TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024150857
公報種別
公開特許公報(A)
公開日
2024-10-24
出願番号
2023063860
出願日
2023-04-11
発明の名称
ダイスセット及び転造盤
出願人
株式会社ツガミ
代理人
個人
,
個人
,
個人
,
個人
主分類
B21H
7/14 20060101AFI20241017BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】加工工程を集約することで加工時間の短縮を図ることができるダイスセット及び転造盤を提供する。
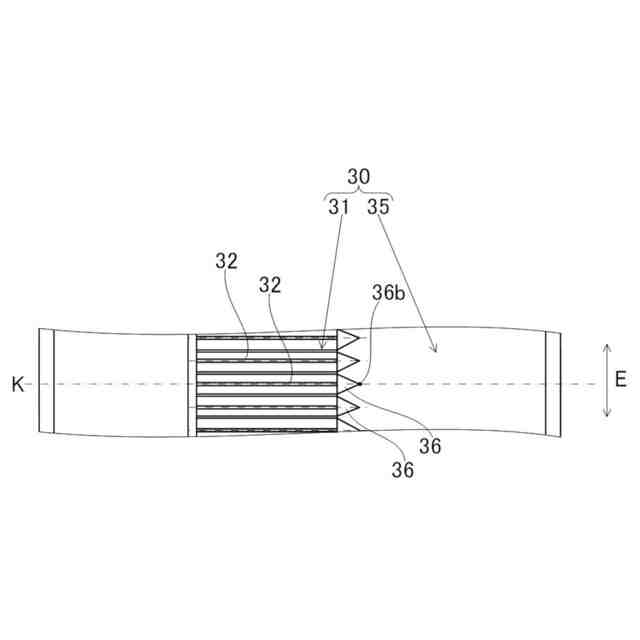
【解決手段】ダイスセット30は、歯すじ方向に延びる複数の歯をブランク材50Bに形成するための複数のセレーション溝部32を有するセレーションダイス31と、ブランク材50Bに形成される歯の端部から歯すじ方向に当該歯から離れるにつれて歯幅が小さくなる逃げ部を形成するための複数のレリービング溝部36を有し、ブランク材50Bに歯と同時に逃げ部が形成可能となるようにセレーションダイス31と組み合わされるレリービングダイス35と、を備える。
【選択図】図4
特許請求の範囲
【請求項1】
歯すじ方向に延びる複数の歯を転造対象品に形成するための複数のセレーション溝部を有するセレーションダイスと、
転造対象品に形成される歯の端部から前記歯すじ方向に当該歯から離れるにつれて幅が小さくなる逃げ部を形成するための複数の逃げ形成溝部を有し、転造対象品に歯と同時に逃げ部が形成可能となるように前記セレーションダイスと組み合わされる逃げ形成ダイスと、を備える、
ダイスセット。
続きを表示(約 570 文字)
【請求項2】
2つの前記逃げ形成ダイスは、前記ダイスセットの回転軸方向において前記セレーションダイスの両側に設けられ、前記複数の逃げ形成溝部により転造対象品の歯の両端側に逃げ部を形成する、
請求項1に記載のダイスセット。
【請求項3】
