TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024129844
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023039194
出願日
2023-03-14
発明の名称
押出プレス装置のコンテナ交換位置決め装置
出願人
UBEマシナリー株式会社
代理人
主分類
B21C
27/00 20060101AFI20240920BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】コンテナホルダへの新しいコンテナの挿入時に、コンテナホルダ及びコンテナの芯出しが可能な、押出プレス装置のコンテナ位置決め装置を提供することを目的とする。
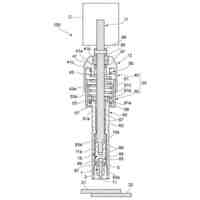
【解決手段】下方の待機位置と上方の挿入位置との間を昇降するコンテナ昇降ベースと、前記コンテナ昇降ベース上の水平方向の摺動が許容され、コンテナを載置させるコンテナ受け台が配置されたコンテナ位置決めベースと、前記コンテナホルダの下面に配置された第1コンテナ位置決め部と、前記コンテナ位置決めベースに配置された第2コンテナ位置決め部と、を備え、前記挿入位置に上昇する際、前記第1コンテナ位置決め部が前記第2コンテナ位置決め部と接触することにより、前記コンテナ受け台に載置されたコンテナの中心が、前記コンテナホルダのコンテナ収納孔の中心に位置決めされるように構成されていることを特徴とする押出プレス装置のコンテナ位置決め装置によって達成される。
【選択図】図4
特許請求の範囲
【請求項1】
使用済みコンテナを搬出させたコンテナホルダに新しいコンテナを挿入させる際に該新しいコンテナを載置する、押出プレス装置のコンテナ交換位置決め装置であって、
下方の待機位置と上方の挿入位置との間を昇降するための複数の昇降用ガイドと、昇降用アクチュエータと、を備えたコンテナ昇降ベースと、
前記コンテナ昇降ベース上の水平方向の所定量の摺動が許容されるように前記コンテナ昇降ベース上に載置され、前記新しいコンテナを載置させるコンテナ受け台が配置されたコンテナ位置決めベースと、
前記コンテナホルダの前記コンテナ位置決めベース側の下面に配置された第1コンテナ位置決め部と、
前記コンテナ位置決めベースの下方から前記コンテナホルダ側へ突出するように配置された第2コンテナ位置決め部と、を備え
前記昇降用アクチュエータにより、前記コンテナ昇降ベース及び前記コンテナ位置決めベースが前記挿入位置に上昇する際、前記第2コンテナ位置決め部が下方から前記第1コンテナ位置決め部と接触することにより、前記第2コンテナ位置決め部が配置される前記コンテナ位置決めベースの前記コンテナ昇降ベースに対する水平方向の摺動を許容して、前記コンテナ受け台に載置される前記新しいコンテナの中心が、前記コンテナホルダのコンテナ収納孔の中心に位置決めされるように前記第1コンテナ位置決め部及び前記第2コンテナ位置決め部が構成されている
ことを特徴とする押出プレス装置のコンテナ交換位置決め装置。
続きを表示(約 590 文字)
【請求項2】
前記第1コンテナ位置決め部の前記押出プレス装置の中心線に直交する断面形状が、上方から下方に向かって狭まる凸状テーパー形状であり、
