TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024141625
公報種別
公開特許公報(A)
公開日
2024-10-10
出願番号
2023053374
出願日
2023-03-29
発明の名称
接合工具及び接合方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B21J
15/26 20060101AFI20241003BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】設備費を抑えつつ、実用的かつ簡易的に被接合材同士を接合させることが可能な接合工具及び接合方法を提供する。
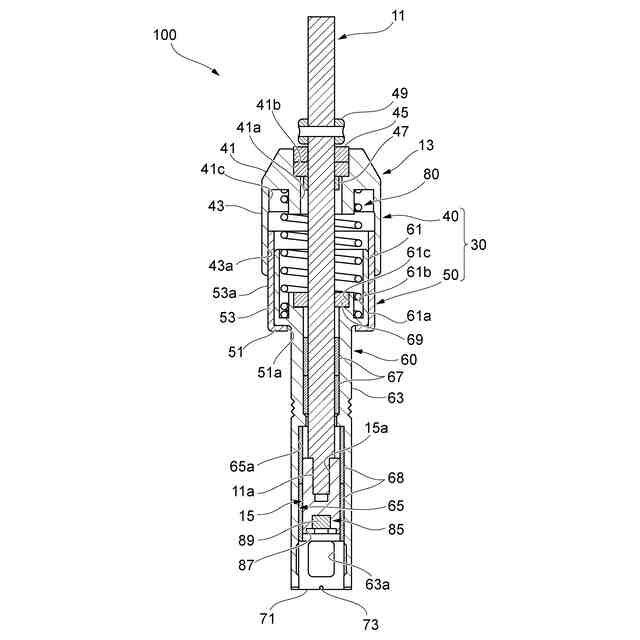
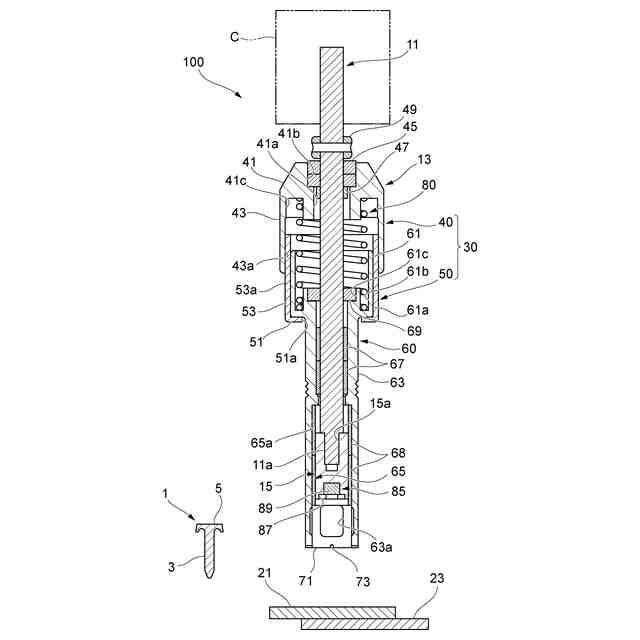
【解決手段】重ね合わせた被接合材21,23同士を、リベット1を埋め込んで接合させる接合工具100であって、先端にリベット1を保持可能な保持部15を有し、後端が回転駆動装置の回転軸に把持されて回転軸とともに回転されるシャフト11と、シャフト11が中心に通された工具本体13と、を有し、工具本体13は、シャフト11を回転可能に支持するハウジング30と、被接合材21に当接可能な当接面71を有し、ハウジング30に対して相対的に摺動可能なガイド部60と、ハウジング30とガイド部60との間に設けられてガイド部60を先端側へ付勢するコイルバネ80と、を備える。
【選択図】図9
特許請求の範囲
【請求項1】
重ね合わせた被接合材同士を、接合補助部材を埋め込んで接合させる接合工具であって、
先端に前記接合補助部材を保持可能な保持部を有し、後端が回転駆動装置の回転軸に把持されて前記回転軸とともに回転されるシャフトと、
前記シャフトが中心に通された工具本体と、を有し、
前記工具本体は、
前記シャフトを回転可能に支持するハウジングと、
前記被接合材に当接可能な当接面を有し、前記ハウジングに対して相対的に摺動可能なガイド部と、