前記逃げ形成溝部は、前記ダイスセットの回転軸方向において前記セレーションダイスから遠ざかるほど溝幅が小さく、かつ、前記溝部の深さが深くなるにつれて溝幅が小さくなる形状で形成されている、
請求項1又は2に記載のダイスセット。
【請求項4】
前記逃げ形成ダイスは、レリービングダイスであり、
前記レリービングダイスは、前記複数の逃げ形成溝部である複数のレリービング溝部を有する、
請求項1又は2に記載のダイスセット。
【請求項5】
複数設けられた請求項1又は2に記載のダイスセットと、
前記複数のダイスセットの間に転造対象品を支持する支持部と、
歯と逃げ部が同時に形成されるように転造対象品を転造するために、前記複数のダイスセットを回転させつつ、前記複数のダイスセットが転造対象品に当たるように前記複数のダイスセットを転造対象品に対して相対移動させる転造動作機構と、を備える、
転造盤。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダイスセット及び転造盤に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1に記載の転造加工装置は、第1及び第2の転造ダイスの間に位置する線材に加圧した状態で、第1及び第2の転造ダイスを同じ方向に回転させることにより、線材の外周面上にセレーションを形成する(特許文献1の明細書段落0020等参照)。
特許文献2に記載の加工装置は、切削加工により、レリービング等の連続的に変化する歯形を形成可能である(特許文献2の明細書段落0098等参照)。
【先行技術文献】
【特許文献】
【0003】
特開2003-145243号公報
特開2019-018335号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来、セレーションにレリービングを形成する場合には、上記特許文献1に記載のセレーションを形成する工程と上記特許文献2に記載のレリービングを形成する工程を別の工程として行う必要があり、加工工程を集約できず、加工時間が長くなる。
【0005】