前記第2コンテナ位置決め部の前記押出プレス装置の中心線に直交する断面形状が、前記第1コンテナ位置決め部の前記凸状テーパー形状に対応した、上方から下方に向かって狭まる凹状テーパー形状である、ことを特徴とする、請求項1に記載の押出プレス装置のコンテナ交換位置決め装置。
【請求項3】
前記第1コンテナ位置決め部の前記押出プレス装置の中心線に直交する断面形状が、上方から下方に向かって広がる凹状テーパー形状であり、
前記第2コンテナ位置決め部の前記押出プレス装置の中心線に直交する断面形状が、前記第1コンテナ位置決め部の前記凹状テーパー形状に対応した、上方から下方に向かって広がる凸状テーパー形状である、ことを特徴とする、請求項1に記載の押出プレス装置のコンテナ交換位置決め装置。
【請求項4】
前記コンテナ位置決めベース上に配置された前記コンテナ受け台の、前記押出プレス装置の中心線に直交する方向の位置を調整するコンテナ受け台位置調整機構が前記コンテナ位置決めベースに配置されることを特徴とする請求項1乃至請求項3のいずれか1項に記載の押出プレス装置のコンテナ交換位置決め装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルミニウム合金等の金属押出成形に用いられる押出プレス装置の、新たなコンテナをコンテナホルダに挿入する際に使用するコンテナ交換位置決め装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
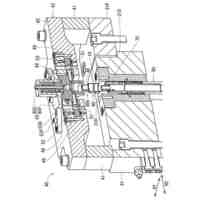
【0002】
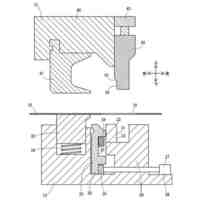
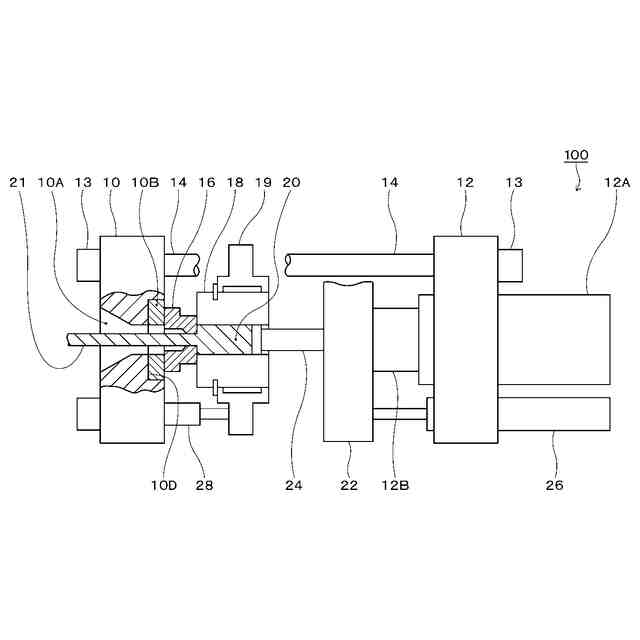
金属材料、例えば、アルミニウム又はその合金材料等による押出材(以後:ビレット)を押出成形する一般的な押出プレス装置100を図1に示す。図1は、一部断面を含む押出プレス装置100の概略側面図である。メインシリンダ12Aにその一端側が収納され、油圧で前進駆動されるメインラム12Bの先端部に、メインクロスヘッド22を介して押出ステム24が取り付けられている。
【0003】
押出プレス装置100によりビレット20を押出成形する場合、エンドプラテン10の凹部10Dに埋設された、リング状のプレッシャーリング10Bを介してエンドプラテン10側に配置されたダイス16に、コンテナシリンダ28でコンテナ18(コンテナホルダ19)を押圧させる(コンテナシール)。実際には、押出方向に複数の部材が組み合わされ、ダイスアッセンブリとして構成されるダイス16は、図示しない保持手段(例えばダイカセット)に収納されている。そして、メインラム12Bを前進させて、コンテナ18内に収納されたビレット20を押出ステム24によりダイス16に押圧させる(アプセット工程)。押圧されたビレット20は半径方向に膨張するように塑性変形し、コンテナ18の内周面に密着する。
【0004】
メインラム12Bをさらに前進させることにより、ビレット20を押出ステム24によりダイス16に押圧(押圧作用力)させて、ダイス16から押出用開口部10Aへ、所定の断面形状の押出製品21が連続して押出成形される(押出工程)。なお、図1において、押出工程におけるメインラム12Bの移動を前進とし、図1の押出プレス装置100の左側を前方、右側を後方とする。また、図示された構成の後方への移動を後退とする。
