TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025067462
公報種別
公開特許公報(A)
公開日
2025-04-24
出願番号
2023177464
出願日
2023-10-13
発明の名称
三次元造形物の造形方法及びプログラム
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B29C
64/393 20170101AFI20250417BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】フィラメントの太径化、又はフィラメントの繊維含有率が増加した場合でも、造形物の空隙率の増加を抑制して、高品位な造形物が得られる三次元造形物の造形方法及びプログラムを提供する。
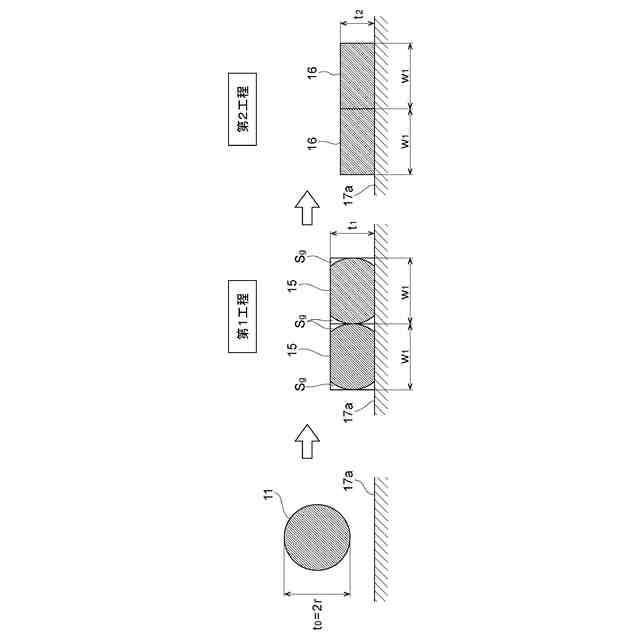
【解決手段】熱可塑性樹脂を含む基材中に少なくとも1本の繊維又は繊維束が含浸された繊維強化樹脂フィラメント11を造形材料にして三次元造形物を造形する方法であって、繊維強化樹脂フィラメント11を加熱して被吐出面17a上に吐出させ、被吐出面17a上に繊維強化樹脂フィラメント11の堆積層15を形成する第1工程を有する。第1工程では、堆積層15の1層あたりの厚さt
1
を、繊維強化樹脂フィラメント11の吐出前の直径の40%以上で、且つ吐出前の直径よりも小さい厚さに形成する。
【選択図】図5
特許請求の範囲
【請求項1】
熱可塑性樹脂を含む基材中に少なくとも1本の繊維又は繊維束が含浸された繊維強化樹脂フィラメントを造形材料にして三次元造形物を造形する方法であって、
前記繊維強化樹脂フィラメントを加熱して被吐出面上に吐出させ、前記被吐出面上に前記繊維強化樹脂フィラメントの堆積層を形成する第1工程を有し、
前記第1工程では、前記堆積層の1層あたりの厚さを、前記繊維強化樹脂フィラメントの吐出前の直径の40%以上で、且つ前記吐出前の直径よりも小さい厚さに形成する、
三次元造形物の造形方法。
続きを表示(約 1,600 文字)
【請求項2】
前記第1工程で形成された前記堆積層を加熱するとともに前記堆積層の厚さ方向に加圧して、前記堆積層の1層あたりの厚さを当該堆積層の形成時の厚さよりも小さくした圧縮堆積層を形成する第2工程を有する、
請求項1に記載の三次元造形物の造形方法。
【請求項3】
前記第2工程では、前記堆積層を、当該堆積層の厚さ内に含まれる前記繊維強化樹脂フィラメント以外の空隙部を除去する厚さ、又は前記空隙部を減少させる厚さまで圧縮して、前記圧縮堆積層を形成する、
