TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024160435
公報種別
公開特許公報(A)
公開日
2024-11-14
出願番号
2023075407
出願日
2023-05-01
発明の名称
制御情報修正方法、制御情報修正装置、及びプログラム
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
主分類
B23K
9/04 20060101AFI20241107BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接ビードを積層することにより積層造形を行う際に、積層パスの積層開始点を、その積層パスより前に積層される積層パスの軌跡を考慮した適切なシフト位置にシフト可能とする。
【解決手段】溶接ビードを積層することにより行われる積層造形の制御情報を修正する制御情報修正方法であって、溶接ビードの複数の積層パスの軌跡及び順序を取得する工程と、複数の積層パスのうちの第1の積層パスの軌跡である第1の軌跡に基づいて、第1の積層パスの積層開始点の近傍範囲を特定する工程と、複数の積層パスの順序に基づいて、複数の積層パスのうちの第1の積層パスより前に積層される第2の積層パスの軌跡であって近傍範囲と重複する軌跡である第2の軌跡を抽出する工程と、第1の軌跡と第2の軌跡とに基づいて、近傍範囲内に積層開始点のシフト位置を設定する工程と、シフト位置に基づいて、制御情報を修正する工程とを含む、制御情報修正方法。
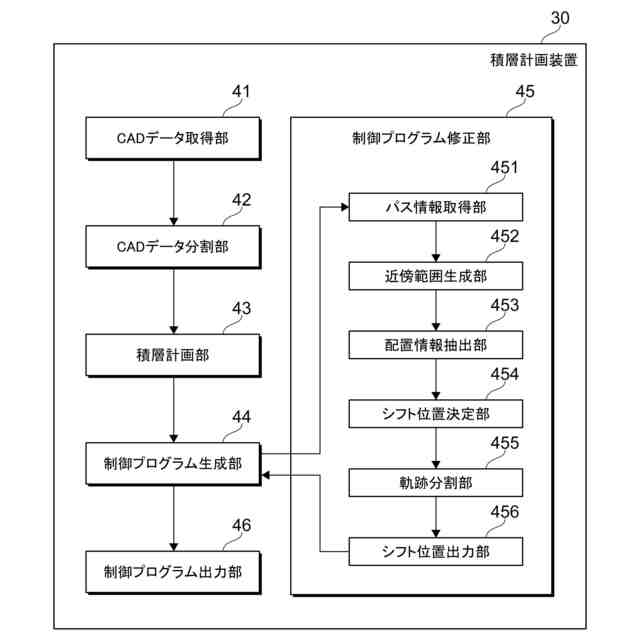
【選択図】図3
特許請求の範囲
【請求項1】
溶接ビードを積層することにより行われる積層造形の制御情報を修正する制御情報修正方法であって、
溶接ビードの複数の積層パスの軌跡及び順序を取得する工程と、
前記複数の積層パスのうちの第1の積層パスの軌跡である第1の軌跡に基づいて、当該第1の積層パスの積層開始点の近傍範囲を特定する工程と、
前記複数の積層パスの順序に基づいて、当該複数の積層パスのうちの前記第1の積層パスより前に積層される第2の積層パスの軌跡であって前記近傍範囲と重複する軌跡である第2の軌跡を抽出する工程と、
前記第1の軌跡と前記第2の軌跡とに基づいて、前記近傍範囲内に前記積層開始点のシフト位置を設定する工程と、
前記シフト位置に基づいて、前記制御情報を修正する工程と
を含む、制御情報修正方法。
続きを表示(約 1,400 文字)
【請求項2】
前記設定する工程では、前記第1の軌跡と前記第2の軌跡と前記シフト位置との対応関係を用いて当該シフト位置を設定する、請求項1に記載の制御情報修正方法。
【請求項3】
前記設定する工程では、前記対応関係をパターン化したパターンデータを前記第1の軌跡と前記第2の軌跡とを用いて探索することにより、前記シフト位置を設定する、請求項2に記載の制御情報修正方法。
【請求項4】
前記設定する工程では、前記対応関係を学習した機械学習モデルに前記第1の軌跡と前記第2の軌跡とを入力することにより、前記シフト位置を設定する、請求項2に記載の制御情報修正方法。
【請求項5】
前記設定する工程では、前記第1の軌跡と前記第2の軌跡との相対的な位置関係を示す特徴量を算出し、当該特徴量と前記シフト位置との対応関係を用いて当該シフト位置を設定する、請求項1に記載の制御情報修正方法。
【請求項6】
前記設定する工程では、前記対応関係を学習した機械学習モデルに前記特徴量を入力することにより、前記シフト位置を設定する、請求項5に記載の制御情報修正方法。
【請求項7】
前記設定する工程では、前記シフト位置を設定することが禁止された禁止部分を含む前記近傍範囲内の当該禁止部分以外の領域に当該シフト位置を設定する、請求項1に記載の制御情報修正方法。
【請求項8】