本発明は、上記実状に鑑みてなされたものであり、加工工程を集約することで加工時間の短縮を図ることができるダイスセット及び転造盤を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明の第1の観点に係るダイスセットは、歯すじ方向に延びる複数の歯を転造対象品に形成するための複数のセレーション溝部を有するセレーションダイスと、転造対象品に形成される歯の端部から前記歯すじ方向に当該歯から離れるにつれて幅が小さくなる逃げ部を形成するための複数の逃げ形成溝部を有し、転造対象品に歯と同時に逃げ部が形成可能となるように前記セレーションダイスと組み合わされる逃げ形成ダイスと、を備える。
【0007】
上記目的を達成するため、本発明の第2の観点に係る転造盤は、複数設けられた前記ダイスセットと、前記複数のダイスセットの間に転造対象品を支持する支持部と、歯と逃げ部が同時に形成されるように転造対象品を転造するために、前記複数のダイスセットを回転させつつ、前記複数のダイスセットが転造対象品に当たるように前記複数のダイスセットを転造対象品に対して相対移動させる転造動作機構と、を備える。
【発明の効果】
【0008】
本発明によれば、加工工程を集約することで加工時間の短縮を図ることができる。
【図面の簡単な説明】
【0009】
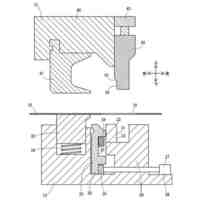
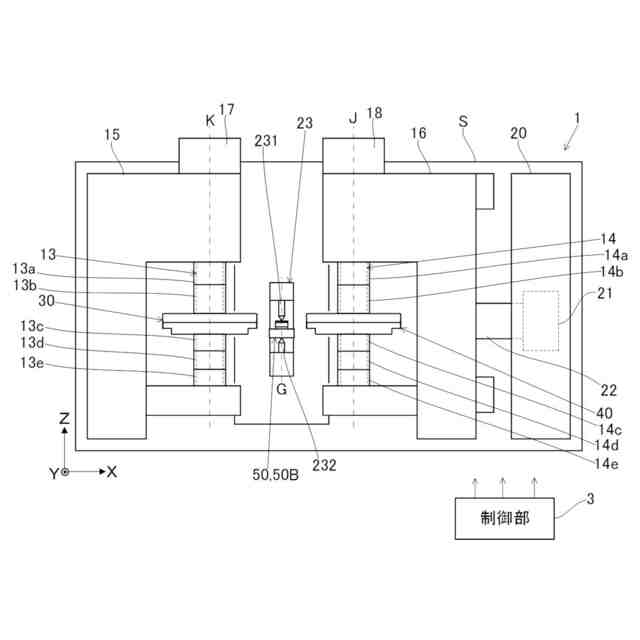
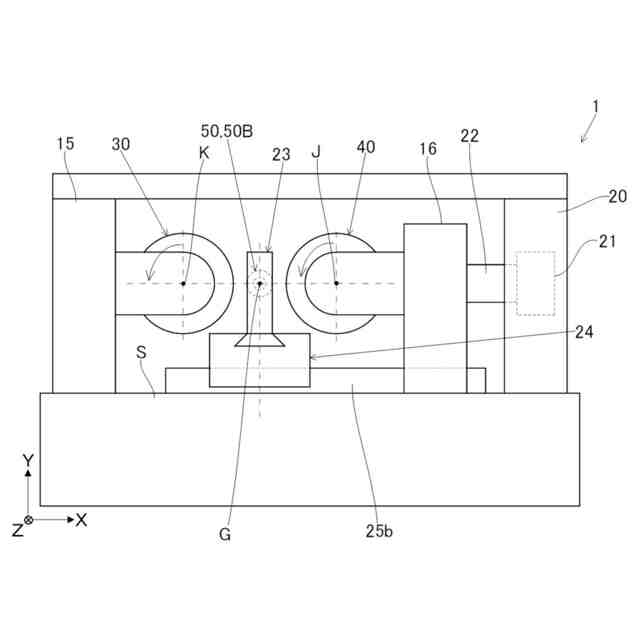
本発明の第1実施形態に係る転造盤の平面図である。
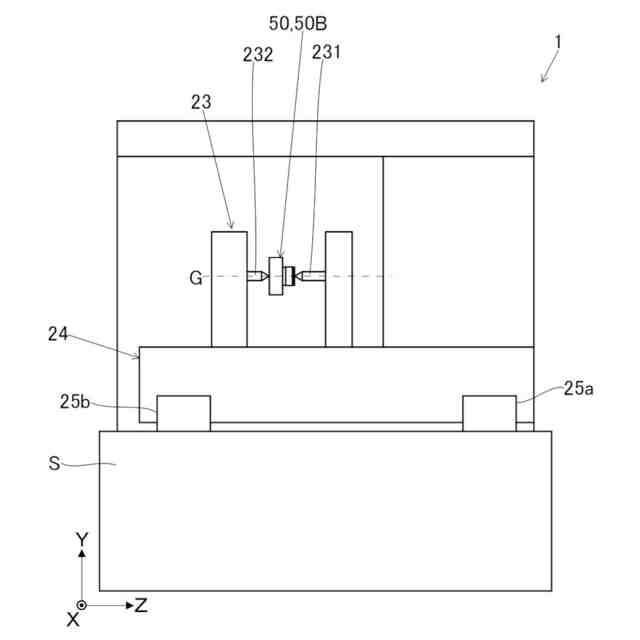
本発明の第1実施形態に係る転造盤の正面図である。
本発明の第1実施形態に係る転造盤の側面図である。
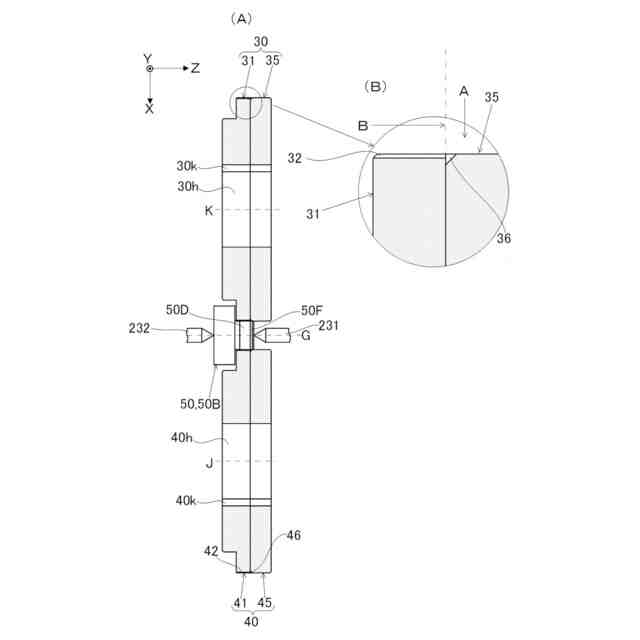
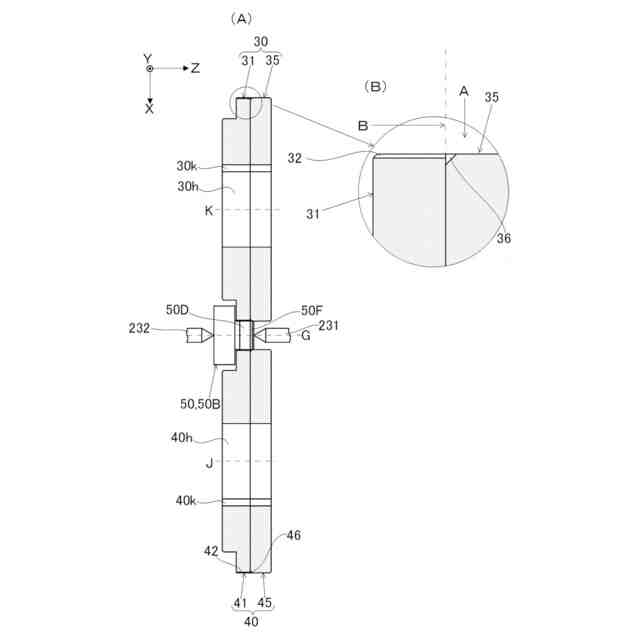