【0005】
一方、メインシリンダ12Aは、エンドプラテン10と対向するように配置されたメインシリンダハウジング12の略中央に配置され、サイドシリンダ26は、メインシリンダハウジング12のメインシリンダ12Aの周囲に複数個配置されている。サイドシリンダ26のシリンダロッドはメインクロスヘッド22の後端面に固定され、後退手段を持たないメインラム12Bの後退時に駆動される。また、サイドシリンダ26は、押出工程において、メインラム12Bと共にメインクロスヘッド22を前進させる。
【0006】
そして、エンドプラテン10は、タイロッドナット13及びタイロッド14によりメインシリンダハウジング12と連結されている。押圧作用力の反力は、押出工程中にダイス16(プレッシャーリング10B)を介してエンドプラテン10に作用すると共に、メインシリンダ12Aを介してメインシリンダハウジング12に作用し、これらを互いに離間させる方向へ作用する。このような押圧作用力の反力に対して、エンドプラテン10の四隅及びメインシリンダハウジング12の対応する四隅を貫通するタイロッド14と、タイロッド14の両端に配置され、タイロッド14の大径部を構成するタイロッドナット13と、によって、これらを互いに離間させる方向への移動を拘束すると共に、タイロッド14の伸長(弾性領域内)により、押圧作用力の反力に抗するよう構成されている。
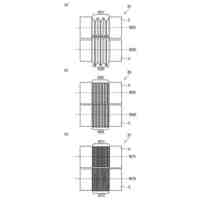
【0007】
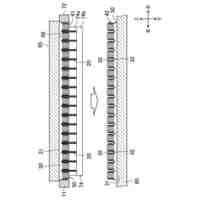
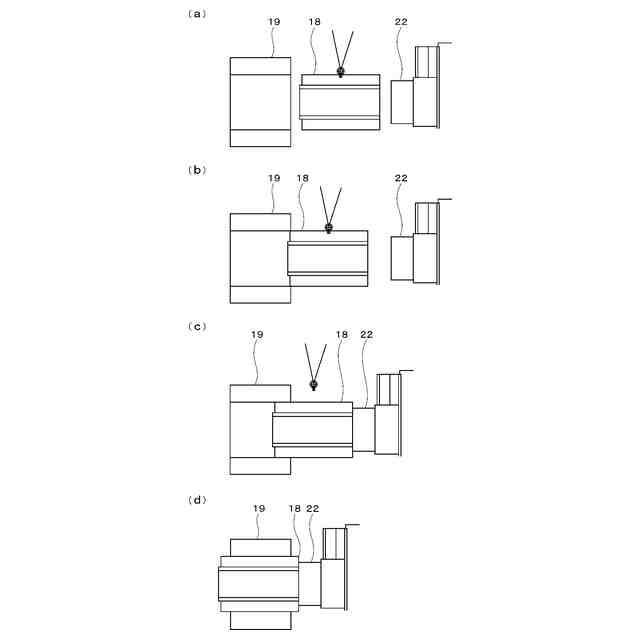
ここで、従来のコンテナ交換方法について図2を参照しながら説明する。まず、図2(a)に示すように、メインクロスヘッド22をコンテナホルダ19から後退させる。メインクロスヘッド22からは押出ステム24が取り外されている。また、コンテナホルダ19からは予め、使用済みコンテナが搬出されている。そして、コンテナホルダ19と後退させたメインクロスヘッド22との間に新しいコンテナ18を天井クレーン等で移動させる。この時、作業員が押出プレス装置内に待機して、新しいコンテナ18を誘導する必要がある。
【0008】
次に、図2(b)に示すように、作業員の誘導により、天井クレーン等を操作してコンテナ18の端部をコンテナホルダ19のコンテナ収納孔に挿入する。続いて、図2(c)に示すように、メインクロスヘッド22を前進させてコンテナ18の端部に接触させる。その状態でメインクロスヘッド22の前進により、新しいコンテナ18をコンテナホルダ19のコンテナ収納孔に押し込む。
【0009】
適当なタイミングで、新しいコンテナ18と天井クレーン等の接続を解除させる。そして、図2(d)に示すように、メインクロスヘッド22の前進により、新しいコンテナ18をコンテナホルダ19のコンテナ収納孔の挿入限位置まで押し込む。その後、図示はしていないが、メインクロスヘッド22を後退させて、押出ステム24が取り付けられる。
【0010】
