TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024154176
公報種別
公開特許公報(A)
公開日
2024-10-30
出願番号
2023067867
出願日
2023-04-18
発明の名称
通板装置、プレスシステム及び通板方法
出願人
株式会社アマダ
,
株式会社アマダプレスシステム
代理人
個人
,
個人
主分類
B21D
43/02 20060101AFI20241023BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ワークの通板作業を安全に効率よく行うことができる通板装置、プレスシステム及び通板方法を提供すること。
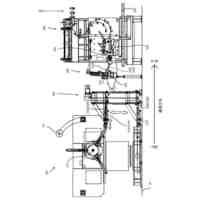
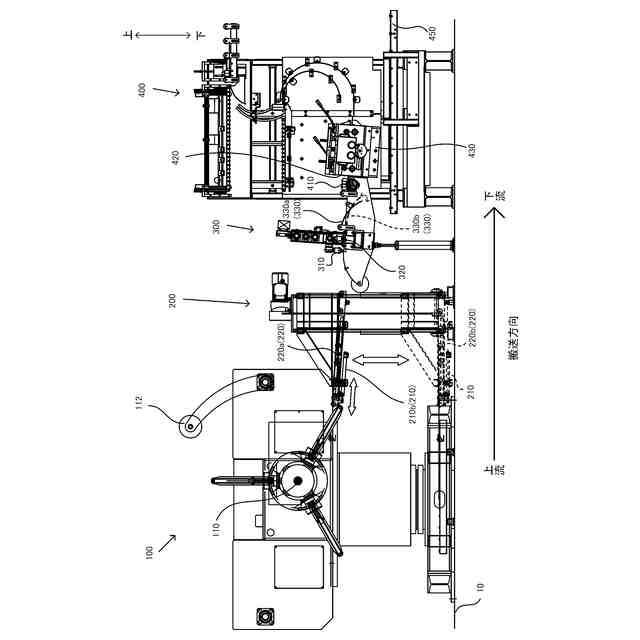
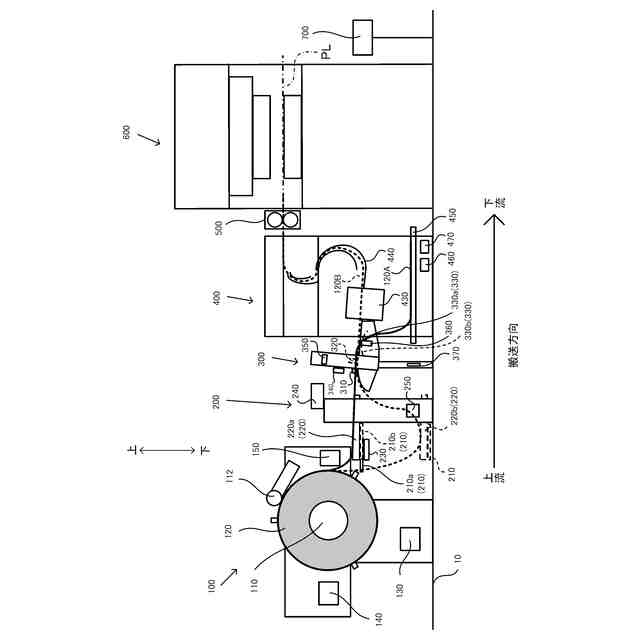
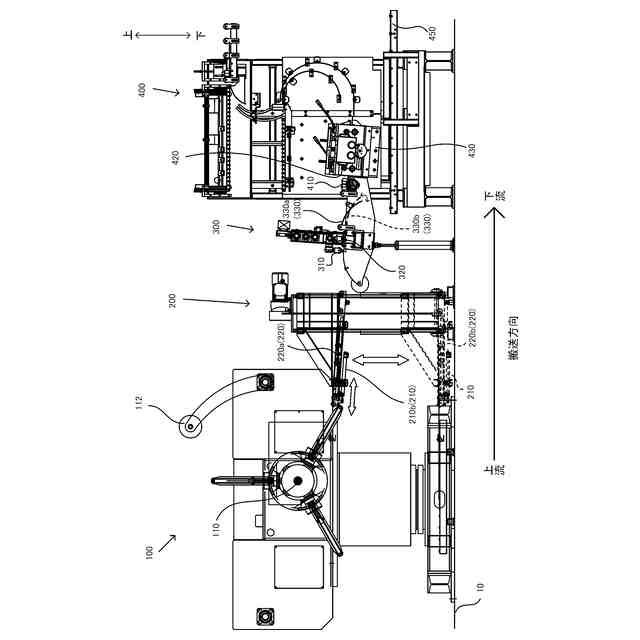
【解決手段】昇降装置200、レベラ400、切断装置300、操作部700、制御部250、370、470を備え、プレスシステム1は、操作部700から指令が入力された場合には、昇降テーブル220を上昇位置に移動させ、カッター320を切断動作状態とし、切り替えガイド330を第2状態とし、カッター320から先端までの長さのワーク120の一部がローラーコンベア450に載置された状態でカッター320によりワークを切断する。
【選択図】図3
特許請求の範囲
【請求項1】
アンコイラから繰り出されたワークにプレス装置によって加工を行うプレスシステムが備える通板装置であって、
前記アンコイラから繰り出されたワークにループを形成するための下降位置と、前記下降位置よりも高い上昇位置との間で移動可能なテーブルを有する昇降装置と、
ワークを矯正する矯正部と、前記矯正部の下方に設けられ、加工に供しないワークを載置する載置台と、を有し、前記矯正部から前記プレス装置に搬送されるワークにS字状のループを形成するレベラと、
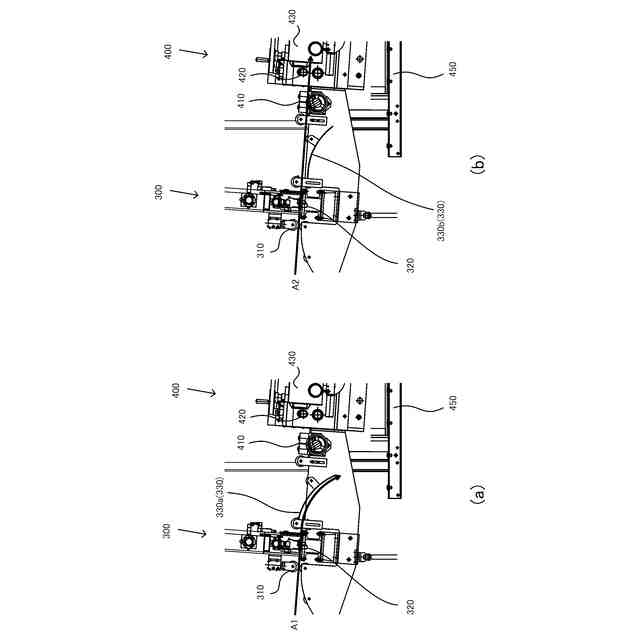
ワークを切断する切断動作状態又はワークを切断しないように退避した退避状態となるカッターと、ワークを前記矯正部に導く第1状態と、ワークを前記載置台に導く第2状態とを切り替え可能な切替手段と、を有する切断装置と、
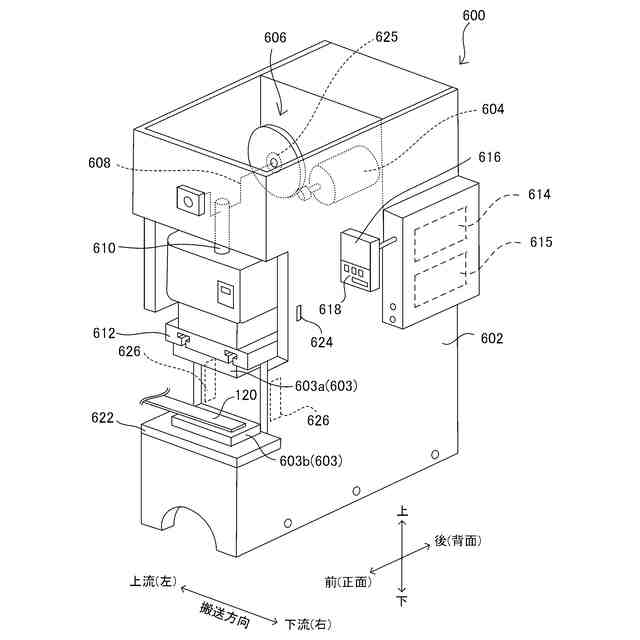
前記アンコイラから繰り出されたワークの先端から所定長さを切断する指令が入力される操作部と、
前記操作部の入力に応じて前記昇降装置、前記レベラ、前記切断装置を制御する制御手段と、
を備え、
前記制御手段は、前記操作部から前記指令が入力された場合には、前記テーブルを前記上昇位置に移動させ、前記カッターを前記切断動作状態とし、前記切替手段を前記第2状態とし、前記カッターから前記先端までの長さのワークの一部が前記載置台に載置された状態で前記カッターによりワークを切断する、通板装置。