請求項2に記載の三次元造形物の造形方法。
【請求項4】
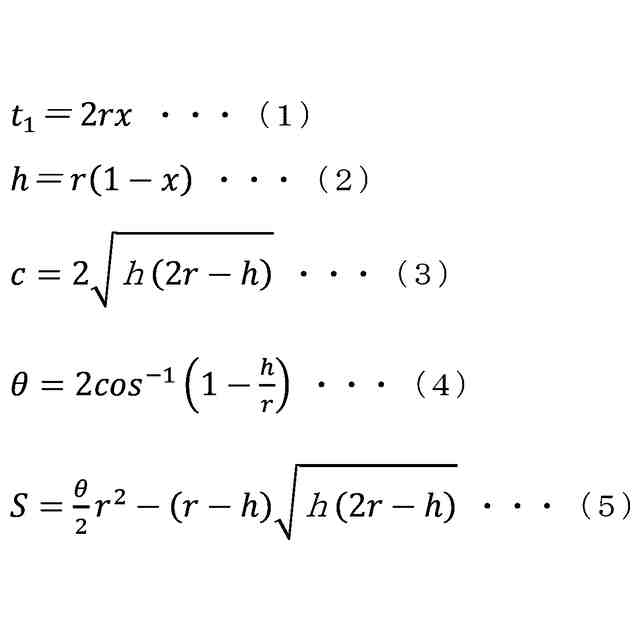
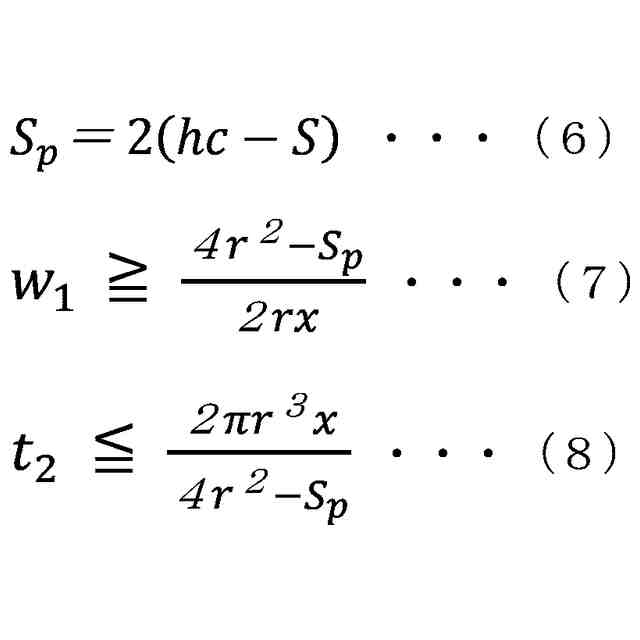
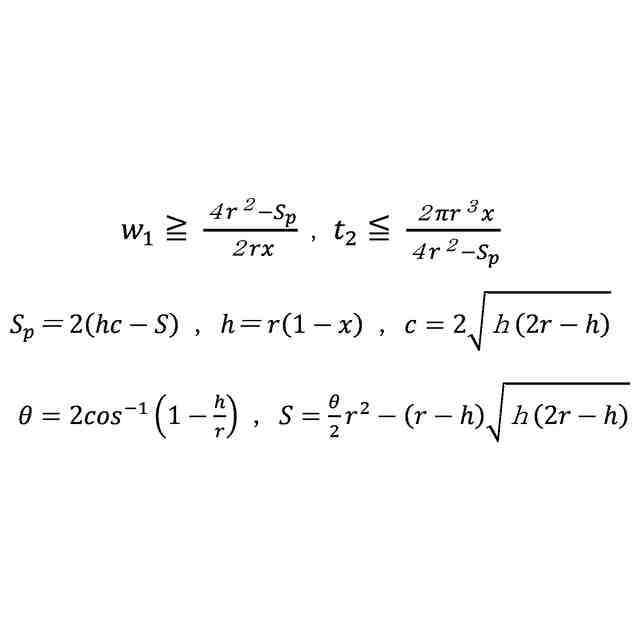
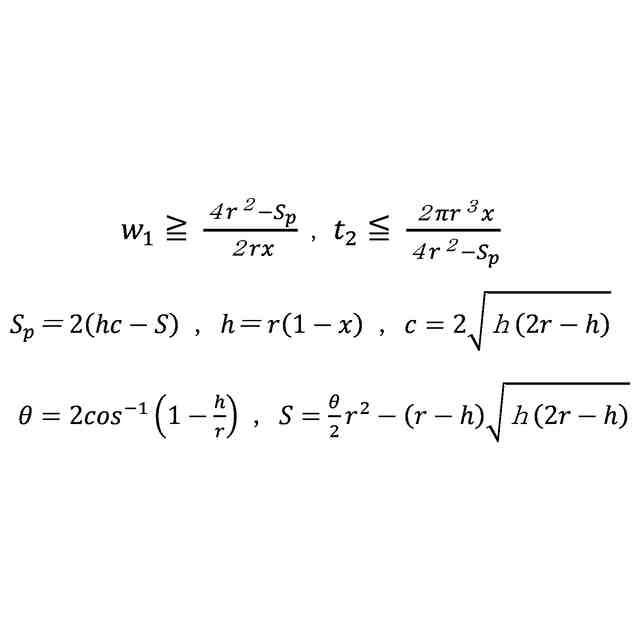
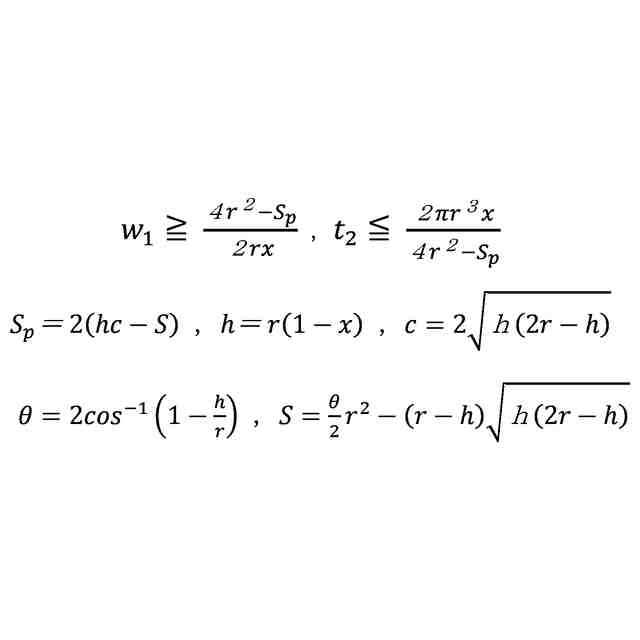
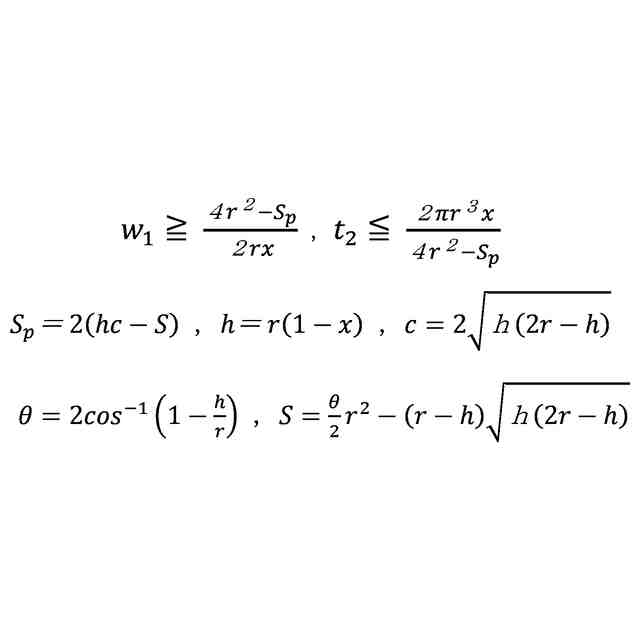
前記第1工程において1パスで形成する前記堆積層の、前記被吐出面上の前記パスに直交する方向の幅w
1
と、前記第2工程で形成する前記圧縮堆積層の厚さt
2
とを、下記式に基づいて設定する、
請求項3に記載の三次元造形物の造形方法。
TIFF
2025067462000007.tif
44
141
ただし、
r:フィラメントの半径[mm]
x:堆積層の形成時における厚さt
1
[mm]とフィラメント直径t
0
[mm]との比率(t
1
/t
0
)
Sp:堆積層から圧縮堆積層への圧縮による空隙部の減少面積[mm
2
]
【請求項5】
前記第1工程では、前記繊維強化樹脂フィラメントを加熱した造形材料をノズルから吐出させ、前記被吐出面上に前記堆積層を形成し、
前記第2工程では、前記第1工程で形成された前記堆積層に、加熱した前記ノズルを前記堆積層の厚さ方向に加圧しながら前記ノズルと前記堆積層とを相対移動させ、前記堆積層を圧縮する、
請求項2から4のいずれか1項に記載の三次元造形物の造形方法。
【請求項6】
前記堆積層の厚さは、被吐出面からの前記ノズルの高さの調整により設定する、
請求項5に記載の三次元造形物の造形方法。
【請求項7】
前記第2工程では、前記ノズルの先端に形成され、前記堆積層に接触可能な平坦面又は凸曲面を前記堆積層に押し当てる、
請求項5に記載の三次元造形物の造形方法。
【請求項8】
熱可塑性樹脂を含む基材中に少なくとも1本の繊維又は繊維束が含浸された繊維強化樹脂フィラメントを造形材料にして三次元造形物を造形する制御情報を生成するプログラムであって、
コンピュータに、
前記繊維強化樹脂フィラメントを加熱して被吐出面上に吐出させ、前記被吐出面上に前記繊維強化樹脂フィラメントの堆積層を形成する第1工程で、