前記ハウジングと前記ガイド部との間に設けられて前記ガイド部を先端側へ付勢する弾性部材と、
を備える接合工具。
続きを表示(約 600 文字)
【請求項2】
前記シャフトの前記保持部は、前記接合補助部材を吸着または係合して着脱可能に保持する保持機能部を備える、
請求項1に記載の接合工具。
【請求項3】
前記保持機能部は、前記接合補助部材を磁力によって吸着する磁石と、前記接合補助部材が嵌め込まれることにより、前記接合補助部材を係合する凹部との少なくとも一方である、
請求項2に記載の接合工具。
【請求項4】
前記弾性部材は、コイルバネであり、
前記ガイド部は、前記コイルバネが伸縮することにより、前記シャフトに対して相対的に摺動される、
請求項1に記載の接合工具。
【請求項5】
請求項1~4のいずれか一項に記載の接合工具を用い、互いに重ね合わせた前記被接合材同士を前記接合補助部材によって接合させる接合方法であって、
前記シャフトの後端を前記回転駆動装置の前記回転軸に把持させ、
前記シャフトの前記保持部に前記接合補助部材を保持させ、
前記ガイド部を前記被接合材に当接させ、
前記回転軸とともに前記シャフトを回転させながら前記接合工具を前記被接合材へ向かって押圧することにより、前記シャフトとともに回転する前記接合補助部材を前記被接合材に埋め込んで前記被接合材を前記接合補助部材によって接合させる、
接合方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、接合工具及び接合方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
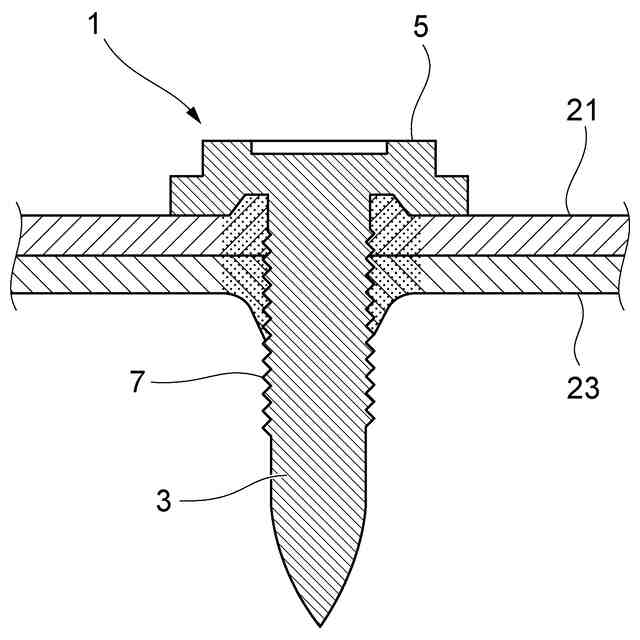
近年、車体の軽量化を図るため、例えば、軽量なアルミニウム材を鉄材と接合した接合体が用いられている。このような異種金属材料の接合に好適な接合方法として、外周面にねじ山が形成されたリベットを回転させて被接合材に押し込む、いわゆるフロー・ドリル・スクリュー(FDS(登録商標):Flow Drilling Screw)方式、あるいはフランジに円柱状の突起部が設けられたエレメントを回転させながら被接合材に圧入させる、いわゆるフリクション・エレメント・接合(FEW:(Friction Element Welding)方式が採用されている(例えば、特許文献1参照)。