尚、使用済みコンテナをコンテナホルダ19から搬出する際は、図示はしていないが、押出ステム24を取り外したメインクロスヘッド22を前進させて、使用済みコンテナの一端に接触させる。そして、公知の方法や手段でメインクロスヘッド22と使用済みコンテナとを固定させる。その後、メインクロスヘッド22を後退させて、接続させた使用済みコンテナをコンテナホルダ19から引き出す。そして、適当なタイミングで、使用済みコンテナを天井クレーン等で吊った後、更にメインクロスヘッド22を後退させて、使用済みコンテナをコンテナホルダ19から引き出す。そして、コンテナホルダ19から排出された使用済みコンテナを押出プレス装置100機外へ搬出させる。この、使用済みコンテナをコンテナホルダ19から搬出する作業について、使用済みコンテナをコンテナホルダ19から引き出す際、引き出した使用済みコンテナをビレットローダ用ガイド上に一旦載置した後、天井クレーン等で押出プレス装置機外へ搬出させる特許文献1が開示されている。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ハゼ折鋼板のハゼ締め装置
1か月前
村田機械株式会社
プレス機械
24日前
株式会社プロテリアル
熱間鍛造用金型
1か月前
トヨタ自動車株式会社
プレス金型
2か月前
トヨタ紡織株式会社
金型装置
2か月前
株式会社ゴーシュー
歯車素材
1か月前
日伸工業株式会社
加工システム
18日前
石田鉄工株式会社
格子状製品の製造方法
2か月前
日産自動車株式会社
逐次成形方法
1か月前
A株式会社
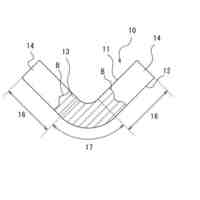
接合部材、及び、骨組み構造体
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
1か月前
ニデック株式会社
金型及び打ち抜き方法
2か月前
株式会社不二越
転造加工用鋼製平ダイス
16日前
冨士発條株式会社
トリミング装置
1か月前
大同特殊鋼株式会社
横型鍛造装置
24日前
村田機械株式会社
金型交換装置及び金型検出方法
1か月前
株式会社ヤマナカゴーキン
ダイセット装置
1か月前
ニデック株式会社
金型及びプレス加工装置
2か月前
トヨタ紡織株式会社
カシメ装置
24日前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
2か月前
東芝産業機器システム株式会社
金型装置
1か月前
株式会社神戸製鋼所
金属板の曲げ加工方法
1か月前
株式会社吉野機械製作所
プレス機械及びプレス加工方法
1か月前
株式会社神戸製鋼所
プレス成形品の製造方法
2日前
株式会社神戸製鋼所
圧延機の板厚制御方法
1か月前
株式会社ツガミ
ダイスセット及び転造盤
1か月前
日本製鉄株式会社
被圧延材の蛇行制御方法
1か月前
有限会社山内エンジニアリング
角形ケースの製造方法
18日前
オーエスジー株式会社
組合せダイス
1か月前
株式会社デンソー
フィン成形方法
3日前
株式会社神戸製鋼所
接合工具及び接合方法
1か月前
トヨタ紡織株式会社
積層鉄心の製造装置及び背圧治具
2か月前
旭精機工業株式会社
穿孔装置及びトランスファプレス機
1か月前
ダイキン工業株式会社
熱交換器の製造方法
1か月前
ダイキン工業株式会社
熱交換器の製造方法
1か月前
UBEマシナリー株式会社
押出プレス装置のコンテナ交換位置決め装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