前記堆積層の1層あたりの厚さを、前記繊維強化樹脂フィラメントの吐出前の直径の40%以上で、且つ前記吐出前の直径よりも小さい厚さに形成する手順を、
実行させるためのプログラム。
【請求項9】
請求項8に記載のプログラムであって、
前記第1工程で形成された前記堆積層を加熱するとともに前記堆積層の厚さ方向に加圧して、前記堆積層の1層あたりの厚さを当該堆積層の形成時の厚さよりも小さくした圧縮堆積層を形成する第2工程の手順を更に実行させる、
プログラム。
【請求項10】
請求項9に記載のプログラムであって、
前記第2工程の手順は、前記堆積層を、当該堆積層の厚さ内に含まれる前記繊維強化樹脂フィラメント以外の空隙部を除去する厚さ、又は前記空隙部を減少させる厚さまで圧縮して、前記圧縮堆積層を形成する手順を含む、
プログラム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、三次元造形物の造形方法及びプログラムに関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
立体的な物体を成形する「三次元造形」として、光造形(SLA:Stereo Lithography Apparatus)方式、熱溶解積層(FDM:Fused Deposition Modeling)方式等の様々な方法が知られている。特許文献1には、FDM方式の中でも繊維強化複合フィラメントを用いた造形手法として、繊維強化複合フィラメントの供給と、ノズル内での加熱と、ノズル先端で堆積方向へ押圧との、大別して3つのステップからなる三次元造形手法が開示されている。この三次元造形手法においては、フィラメントが一対のローラに挟まれて供給され、ノズル内におけるフィラメントとの非接触領域又はノズル先端のしごき部にて、フィラメントが加熱溶融されるとともに圧縮される。
【先行技術文献】
【特許文献】
【0003】
特表2016-520459号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般に、樹脂フィラメントを単独、又は強化繊維含有フィラメントと組み合わせて用いるFDM方式の3Dプリンタにおいては、フィラメントの積層ピッチが増大すると造形物の空隙率が増大して、力学特性が著しく低下する。中でも繊維強化樹脂フィラメントを用いた造形では、繊維を狙いの寸法及び形状で広げる必要がある。そのため、上記した特許文献1においては、ノズル-テーブル間で未溶融のフィラメント径以下に押圧する工程を実施しているが、フィラメントの太径化とフィラメントの繊維含有率の増加に伴って、開繊が困難になる。その結果、造形面の粗面化、造形物の空隙率の増大といった品質低下を招くおそれを生じさせる。また、フィラメントの太径化により積層ピッチが変化する際、低い空隙率で造形するようにレイヤー設定を最適化する手法は、未だ確立されていない。
