TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024143402
公報種別
公開特許公報(A)
公開日
2024-10-11
出願番号
2023056060
出願日
2023-03-30
発明の名称
穿孔装置及びトランスファプレス機
出願人
旭精機工業株式会社
代理人
個人
,
個人
主分類
B21D
28/28 20060101AFI20241003BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】筒形ワークの筒形ダイに対するセットを安定して行える技術を開示する。
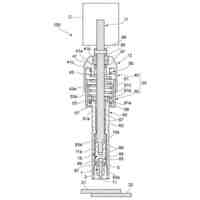
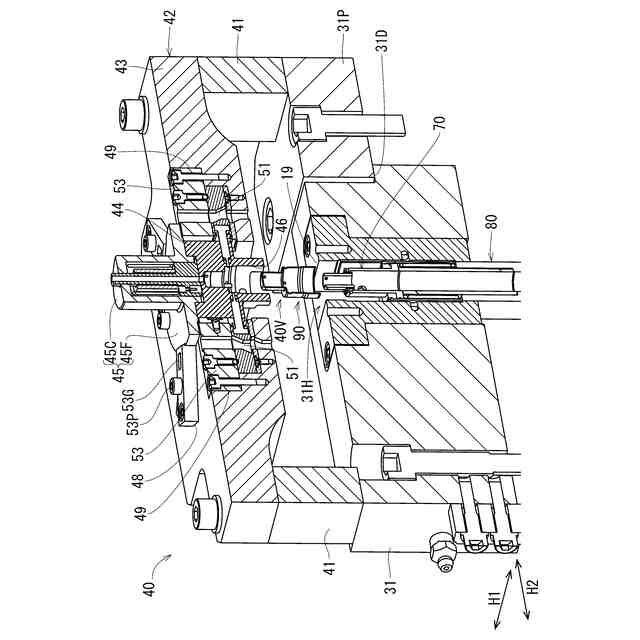
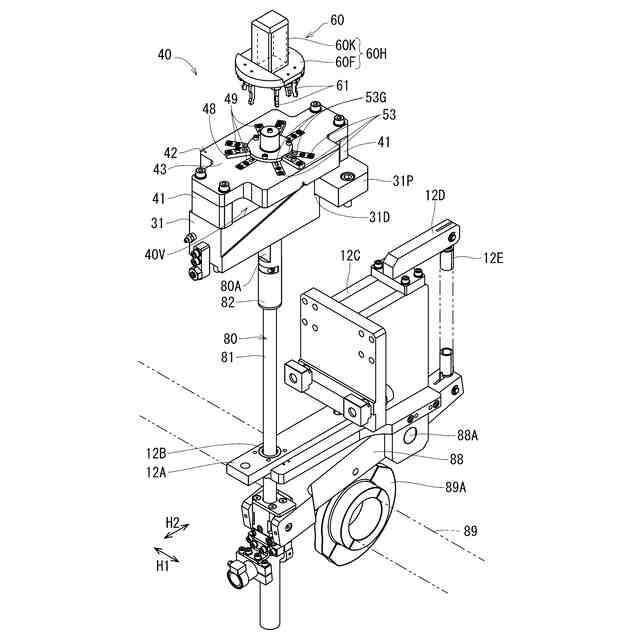
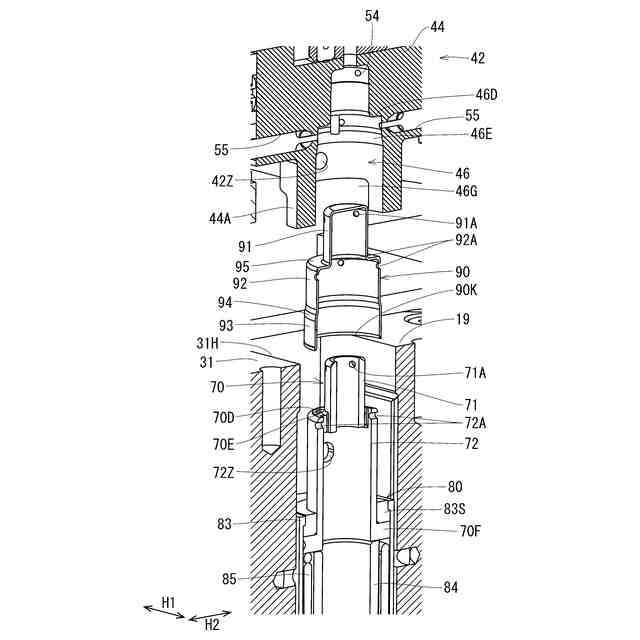
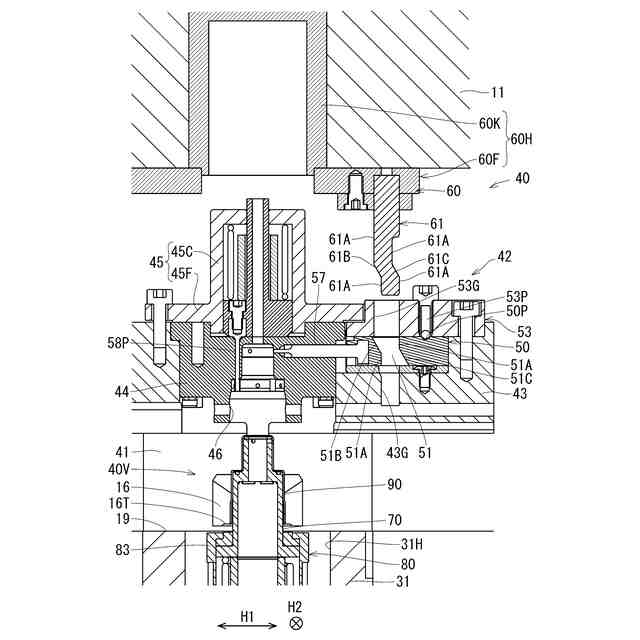
【解決手段】本開示の穿孔装置40では、ワーク搬送空間40Vの上方に設けられる支持ベース42にワーク受容部46が備えられ、筒形ワーク90が搬送装置14によってワーク受容部46の同軸下方のワーク待機位置に搬入される。そして、昇降パイプ80の上端部に設けられた筒形ダイ70が上昇して筒形ワーク90の内側に嵌合してから、筒形ワーク90がワーク受容部46に押し込まれる。
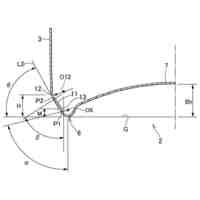
【選択図】図4
特許請求の範囲
【請求項1】
下端に開口を有する筒形ワークに対し、側方から貫通孔をプレス加工する穿孔装置であって、
下方にワーク搬送空間を有する支持ベースと、
前記支持ベースに形成され、前記筒形ワークを下方から受容可能なワーク受容部と、
前記筒形ワークを、前記ワーク受容部の同軸下方のワーク待機位置に搬入する搬送装置と、
上下方向に直線移動し、前記ワーク待機位置の前記筒形ワークを前記ワーク受容部に下方から押し込む昇降パイプと、
前記ワーク受容部に対して側方から進退するパンチと、
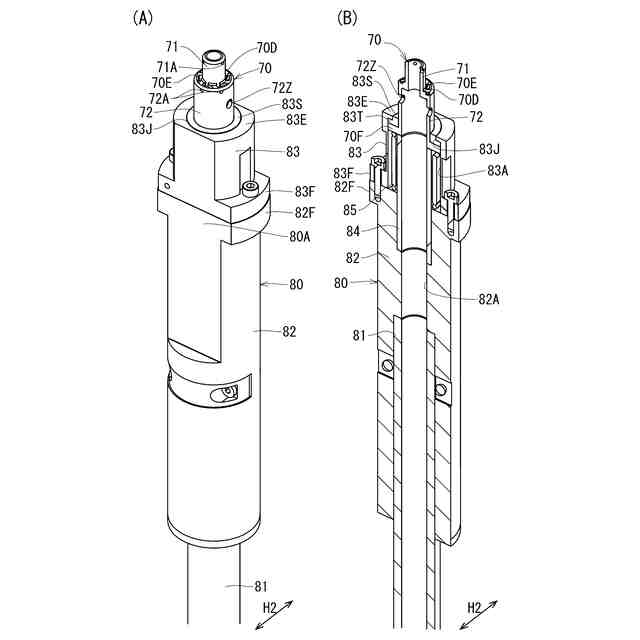