前記設定する工程では、前記第1の軌跡と、前記溶接ビードの輪郭を持つ前記第2の軌跡とに基づいて、前記シフト位置を設定する、請求項1に記載の制御情報修正方法。
【請求項9】
溶接ビードを積層することにより行われる積層造形の制御情報を修正する制御情報修正装置であって、
溶接ビードの複数の積層パスの軌跡及び順序を取得する取得部と、
前記複数の積層パスのうちの第1の積層パスの軌跡である第1の軌跡に基づいて、当該第1の積層パスの積層開始点の近傍範囲を特定する特定部と、
前記複数の積層パスの順序に基づいて、当該複数の積層パスのうちの前記第1の積層パスより前に積層される第2の積層パスの軌跡であって前記近傍範囲と重複する軌跡である第2の軌跡を抽出する抽出部と、
前記第1の軌跡と前記第2の軌跡とに基づいて、前記近傍範囲内に前記積層開始点のシフト位置を設定する設定部と、
前記シフト位置に基づいて、前記制御情報を修正する修正部と
を備える、制御情報修正装置。
【請求項10】
溶接ビードを積層することにより行われる積層造形の制御情報を修正する制御情報修正装置に、
溶接ビードの複数の積層パスの軌跡及び順序を取得する機能と、
前記複数の積層パスのうちの第1の積層パスの軌跡である第1の軌跡に基づいて、当該第1の積層パスの積層開始点の近傍範囲を特定する機能と、
前記複数の積層パスの順序に基づいて、当該複数の積層パスのうちの前記第1の積層パスより前に積層される第2の積層パスの軌跡であって前記近傍範囲と重複する軌跡である第2の軌跡を抽出する機能と、
前記第1の軌跡と前記第2の軌跡とに基づいて、前記近傍範囲内に前記積層開始点のシフト位置を設定する機能と、
前記シフト位置に基づいて、前記制御情報を修正する機能と
を実現させるためのプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、制御情報修正方法、制御情報修正装置、及びプログラムに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1には、ティーチペンダントが、溶接開始点とは異なる別の位置をアークトライ点として教示し、ハードディスクが、アークトライ点に関する少なくとも位置データを含む諸条件を記憶し、ロボット制御装置が、溶接を行うに際し、溶接トーチを溶接開始点ではなくアークトライ点に移動させ、予め定めた動作パターンによりアークを発生させた後に溶接トーチを溶接開始点に到達させて本来の溶接を行う、アーク溶接装置が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2014-213375号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
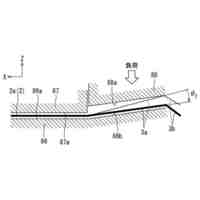
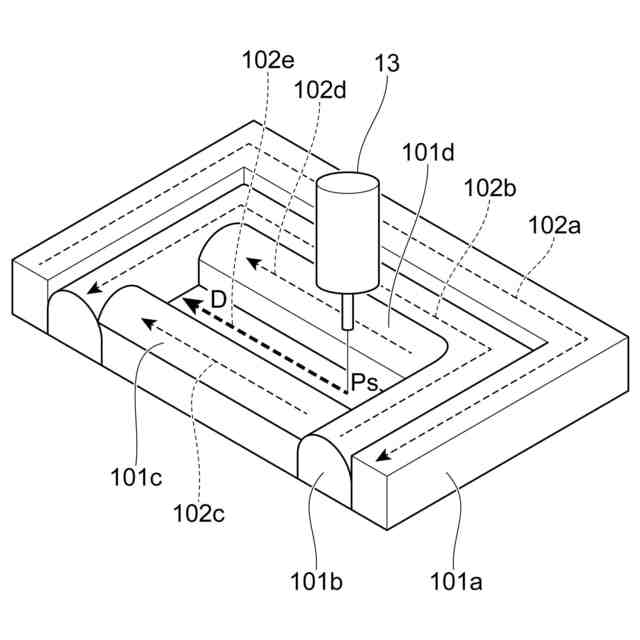
例えば、アークを用いて溶接ビードを積層することにより積層造形を行う際に、既に形成されている溶接ビードの表面にスラグが付着してアークを発生させることが困難になることがあることから、積層パスの積層開始点をシフトさせる場合がある。このような場合に、ある積層パスの積層開始点を、その積層パスより前に積層される積層パスの軌跡を考慮せずにシフトしたのでは、適切なシフト位置にシフトすることができない。
【0005】
本発明の目的は、溶接ビードを積層することにより積層造形を行う際に、積層パスの積層開始点を、その積層パスより前に積層される積層パスの軌跡を考慮した適切なシフト位置にシフト可能とすることにある。
【課題を解決するための手段】
【0006】