続きを表示(約 1,100 文字)
【請求項2】
前記載置台は、前記カッターにより切断されたワークを載置する、請求項1に記載の通板装置。
【請求項3】
前記昇降装置は、前記アンコイラに装着されるコイル状のワークの外径に応じて、前記テーブルから前記ワークに向かって伸びた状態と、前記テーブルの下方に収納された状態との間で移動可能な伸縮ガイドを有する、請求項1に記載の通板装置。
【請求項4】
前記載置台は、ローラーコンベアである、請求項1に記載の通板装置。
【請求項5】
前記指令を第1指令としたとき、前記操作部は、ワークを切断することなく前記先端を前記プレス装置に導く第2指令が入力され、
前記制御手段は、前記操作部から前記第2指令が入力された場合には、前記テーブルを前記下降位置に移動させ、前記カッターを前記退避状態とし、前記切替手段を前記第1状態とし、前記先端を前記プレス装置に導くとともに、前記下降位置にある前記テーブル上にループを形成する、請求項1に記載の通板装置。
【請求項6】
請求項1から請求項5のいずれか1項に記載の通板装置を備える、プレスシステム。
【請求項7】
請求項1から請求項5のいずれか1項に記載の通板装置を用いた通板方法であって、
前記操作部から前記指令が入力されたことに応じて、
前記制御手段により前記テーブルを前記上昇位置に移動させる上昇工程と、
前記制御手段により前記切替手段を前記第2状態とする切替工程と、
前記制御手段により前記アンコイラから前記先端を繰り出す繰り出し工程と、
前記制御手段により前記カッターを前記切断動作状態とするカッター起動工程と、
前記カッターから前記先端までの長さのワークの一部が前記載置台に載置された状態で前記カッターにより前記ワークを切断する切断工程と、
を備える、通板方法。
【請求項8】
請求項5に記載の通板装置を用いた通板方法であって、
前記操作部から前記第2指令が入力されたことに応じて、
前記制御手段により前記カッターを前記退避状態とするカッター退避工程と、
前記制御手段により前記切替手段を前記第1状態とする切替工程と、
前記制御手段により前記アンコイラから前記先端を繰り出す繰り出し工程と、
前記制御手段により前記テーブルを前記下降位置に移動させる下降工程と、
前記先端を前記プレス装置に導くとともに、前記下降位置にある前記テーブル上にループを形成するループ形成工程と、
を備える、通板方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、通板装置、プレスシステム及び通板方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
近年、高速化されたプレスシステムにおいては、ワークの巻き癖等を矯正しつつワークを搬送するレベラ等の送り装置で、矯正後のワークにS字状のループを形成させるものがある(例えば、特許文献1参照)。S字状のループを形成させることで、フィードロールの送り方向と、ループのR形状部までのワークの方向が同じ直線状となり、またループの下部はガイドコロによって支えられループが揺れにくくなる。このため、いわゆるダウンループの課題とされていた、ループの揺れに起因するワークの変形や傷、送り装置の負荷変動等を低減できる。ワークのループは、アンコイラとレベラとの間にも形成されている。
