸方向に測定されることを特徴とする請求項1に記載の縦型ルーパのキャリッジ水平維持装置。
【請求項3】
請求項1に記載の縦型ルーパのキャリッジ水平維持装置を用いたキャリッジ水平維持方法であって、
前記被測定体に対し、水平姿勢の前記キャリッジを昇降移動させる計測時に、複数の前記計測高さ位置と、該各計測高さ位置それぞれで、前記上部及び下部変位測定センサから入力される前記第1水平距離と前記第2水平距離の複数の前記計測時距離差とを1対1で対応させて前記演算処理部に記憶させる計測時ステップと、
上記被測定体に対し、前記帯状材の搬送時の上記キャリッジが昇降移動されるときに、上記各計測高さ位置それぞれについて、上記上部及び下部変位測定センサから入力される上記第1水平距離と上記第2水平距離との各搬送時距離差が上記各計測時距離差に等しくなるように前記コントローラで前記調整手段を作動させる姿勢制御ステップとを含むことを特徴とする縦型ルーパのキャリッジ水平維持方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被測定体に、センサでの測定に影響を与える歪みがあっても、キャリッジの水平状態を精密に維持することが可能な縦型ルーパのキャリッジ水平維持装置及びキャリッジ水平維持方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
ボトムフレームに配列されるロールと、吊り材で吊り下げられて昇降移動されるキャリッジに配列されるロールとに交互に、搬送される鋼帯を掛け回すようにした縦型ルーパでは、鋼帯の蛇行を抑えるためにキャリッジの水平姿勢を維持することが求められる。
【0003】
キャリッジの水平姿勢を維持する縦型ルーパのキャリッジ水平維持装置として、例えば、特許文献1が知られている。
【0004】
特許文献1の「縦型ルーパのキャリッジ水平維持装置」は、固定ベッドに配列される第1ロールと、吊り材で吊り下げて昇降動作されるキャリッジに配列される第2ロールとに交互に、帯状材を掛け回すようにした縦型ルーパであって、上記キャリッジと上記吊り材との間に設けられ、吊り方向にストローク動作されて、吊り下げられる該キャリッジの吊り下げ高さ位置を調整する調整手段と、上記キャリッジの昇降動作方向に沿って鉛直に設けられた被測定体と、昇降される上記キャリッジの上部側に搭載され、上記被測定体までの第1水平距離を測定する上部変位測定センサと、昇降される上記キャリッジの下部側に搭載され、上記被測定体までの第2水平距離を測定する下部変位測定センサと、これら上部変位測定センサ及び下部変位測定センサから上記第1水平距離及び上記第2水平距離が入力され、これら水平距離が等距離となるように上記調整手段を動作させるコントローラを備えている。
【先行技術文献】
【特許文献】
【0005】
特許第6814323号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
背景技術では、コントローラで調整手段を動作させる基準となる第1水平距離及び第2水平距離は、キャリッジに搭載された上部変位測定センサ及び下部変位測定センサから、キャリッジの昇降動作方向に沿って鉛直に設けられた被測定体までの距離である。
【0007】
ところで、これらセンサで距離測定を行う被測定体に、凹凸の歪みがあると、この歪みが、測定される水平距離に含まれてしまって、当該歪みに影響を受けて、キャリッジの水平姿勢を精密に維持することができないという課題があった。
【0008】
本発明は上記従来の課題に鑑みて創案されたものであって、被測定体に、センサでの測定に影響を与える歪みがあっても、キャリッジの水平状態を精密に維持することが可能な縦型ルーパのキャリッジ水平維持装置及びキャリッジ水平維持方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明にかかる縦型ルーパのキャリッジ水平維持装置は、ボトムフレームに配列される第1ロールと吊り材で吊り下げられて昇降移動されるキャリッジに配列される第2ロールとに交互に、搬送される帯状材を掛け回すようにした縦型ルーパであって、上記キャリッジと上記吊り材との間に設けられ、吊り方向にストローク動作されて、該吊り材で吊り下げられる該キャリッジの吊り下げ高さ位置を調整する調整手段と、上記キャリッジの昇降移動方向に沿って鉛直に設けられた被測定体と、上記キャリッジの上部側に設けられ、上記被測定体までの第1水平距離を測定する上部変位測定センサと、上記キャリッジの下部側に設けられ、上記被測定体までの第2水平距離を測定する下部変位測定センサと、上記被測定体に対し、水平姿勢の上記キャリッジを昇降移動させる計測時に、複数の計測高さ位置と、該各計測高さ位置それぞれで、上記上部及び下部変位測定センサから入力される上記第1水平距離と上記第2水平距離の複数の計測時距離差とを1対1で対応させて記憶する演算記憶部と、上記被測定体に対し、上記帯状材の搬送時の上記キャリッジが昇降移動されるときに、上記各計測高さ位置それぞれについて、上記上部及び下部変位測定センサから入力される上記第1水平距離と上記第2水平距離との各搬送時距離差が上記各計測時距離差に等しくなるように上記調整手段を動作制御するコントローラとを備えていることを特徴とする。
【0010】
前記第1水平距離及び前記第2水平距離は、前記第2ロールのロール軸の軸方向に測定されることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
1か月前
株式会社プロテリアル
鍛造装置
3か月前
株式会社オプトン
曲げ加工装置
1か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
1か月前
トヨタ紡織株式会社
プレス金型
11日前
株式会社トラバース
パンチング加工装置
3日前
株式会社TMEIC
監視装置
9日前
日産自動車株式会社
逐次成形方法
2か月前
株式会社アマダ
曲げ加工機
1か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
1か月前
株式会社不二越
転造加工用平ダイス
25日前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社カネミツ
筒張出部形成方法
2か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社三明製作所
転造装置
3か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
株式会社エナテック
製品分離システム
1か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
株式会社カネミツ
歯付円筒体形成方法
3か月前
本田技研工業株式会社
鍛造用金型
1か月前
日本製鉄株式会社
圧延装置
1か月前
トックス プレソテクニック株式会社
接合装置
1か月前
日本製鉄株式会社
圧延装置
1か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
18日前
株式会社IKS
滑り止め構造
2か月前
個人
日本刀の製造方法
3か月前
トヨタ紡織株式会社
モータコアの製造装置
3か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
アイダエンジニアリング株式会社
板状部材送り装置
3か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
株式会社アマダ
安全確認画像の表示方法
3か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
2か月前
フタバ産業株式会社
パイプの製造方法
2か月前
株式会社アイシン
プレス成形装置およびプレス成形方法
4日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