かかる目的のもと、本発明は、溶接ビードを積層することにより行われる積層造形の制御情報を修正する制御情報修正方法であって、溶接ビードの複数の積層パスの軌跡及び順序を取得する工程と、複数の積層パスのうちの第1の積層パスの軌跡である第1の軌跡に基づいて、第1の積層パスの積層開始点の近傍範囲を特定する工程と、複数の積層パスの順序に基づいて、複数の積層パスのうちの第1の積層パスより前に積層される第2の積層パスの軌跡であって近傍範囲と重複する軌跡である第2の軌跡を抽出する工程と、第1の軌跡と第2の軌跡とに基づいて、近傍範囲内に積層開始点のシフト位置を設定する工程と、シフト位置に基づいて、制御情報を修正する工程とを含む、制御情報修正方法を提供する。
【0007】
設定する工程では、第1の軌跡と第2の軌跡とシフト位置との対応関係を用いてシフト位置を設定してよい。その場合、設定する工程では、対応関係をパターン化したパターンデータを第1の軌跡と第2の軌跡とを用いて探索することにより、シフト位置を設定してもよいし、対応関係を学習した機械学習モデルに第1の軌跡と第2の軌跡とを入力することにより、シフト位置を設定してもよい。
【0008】
設定する工程では、第1の軌跡と第2の軌跡との相対的な位置関係を示す特徴量を算出し、特徴量とシフト位置との対応関係を用いてシフト位置を設定してよい。その場合、設定する工程では、対応関係を学習した機械学習モデルに特徴量を入力することにより、シフト位置を設定してよい。
【0009】
設定する工程では、シフト位置を設定することが禁止された禁止部分を含む近傍範囲内の禁止部分以外の領域にシフト位置を設定してよい。
【0010】
設定する工程では、第1の軌跡と、溶接ビードの輪郭を持つ第2の軌跡とに基づいて、シフト位置を設定してよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社神戸製鋼所
端子の製造方法
11日前
株式会社神戸製鋼所
バッテリーケースの下部構造
7日前
株式会社神戸製鋼所
三次元造形物の造形方法及びプログラム
11日前
株式会社神戸製鋼所
油圧制御装置、建設機械および建設機械の制御方法
4日前
株式会社神戸製鋼所
樹脂ペレット製造装置の起動方法、樹脂ペレットの製造方法、及び樹脂ペレット製造装置
13日前
株式会社神戸製鋼所
放熱材料、放熱部品、静電チャック及び放熱材料の製造方法
18日前
株式会社神戸製鋼所
加工又は検査装置用のガイドレール、ガイドレールシステム、加工又は検査システム、ガイドレールの設置方法
11日前
株式会社不二越
ドリル
21日前
日東精工株式会社
ねじ締め機
25日前
日東精工株式会社
ねじ締め装置
1か月前
有限会社 ナプラ
金属粒子
1か月前
日東精工株式会社
多軸ねじ締め機
25日前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
28日前
エフ・ピー・ツール株式会社
リーマ
7日前
日進工具株式会社
エンドミル
7日前
株式会社ダイヘン
多層盛り溶接方法
5日前
株式会社ダイヘン
積層造形溶接方法
2か月前
ブラザー工業株式会社
工作機械
26日前
トヨタ自動車株式会社
接合方法
19日前
株式会社ナベヤ
締結装置
2か月前
ブラザー工業株式会社
工作機械
26日前
株式会社FUJI
チャック装置
1か月前
株式会社ダイヘン
溶接装置
18日前
株式会社コスメック
クランプ装置
1か月前
株式会社不二越
管用テーパタップ
27日前
株式会社コスメック
クランプ装置
1か月前
津田駒工業株式会社
2連回転割出し装置
1か月前
オークマ株式会社
工作機械
1か月前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社プロテリアル
金属箔の溶接方法
25日前
株式会社不二越
歯車研削盤
2か月前
大肯精密株式会社
自動送り穿孔機
19日前
株式会社不二越
超硬合金製ドリル
3日前
オークマ株式会社
工作機械
1か月前
ビアメカニクス株式会社
レーザ加工装置
25日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