【先行技術文献】
【特許文献】
【0003】
特開2011-104650号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、アンコイラから巻き出されたワークをレベラの入口にセットする、いわゆる通板作業は、作業者による手作業で行われている。具体的には、作業者はアンコイラから繰り出され下に垂れ下がったワークの先端を手で持って上に持ち上げてレベラの入口に通板している。S字状のループを形成して搬送するシステムの場合、ワークの板厚は例えば0.15~0.5mmと薄く、端部が鋭利であるため、その端部を手で持つことには危険を伴う。
【0005】
また、コイル材は、保管中や運搬中に粉塵等が付着していたり傷が付いていたりするため、コイル材の傷等がある部分、例えば最初の1巻き分が切断、除去されることもある。このとき、作業者は廃棄する分のワークを切断が可能な位置に案内する作業が必要となる。そしてワークを切断する際には、ワークをカッターで切断する作業者及びワークを手で押さえる作業者、の最低でも2名の作業者が必要となる。また、カッターによる切断作業においても危険を伴う。
【0006】
本発明は、上記の事情に鑑みてなされたもので、ワークの通板作業を安全に効率よく行うことができる通板装置、プレスシステム及び通板方法を提供することを例示的課題とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、本発明の一態様は、以下の構成を備える。
【0008】
(1)アンコイラから繰り出されたワークにプレス装置によって加工を行うプレスシステムが備える通板装置であって、前記アンコイラから繰り出されたワークにループを形成するための下降位置と、前記下降位置よりも高い上昇位置との間で移動可能なテーブルを有する昇降装置と、ワークを矯正する矯正部と、前記矯正部の下方に設けられ、加工に供しないワークを載置する載置台と、を有し、前記矯正部から前記プレス装置に搬送されるワークにS字状のループを形成するレベラと、ワークを切断する切断動作状態又はワークを切断しないように退避した退避状態となるカッターと、ワークを前記矯正部に導く第1状態と、ワークを前記載置台に導く第2状態とを切り替え可能な切替手段と、を有する切断装置と、前記アンコイラから繰り出されたワークの先端から所定長さを切断する指令が入力される操作部と、前記操作部の入力に応じて前記昇降装置、前記レベラ、前記切断装置を制御する制御手段と、を備え、前記制御手段は、前記操作部から前記指令が入力された場合には、前記テーブルを前記上昇位置に移動させ、前記カッターを前記切断動作状態とし、前記切替手段を前記第2状態とし、前記カッターから前記先端までの長さのワークの一部が前記載置台に載置された状態で前記カッターによりワークを切断する、通板装置。