これらの回転動力を用いた接合法であるFDS方式及びFEW方式は、下孔加工が不要で、しかも、被接合材の片面からの加工が可能であるので、施工性に優れている。
【先行技術文献】
【特許文献】
【0003】
特開2021-13950号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上記のFDS方式及びFEW方式などの機械締結法による接合方法は、ロボット等の高価で大型の専用機を要するため、設備費が嵩むとともに、設備が大掛かりとなってしまう。
【0005】
そこで本発明は、設備費を抑えつつ、実用的かつ簡易的に被接合材同士を接合させることが可能な接合工具及び接合方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は下記の構成からなる。
(1) 重ね合わせた被接合材同士を、接合補助部材を埋め込んで接合させる接合工具であって、
先端に前記接合補助部材を保持可能な保持部を有し、後端が回転駆動装置の回転軸に把持されて前記回転軸とともに回転されるシャフトと、
前記シャフトが中心に通された工具本体と、を有し、
前記工具本体は、
前記シャフトを回転可能に支持するハウジングと、
前記被接合材に当接可能な当接面を有し、前記ハウジングに対して相対的に摺動可能なガイド部と、
前記ハウジングと前記ガイド部との間に設けられて前記ガイド部を先端側へ付勢する弾性部材と、
を備える接合工具。
(2) (1)に記載の接合工具を用い、互いに重ね合わせた前記被接合材同士を前記接合補助部材によって接合させる接合方法であって、
前記シャフトの後端を前記回転駆動装置の前記回転軸に把持させ、
前記シャフトの前記保持部に前記接合補助部材を保持させ、
前記ガイド部を前記被接合材に当接させ、