【0005】
そこで本発明は、フィラメントの太径化、又はフィラメントの繊維含有率が増加した場合でも、造形物の空隙率の増加を抑制して、高品位な造形物が得られる三次元造形物の造形方法及びプログラムを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は下記の構成からなる。
(1) 熱可塑性樹脂を含む基材中に少なくとも1本の繊維又は繊維束が含浸された繊維強化樹脂フィラメントを造形材料にして三次元造形物を造形する方法であって、
前記繊維強化樹脂フィラメントを加熱して被吐出面上に吐出させ、前記被吐出面上に前記繊維強化樹脂フィラメントの堆積層を形成する第1工程を有し、
前記第1工程では、前記堆積層の1層あたりの厚さを、前記繊維強化樹脂フィラメントの吐出前の直径の40%以上で、且つ前記吐出前の直径よりも小さい厚さに形成する、
三次元造形物の造形方法。
(2) 熱可塑性樹脂を含む基材中に少なくとも1本の繊維又は繊維束が含浸された繊維強化樹脂フィラメントを造形材料にして三次元造形物を造形する制御情報を生成するプログラムであって、
コンピュータに、
前記繊維強化樹脂フィラメントを加熱して被吐出面上に吐出させ、前記被吐出面上に前記繊維強化樹脂フィラメントの堆積層を形成する第1工程で、
前記堆積層の1層あたりの厚さを、前記繊維強化樹脂フィラメントの吐出前の直径の40%以上で、且つ前記吐出前の直径よりも小さい厚さに形成する手順を、
実行させるためのプログラム。
【発明の効果】
【0007】
本発明によれば、フィラメントの太径化、又はフィラメントの繊維含有率が増加した場合でも、造形物の空隙率の増加を抑制して、高品位な造形物が得られる。
【図面の簡単な説明】
【0008】
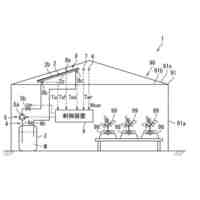
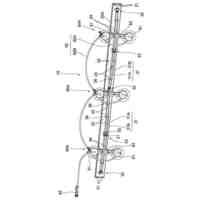
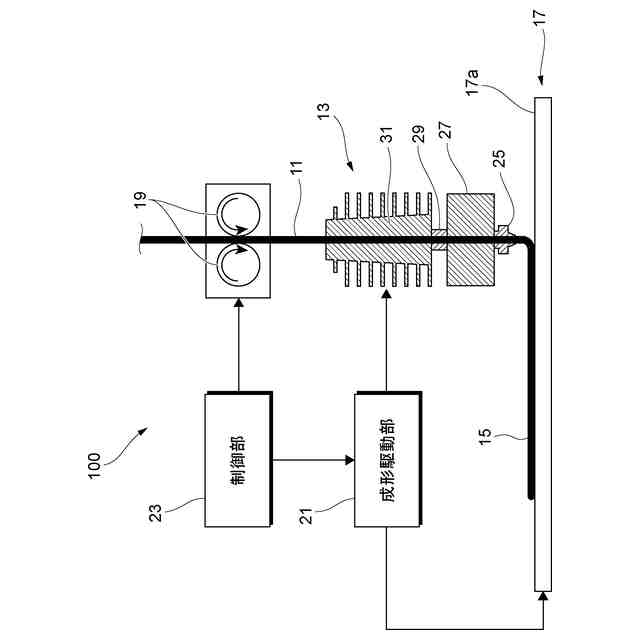
図1は、FDM方式の三次元積層造形装置の一実施形態を示す概略構成図である。
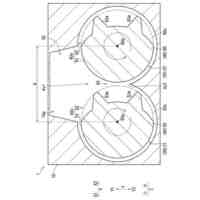
図2は、ノズルの断面図である。