前記昇降パイプの上端部に設けられて前記筒形ワーク内に嵌合され、前記パンチが進退する打抜孔を有する筒形ダイと、
を備える穿孔装置。
続きを表示(約 1,000 文字)
【請求項2】
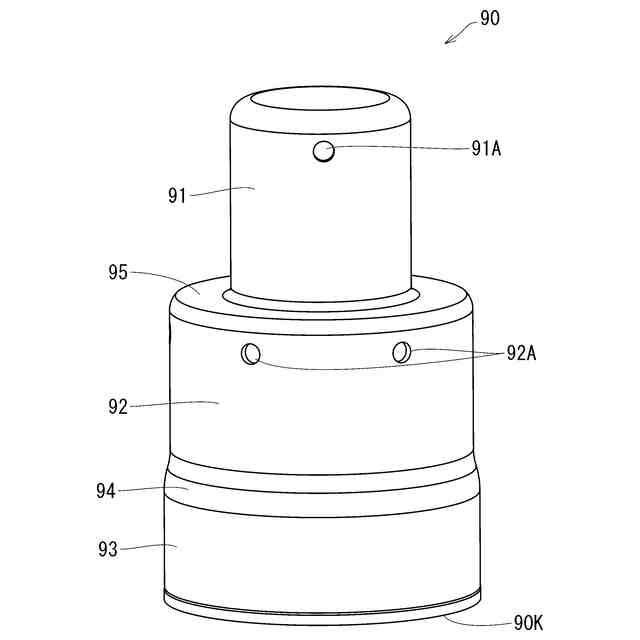
前記筒形ワークは、上側に向かって先細りの筒形をなし、
前記ワーク受容部は、上方に向かって狭くなっている請求項1に記載の穿孔装置。
【請求項3】
前記ワーク受容部に上方から進退して、前記ワーク受容部内から排出させるノックアウトピンを備える請求項1に記載の穿孔装置。
【請求項4】
前記筒形ワークは、上下方向の途中位置に段差部を有し、上側に向かって段付き状に先細りの筒形をなし、
前記ワーク受容部は、上方に向かって段付き状に狭くなるように形成され、
前記ノックアウトピンは、前記段差部の複数位置を押圧するように複数備えられている請求項3に記載の穿孔装置。
【請求項5】
前記搬送装置には、前記筒形ワークの下面に当接して前記筒形ワークを前記筒形ダイから引き抜くワーク抜取部が備えられている請求項1に記載の穿孔装置。
【請求項6】
上下方向に直線移動すると共に下方に突出するカム突部を有する昇降ベースと、
前記カム突部と前記パンチ又は前記パンチと共に移動する部材とに設けられて互いに摺接し、前記カム突部の上下方向の直線移動を、上下方向と交差する方向の前記パンチの移動に変換する摺接部と、を備える請求項1に記載の穿孔装置。
【請求項7】
前記パンチは、前記ワーク受容部を包囲するように複数備えられ、
前記昇降ベースは、前記複数のパンチに対応する複数の前記カム突部を備える請求項6に記載の穿孔装置。
【請求項8】
下台とその上方のラムとの間で横方向に一列に並ぶ複数の加工ステージのそれぞれにトランスファ装置によってワークを間欠的に搬送し、前記ラムの下面に備えた複数のパンチと、前記下台に備えた複数のダイとにより、前記ワークを下端閉塞、上端開放の筒形ワークに成形するトランスファプレス機であって、
下流端寄り位置の前記加工ステージに設けられ、前記筒形ワークの上下を反転させる反転装置と、
前記反転装置より下流側の前記加工ステージに設けられる請求項1から7の何れか1の請求項に記載の穿孔装置と、を備え、
前記支持ベースは、前記下台から起立する支持部材によって支持され、
前記トランスファ装置は、前記穿孔装置の前記搬送装置を兼ね、
前記昇降パイプは、前記下台を上下に貫通する貫通孔に通されているトランスファプレス機。