前記回転軸とともに前記シャフトを回転させながら前記接合工具を前記被接合材へ向かって押圧することにより、前記シャフトとともに回転する前記接合補助部材を前記被接合材に埋め込んで前記被接合材を前記接合補助部材によって接合させる、
接合方法。
【発明の効果】
【0007】
本発明によれば、設備費を抑えつつ、実用的かつ簡易的に被接合材同士を接合させることができる。
【図面の簡単な説明】
【0008】
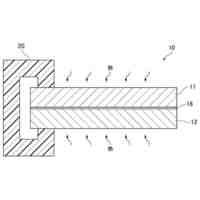
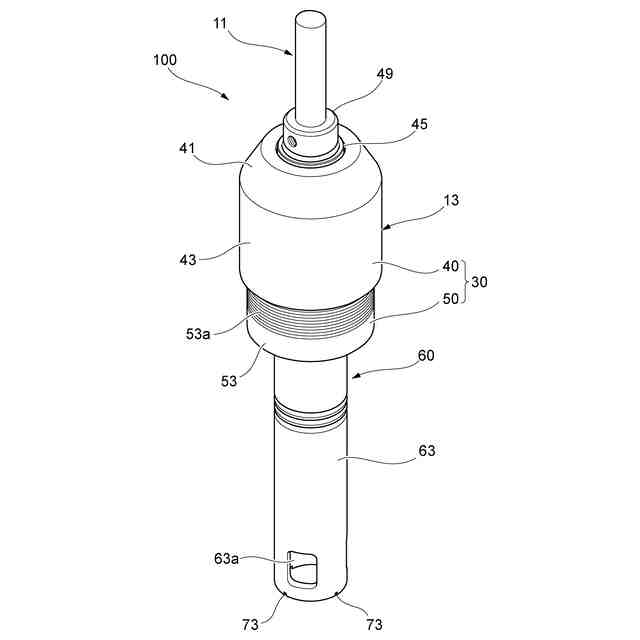
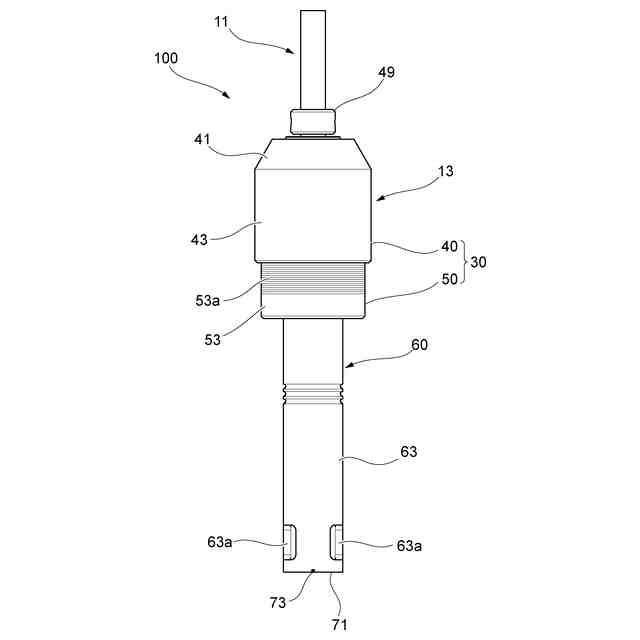
図1は、第1実施形態に係る接合工具の斜視図である。
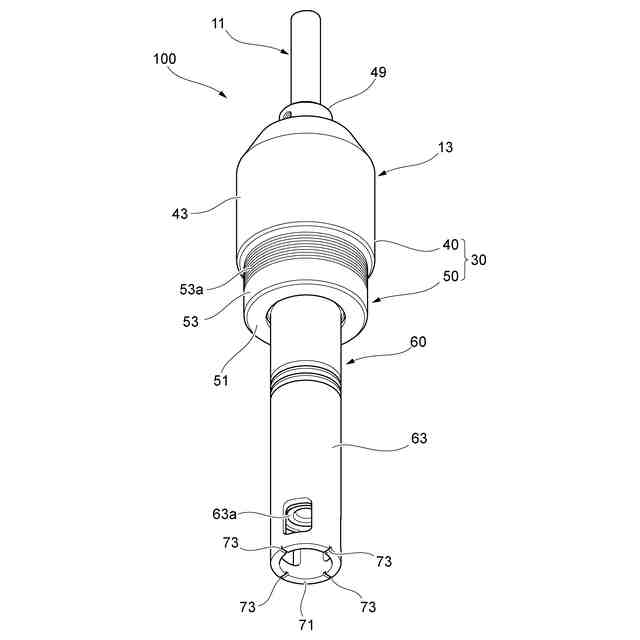
図2は、第1実施形態に係る接合工具の先端側から視た斜視図である。
図3は、第1実施形態に係る接合工具の側面図である。
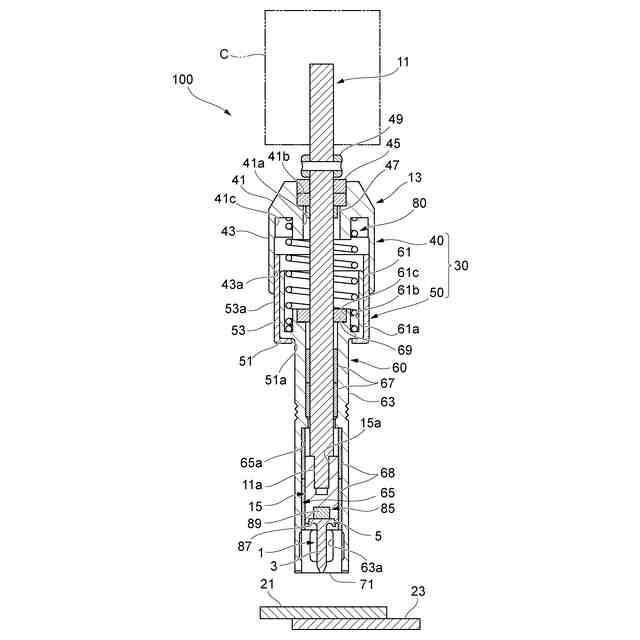
図4は、第1実施形態に係る接合工具の軸方向に沿う断面図である。
図5は、FDS方式による接合について説明する被接合材における接合箇所の断面図である。
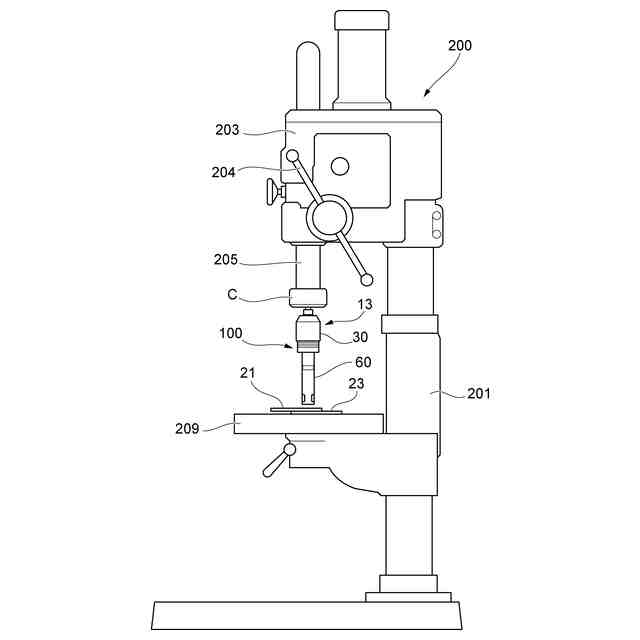
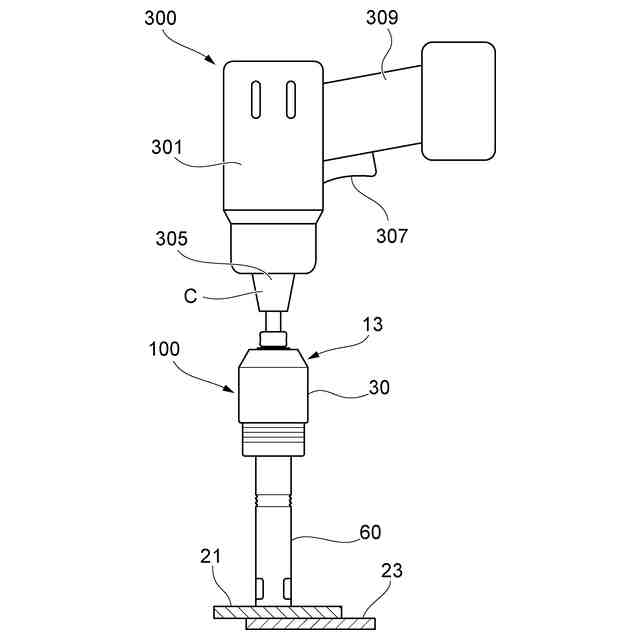
図6は、卓上ボール盤に接合工具を組付けた状態を示す概略側面図である。
図7は、ハンドドリルに接合工具を組付けた状態を示す概略側面図である。
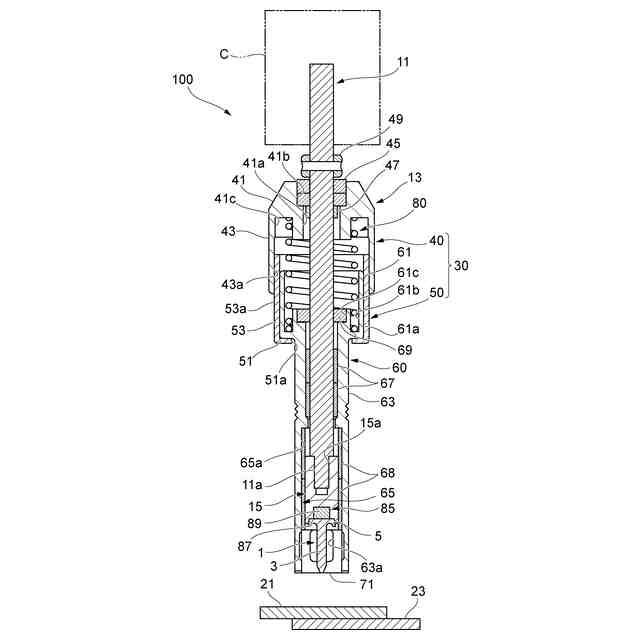
図8は、第1実施形態に係る接合工具による被接合材の接合の工程を示す軸方向に沿う断面図である。
図9は、第1実施形態に係る接合工具による被接合材の接合の工程を示す軸方向に沿う断面図である。
図10は、第1実施形態に係る接合工具による被接合材の接合の工程を示す軸方向に沿う断面図である。
図11は、第1実施形態に係る接合工具による被接合材の接合の工程を示す軸方向に沿う断面図である。