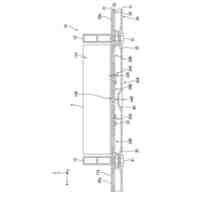
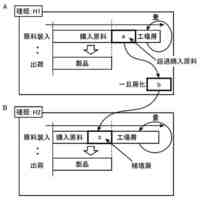
図3は、フィラメント製造装置の一例を示す概略構成図である。
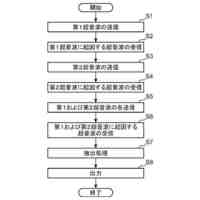
図4は、本実施形態の造形方法の手順を示すフローチャートである。
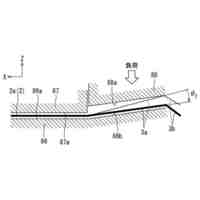
図5は、第1工程と第2工程による処理を模式的に示す工程説明図である。
図6は、第1工程と第2工程でのヘッド高さの変更により圧縮堆積層を形成する様子を模式的に示す工程説明図である。
図7は、供給されるフィラメントの長手方向に垂直な断面形状を示す概略図である。
図8は、図7に示すフィラメントを第1工程で圧縮した状態を模式的に示す説明図である。
図9は、第2工程において堆積層を圧縮して形成した圧縮堆積層を模式的に示す説明図である。
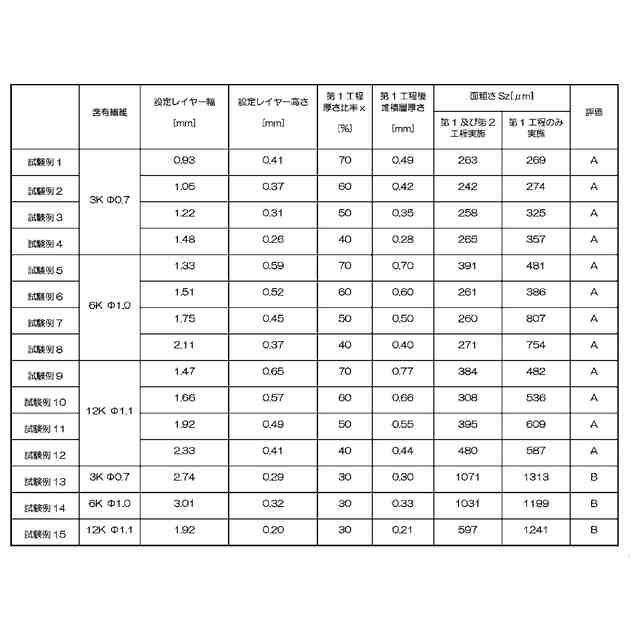
図10は、試験例1~4,及び試験例13の面粗さSzを示すグラフである。
図11は、試験例5~8,及び試験例14の面粗さSzを示すグラフである。
図12は、試験例9~12,及び試験例15の面粗さSzを示すグラフである。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態について、図面を参照して詳細に説明する。
<三次元積層造形装置>
図1は、FDM方式の三次元積層造形装置100の一実施形態を示す概略構成図である。三次元積層造形装置100は、繊維強化樹脂フィラメント(以下、フィラメントともいう)11をホットエンド13に供給し、加熱により溶融した溶融フィラメントにより形成される堆積層15を、テーブル17の上に順次積層することで、三次元造形物を造形する。
【0010】
フィラメント11は、図示しないフィラメント供給装置から、一対の送りローラ19により引き出されてホットエンド13に供給される。ホットエンド13は、成形駆動部21によって、テーブル17に対して水平方向に相対移動が可能となっている。制御部23は、送りローラ19と成形駆動部21に接続されて各部を制御する。制御部23は、CPU等のプロセッサ、ROM(Read Only Memory)、RAM(Random Access Memory)、HDD(Hard Disk Drive)、SSD(Solid State Drive)等の記憶装置、を具備するコンピュータとして構成される。この場合、図1に示す各部の機能は、記憶装置に記憶された所定のプログラムをプロセッサが実行することによって実現できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社神戸製鋼所