発明の詳細な説明
【技術分野】
【0001】
本開示は、筒形ワークに側方から貫通孔をプレス加工する穿孔装置及びそのような穿孔装置を有するトランスファプレス機に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
この種の穿孔装置では、プレス加工による打ち抜き片を筒形ワークの下方に落下させるために、筒形ワークは、開口を下に向けた状態で筒形ダイの外側に嵌合される。そして、従来の穿孔装置では、搬送装置により筒形ワークが保持された状態で筒形ダイの真上に配置され、そこから筒形ワークが押し下げられて筒形ダイにセットされる(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特許第3720239号公報(図1)
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の穿孔装置では、搬送装置に保持された筒形ワークが押し下げられていくときに筒形ワークが傾き、筒形ダイに正しくセットされないことがある。そこで、本開示では、筒形ワークを筒形ダイに対して従来より安定して正しくセットすることが可能な技術を開示する。
【課題を解決するための手段】
【0005】
本開示の第1の態様は、下端に開口を有する筒形ワークに対し、側方から貫通孔をプレス加工する穿孔装置であって、下方にワーク搬送空間を有する支持ベースと、前記支持ベースに形成され、前記筒形ワークを下方から受容可能なワーク受容部と、前記筒形ワークを、前記ワーク受容部の同軸下方のワーク待機位置に搬入する搬送装置と、上下方向に直線移動し、前記ワーク待機位置の前記筒形ワークを前記ワーク受容部に下方から押し込む昇降パイプと、前記ワーク受容部に対して側方から進退するパンチと、前記昇降パイプの上端部に設けられて前記筒形ワーク内に嵌合され、前記パンチが進退する打抜孔を有する筒形ダイと、を備える穿孔装置である。
【発明の効果】
【0006】
本開示の第1の態様の穿孔装置では、搬送装置によって筒形ワークがワーク受容部の同軸下方のワーク待機位置に搬入されると、筒形ダイが上昇して筒形ワークの内側に嵌合してから、筒形ワークが筒形ダイと共に上方に移動して搬送装置から離脱していく。そして、ワーク受容部の内面に筒形ワークが当接することで筒形ダイが筒形ワークに押し込まれ、筒形ワークが筒形ダイに正しくセットされる。