図12は、第1実施形態に係る接合工具による被接合材の接合の工程を示す軸方向に沿う断面図である。
図13は、第2実施形態に係る接合工具の軸方向に沿う断面図である。
図14は、FEW方式による接合について説明する被接合材における接合箇所の断面図である。
図15は、第2実施形態に係る接合工具による被接合材の接合の工程を示す軸方向に沿う断面図である。
図16は、第2実施形態に係る接合工具による被接合材の接合の工程を示す軸方向に沿う断面図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態について、図面を参照して詳細に説明する。
(第1実施形態)
まず、第1実施形態に係る接合工具ついて説明する。
図1は、第1実施形態に係る接合工具100の斜視図である。図2は、第1実施形態に係る接合工具100の先端側から視た斜視図である。図3は、第1実施形態に係る接合工具100の側面図である。図4は、第1実施形態に係る接合工具100の軸方向に沿う断面図である。
【0010】
図1~図4に示すように、第1実施形態に係る接合工具100は、シャフト11と、工具本体13と、を有している。シャフト11は、丸棒状に形成されており、先端部に接合補助部材であるリベットを保持する保持部15を有している。シャフト11は、工具本体13の中心に通されている。シャフト11は、その後端が回転駆動装置(図1~図4に図示せず)の回転軸に把持され、回転駆動装置の回転軸が回転されることにより、この回転軸とともに回転される。この接合工具100は、シャフト11の保持部15に保持させたリベットを回転させて被接合材に押し込むフロー・ドリル・スクリュー(以下、FDSと記す)方式によって被接合材を接合する際に用いられる工具である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社神戸製鋼所
車両用フード
24日前
株式会社神戸製鋼所
車両用フード
24日前
株式会社神戸製鋼所
車両用フード
24日前
株式会社神戸製鋼所
プレス成形品の製造方法
2日前
株式会社神戸製鋼所
異種金属接合継手の分解方法
24日前
株式会社神戸製鋼所