鋼材
10日前
株式会社神戸製鋼所
混練装置
2日前
株式会社神戸製鋼所
端子の製造方法
24日前
株式会社神戸製鋼所
炭素-銅含有粉末
10日前
株式会社神戸製鋼所
太陽光集熱システム
2日前
株式会社神戸製鋼所
バッテリーケースの下部構造
20日前
株式会社神戸製鋼所
超音波送受信方法および該装置
2日前
株式会社神戸製鋼所
軟磁性鋼線およびその製造方法
9日前
株式会社神戸製鋼所
三次元造形物の造形方法及びプログラム
24日前
株式会社神戸製鋼所
油圧制御装置、建設機械および建設機械の制御方法
17日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
4日前
株式会社神戸製鋼所
加工又は検査装置用のガイドレール、ガイドレールシステム、加工又は検査システム、ガイドレールの設置方法
24日前
東レ株式会社
吹出しノズル
5か月前
東レ株式会社
プリプレグテープ
8か月前
CKD株式会社
型用台車
5か月前
シーメット株式会社
光造形装置
4か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
7か月前
グンゼ株式会社
ピン
5か月前
個人
射出ミキシングノズル
7か月前
株式会社FTS
ロッド
3か月前
日機装株式会社
加圧システム
25日前
個人
樹脂可塑化方法及び装置
4か月前
東レ株式会社
一体化成形品の製造方法
9か月前
株式会社リコー
シート剥離装置
9か月前
帝人株式会社
成形体の製造方法
10か月前
株式会社FTS
成形装置
4か月前
株式会社シロハチ
真空チャンバ
6か月前
トヨタ自動車株式会社
射出装置
2か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
1か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社リコー
画像形成システム
5か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社不二越
射出成形機
1か月前
株式会社FTS
セパレータ
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