(A),(B)は、本発明の第1実施形態に係る転造時のダイスセット、転造品(ブランク材)及びセンタの概略図である。
図4(B)の矢印Aから見たダイスセットの一部を示す図である。
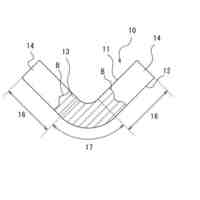
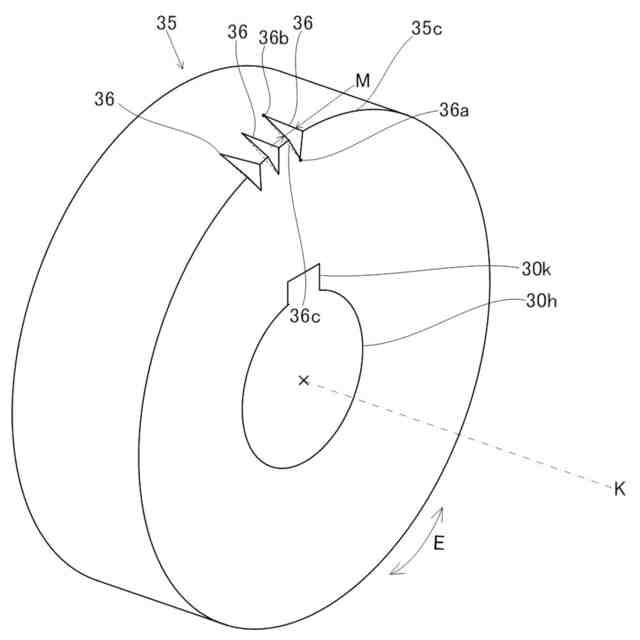
本発明の第1実施形態に係るレリービング溝部が形成されている側から見たレリービングダイスの模式的な斜視図である。
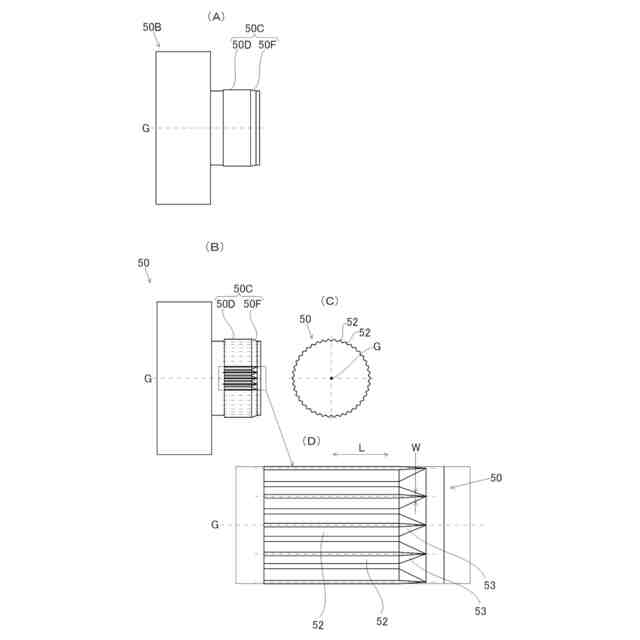
(A)はブランク材の側面図であり、(B)は転造品の側面図であり、(C)は転造品の正面図であり、(D)は当該(B)の一部の拡大図である。
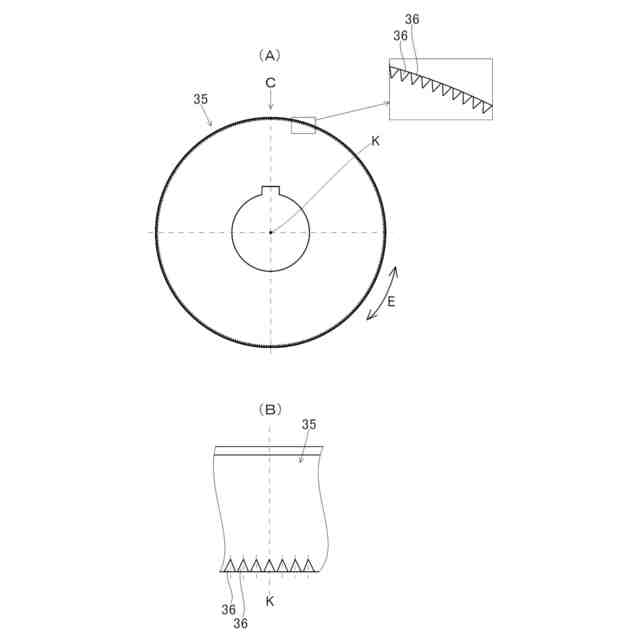
(A)は図4の矢印Bから見たレリービングダイスの図であり、(B)は当該(A)の矢印Cから見たレリービングダイスの一部を示す図である。
(A),(B)は、本発明の第2実施形態に係る転造時のダイスセット、転造品(ブランク材)及びセンタの概略図である。
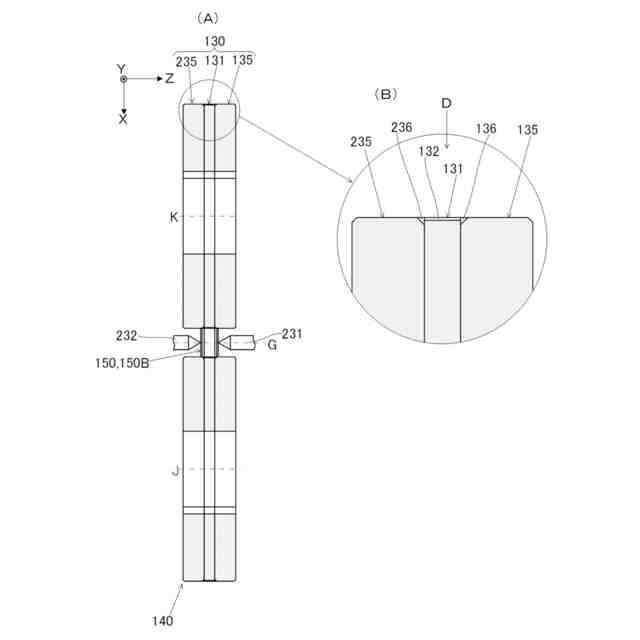
図9(B)の矢印Dから見たダイスセットの一部を示す図である。
(A)はブランク材の側面図であり、(B)は転造品の側面図であり、(C)は転造品の正面図であり、(D)は当該(B)の一部の拡大図である。
【発明を実施するための形態】
【0010】
(第1実施形態)
本発明の第1実施形態に係るダイスセット及び転造盤について図面を参照して説明する。
本実施形態に係る転造盤は、インフィード転造方式を用いて、ブランク材に、複数の歯を形成するセレーション加工と、歯の端部に歯幅が徐々に小さくなる逃げ部を形成するレリービング加工とを、転造加工により同時に施す転造盤である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
金型装置
4か月前
個人
鋼線材の高減面率延伸装置
3か月前
個人
ハゼ折鋼板のハゼ締め装置
1か月前
村田機械株式会社
プレス機械