バリ取りシステム、バリ取り方法、及びプログラム
16日前
株式会社神戸製鋼所
制御情報修正方法、制御情報修正装置、及びプログラム
10日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
26日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
26日前
株式会社神戸製鋼所
積層計画情報生成装置及び積層計画情報生成方法、並びにプログラム
4日前
株式会社神戸製鋼所
フラックス入りワイヤ
11日前
株式会社神戸製鋼所
タブ用アルミニウム合金塗装板
5日前
株式会社神戸製鋼所
半硬質磁性部品用の線材又は棒鋼、およびそれを用いた半硬質磁性部品の製造方法
18日前
個人
金型装置
4か月前
個人
ハゼ折鋼板のハゼ締め装置
1か月前
個人
鋼線材の高減面率延伸装置
3か月前
村田機械株式会社
プレス機械
24日前
株式会社プロテリアル
熱間鍛造用金型
1か月前
トヨタ自動車株式会社
プレス金型
2か月前
トヨタ紡織株式会社
金型装置
2か月前
トヨタ自動車株式会社
鍛造加工装置
5か月前
株式会社ゴーシュー
歯車素材
1か月前
日伸工業株式会社
加工システム
18日前
大裕株式会社
鋼矢板の矯正装置
3か月前
トヨタ自動車株式会社
プレス成型方法
4か月前
株式会社小矢部精機
膜厚制御装置
4か月前
日産自動車株式会社
逐次成形方法
1か月前
石田鉄工株式会社
格子状製品の製造方法
2か月前
A株式会社
接合部材、及び、骨組み構造体
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
1か月前
株式会社リード
金属管曲げ型
4か月前
株式会社不二越
歯車転造加工ユニット
4か月前
村田機械株式会社
上型ホルダ及びプレス機械
3か月前
大同特殊鋼株式会社
横型鍛造装置
24日前
ニデック株式会社
金型及び打ち抜き方法
2か月前
冨士発條株式会社
トリミング装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