このように、本開示の技術では、従来のように筒形ワークが搬送装置から離脱しながら筒形ダイに嵌合されるものとは違い、筒形ワークが筒形ダイに嵌合してから搬送装置から離脱していくので、筒形ワークを筒形ダイに対して従来より安定して正しくセットすることができる。これにより筒形ワークへの穿孔処理を安定して行うことができる。また、本開示のトランスファプレス機においても、第1の態様の穿孔装置と同様の作用効果を奏する。
【図面の簡単な説明】
【0007】
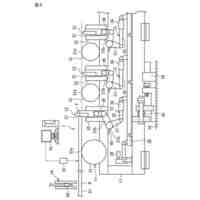
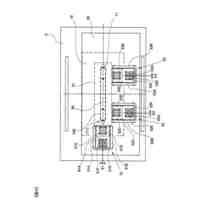
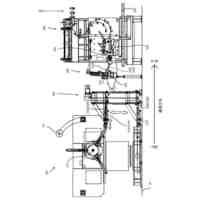
本開示の第1実施形態に係るトランスファプレス機の正面図
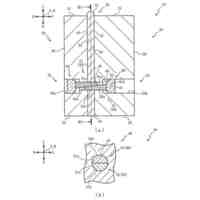
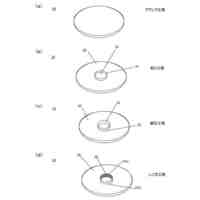
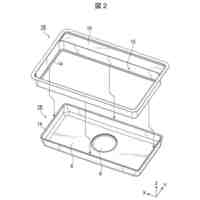
筒形ワークの斜視図
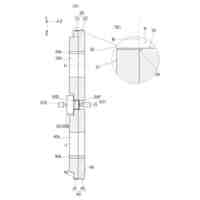
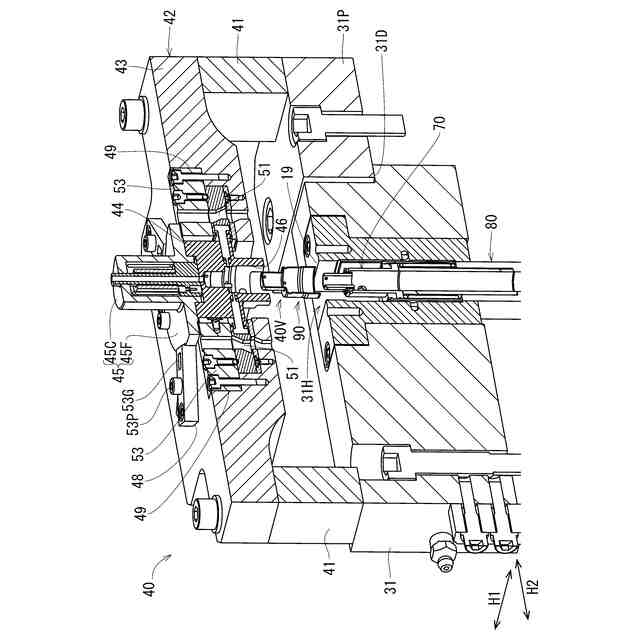
穿孔装置の斜視図
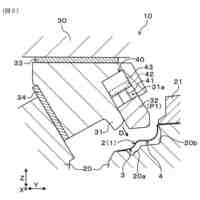
穿孔装置の破断斜視図
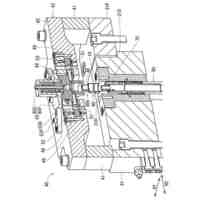
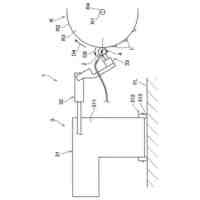
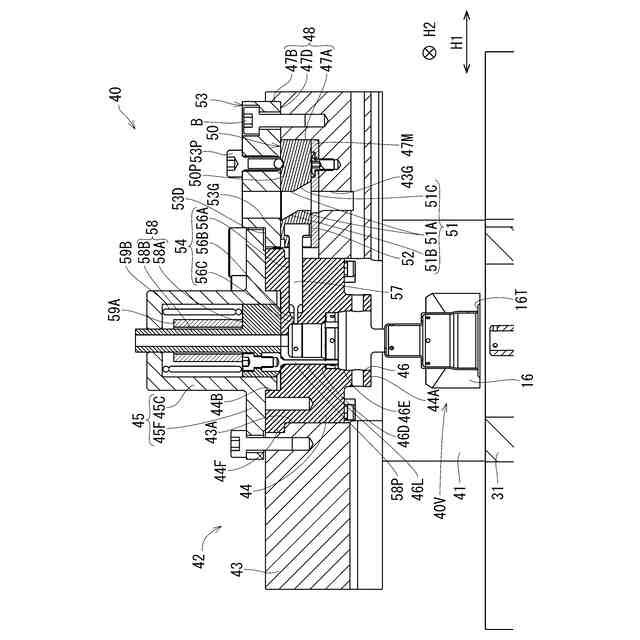
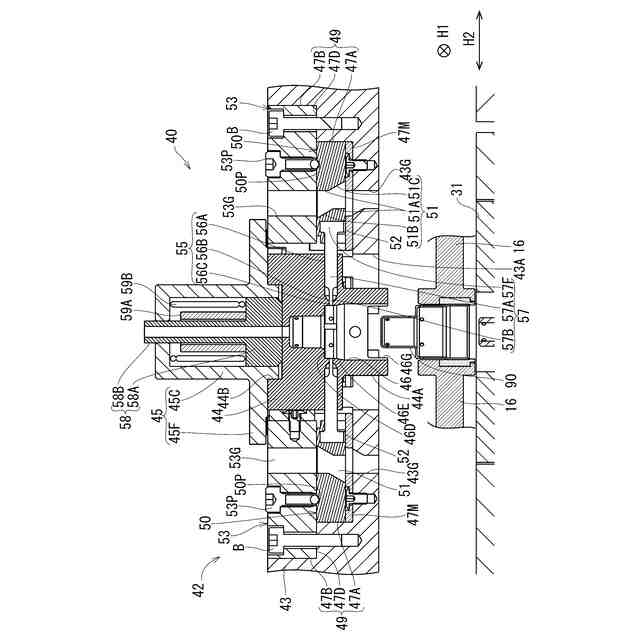
穿孔装置の側断面図
穿孔装置の側断面図
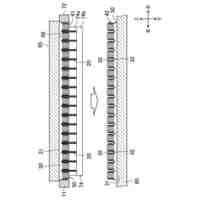
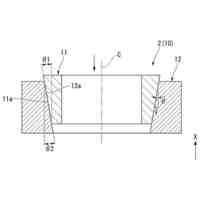
昇降パイプ、筒形ダイ、筒形ワーク及び支持ベースの破断斜視図
昇降パイプの(A)斜視図,(B)破断斜視図
スライダが第1スライド位置に配置された状態の穿孔装置の側断面図
スライダが第2スライド位置に配置された状態の穿孔装置の側断面図