24日前
株式会社プロテリアル
熱間鍛造用金型
1か月前
トヨタ自動車株式会社
プレス金型
2か月前
株式会社ゴーシュー
歯車素材
1か月前
トヨタ紡織株式会社
金型装置
2か月前
大裕株式会社
鋼矢板の矯正装置
3か月前
日伸工業株式会社
加工システム
18日前
石田鉄工株式会社
格子状製品の製造方法
2か月前
株式会社小矢部精機
膜厚制御装置
4か月前
日産自動車株式会社
逐次成形方法
1か月前
A株式会社
接合部材、及び、骨組み構造体
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
1か月前
村田機械株式会社
上型ホルダ及びプレス機械
3か月前
冨士発條株式会社
トリミング装置
1か月前
ニデック株式会社
金型及び打ち抜き方法
2か月前
大同特殊鋼株式会社
横型鍛造装置
24日前
大同特殊鋼株式会社
鋼種判別装置
4か月前
株式会社不二越
転造加工用鋼製平ダイス
16日前
ダイハツ工業株式会社
曲げ加工装置
3か月前
ニデック株式会社
金型及びプレス加工装置
2か月前
株式会社ヤマナカゴーキン
ダイセット装置
1か月前
神鋼鋼線工業株式会社
ばね用線材
4か月前
トヨタ紡織株式会社
カシメ装置
24日前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
ダイハツ工業株式会社
曲げ加工装置
3か月前
村田機械株式会社
金型交換装置及び金型検出方法
1か月前
浜名部品工業株式会社
軸部材の製造方法及び軸部材
3か月前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
2か月前
東芝産業機器システム株式会社
金型装置
1か月前
株式会社吉野機械製作所
プレス機械及びプレス加工方法
1か月前
株式会社神戸製鋼所
金属板の曲げ加工方法
1か月前
株式会社神戸製鋼所
圧延機の板厚制御方法
1か月前
株式会社神戸製鋼所
プレス成形品の製造方法
2日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