【0009】
(2)前記(1)に記載の通板装置を備える、プレスシステム。
【0010】
(3)前記(1)に記載の通板装置を用いた通板方法であって、前記操作部から前記指令が入力されたことに応じて、前記制御手段により前記テーブルを前記上昇位置に移動させる上昇工程と、前記制御手段により前記切替手段を前記第2状態とする切替工程と、前記制御手段により前記アンコイラから前記先端を繰り出す繰り出し工程と、前記制御手段により前記カッターを前記切断動作状態とするカッター起動工程と、前記カッターから前記先端までの長さのワークの一部が前記載置台に載置された状態で前記カッターにより前記ワークを切断する切断工程と、を備える、通板方法。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
通板装置、プレスシステム及び通板方法
17日前
個人
金型装置
3か月前
個人
ハゼ折鋼板のハゼ締め装置
23日前
個人
鋼線材の高減面率延伸装置
3か月前
村田機械株式会社
プレス機械
16日前
株式会社プロテリアル
熱間鍛造用金型
1か月前
トヨタ自動車株式会社
プレス金型
2か月前
トヨタ紡織株式会社
金型装置
2か月前
株式会社ゴーシュー
歯車素材
1か月前
トヨタ自動車株式会社
プレス成型方法
4か月前
日伸工業株式会社
加工システム
10日前
大裕株式会社
鋼矢板の矯正装置
3か月前
株式会社小矢部精機
膜厚制御装置
3か月前
日産自動車株式会社
逐次成形方法
1か月前
石田鉄工株式会社
格子状製品の製造方法
2か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
1か月前
A株式会社
接合部材、及び、骨組み構造体
1か月前
村田機械株式会社
上型ホルダ及びプレス機械
3か月前
ニデック株式会社
金型及び打ち抜き方法
2か月前
大同特殊鋼株式会社
鋼種判別装置
3か月前
冨士発條株式会社
トリミング装置
1か月前
大同特殊鋼株式会社
横型鍛造装置
16日前
株式会社不二越
転造加工用鋼製平ダイス
8日前
ダイハツ工業株式会社
曲げ加工装置
2か月前
村田機械株式会社
金型交換装置及び金型検出方法
29日前
ニデック株式会社
金型及びプレス加工装置
2か月前
神鋼鋼線工業株式会社
ばね用線材
3か月前
株式会社ヤマナカゴーキン
ダイセット装置
29日前
トヨタ紡織株式会社
カシメ装置
16日前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
ダイハツ工業株式会社
曲げ加工装置
2か月前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
1か月前
浜名部品工業株式会社
軸部材の製造方法及び軸部材
3か月前
東芝産業機器システム株式会社
金型装置
22日前
株式会社神戸製鋼所
金属板の曲げ加工方法
1か月前
株式会社吉野機械製作所
プレス機械及びプレス加工方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