【発明を実施するための形態】
【0008】
[第1実施形態]
図1~図10を参照して、本開示の一実施形態に係るトランスファプレス機10について説明する。図1に示すように、トランスファプレス機10は、下台12の上に複数の支持ブロック31を横方向に一列に並べて備える。また、連続して並ぶ一部複数の支持ブロック31には上下に貫通する貫通孔が備えられ、それら貫通孔内に複数のダイ30が備えられている。また、複数のダイ30の上方では、それらダイ30に対応する複数のパンチ20がラム11に支持されている。そして、上下で対向するパンチ20とダイ30とにより、絞り成形又はしごき成形を行うための複数の加工ステージST1が形成されて、トランスファプレス機10の横方向における中間部分に等ピッチで並んでいる。
【0009】
以下、トランスファプレス機10全体の横方向と同様に、各部位の説明においても、支持ブロック31が並ぶ水平方向を「横方向H1」といい、その横方向H1と直交する水平方向を「前後方向H2」ということとする。また、図1に示されている側を「前側」といい、その反対側を「後側」ということとする。さらには、複数のパンチ20及び複数のダイ30が並ぶ間隔を「特定ピッチ」ということとする。
【0010】
複数の支持ブロック31の全体の上面はワーク搬送面19になっていて、そのワーク搬送面19上には、ワークを特定ピッチで間欠的に搬送する搬送装置であるトランスファ装置14が備えられている。トランスファ装置14は、横方向H1に延びかつ前後方向H2で対向する1対のレール15を有する(図1には、前側のレール15のみが示されている)。1対のレール15は、互いの対向方向(前後方向H2)で接近及び離間するように、共通の図示しないスライド支持ベースに支持されている。また、そのスライド支持ベースは横方向H1に往復移動可能に支持されている。即ち、1対のレール15は、対向状態を維持して横方向H1に往復移動可能に支持されている。また、1対のレール15の対向面には、複数のフィンガ16が横方向H1に特定ピッチをあけて配置されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ハゼ折鋼板のハゼ締め装置
1か月前
村田機械株式会社
プレス機械
28日前
日伸工業株式会社
加工システム
22日前
A株式会社
接合部材、及び、骨組み構造体
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
1か月前
大同特殊鋼株式会社
横型鍛造装置
28日前
株式会社不二越
転造加工用鋼製平ダイス
20日前
トヨタ紡織株式会社
カシメ装置
28日前
株式会社ヤマナカゴーキン
ダイセット装置
1か月前
村田機械株式会社
金型交換装置及び金型検出方法
1か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
2日前
東芝産業機器システム株式会社
金型装置
1か月前
株式会社神戸製鋼所
プレス成形品の製造方法
6日前
オーエスジー株式会社
組合せダイス
1か月前
株式会社ツガミ
ダイスセット及び転造盤
1か月前
有限会社山内エンジニアリング
角形ケースの製造方法
22日前
株式会社神戸製鋼所
接合工具及び接合方法
1か月前
株式会社デンソー
フィン成形方法
7日前
旭精機工業株式会社
穿孔装置及びトランスファプレス機
1か月前
ダイキン工業株式会社
熱交換器の製造方法
1か月前
ダイキン工業株式会社
熱交換器の製造方法
1か月前
大同特殊鋼株式会社
鋼線材の皮削り工具
6日前
株式会社平安製作所
平板の両面に縁を有する部品の製造方法と部品
7日前
日鉄テックスエンジ株式会社
液体除去装置
1か月前
滝川工業株式会社
切断システム
1か月前
大和製罐株式会社
小容量アルミニウムボトル型缶の製造方法
1か月前
株式会社トヨウラ
シンクの製造方法及びこれにより製造されるシンク
8日前
MMCリョウテック株式会社
圧延ロールの製造方法
1か月前
マコー株式会社
冷間鍛造品の製造方法
22日前
アイダエンジニアリング株式会社
角形容器のトリミング装置、方法、及び角形容器
1か月前
トヨタ車体株式会社
パネル成形装置及びパネル成形方法
29日前
コマツクス・ホールデイング・アー・ゲー
連続撚り合わせ装置
1か月前
JFEスチール株式会社
剪断方法、金属製品の製造方法及び剪断装置
28日前
キヤノン株式会社
構造体、機器、製造装置、及び物品の製造方法
1か月前
三菱重工業株式会社
ストレッチ成形方法及びストレッチ成形装置
1か月前
株式会社アマダ
通板装置、プレスシステム及び通板方法
29日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