TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024161635
公報種別
公開特許公報(A)
公開日
2024-11-20
出願番号
2023076428
出願日
2023-05-08
発明の名称
シンクの製造方法及びこれにより製造されるシンク
出願人
株式会社トヨウラ
代理人
個人
主分類
B21D
51/18 20060101AFI20241113BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】プレス成形の量産効果を活かしつつ、プレス成形の深絞り加工の難儀さを解消する、あるいは、シンクの形状の自由度を確保する。
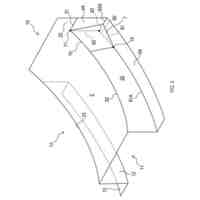
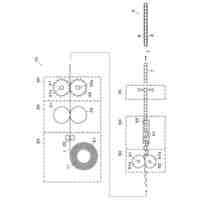
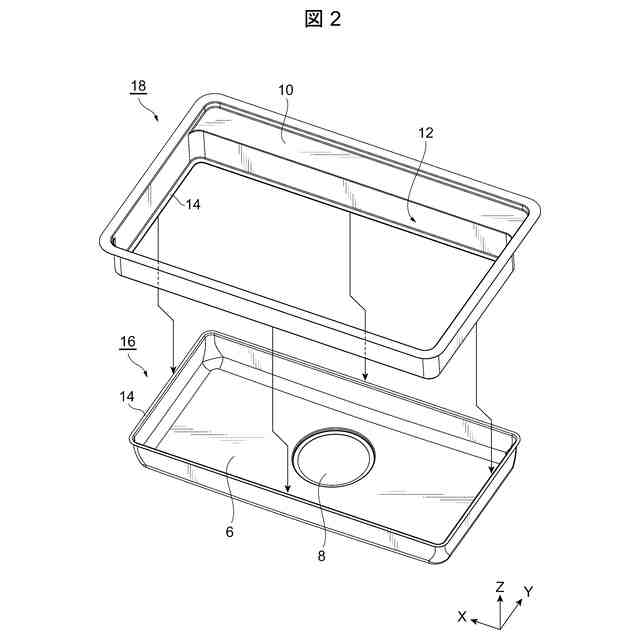
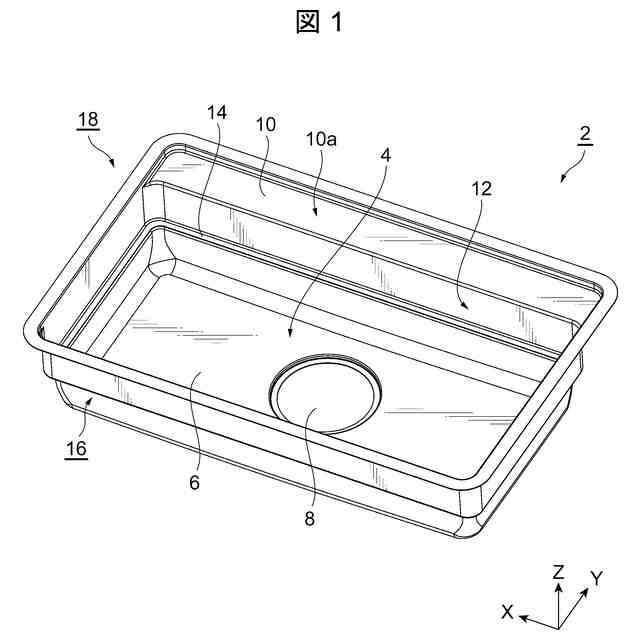
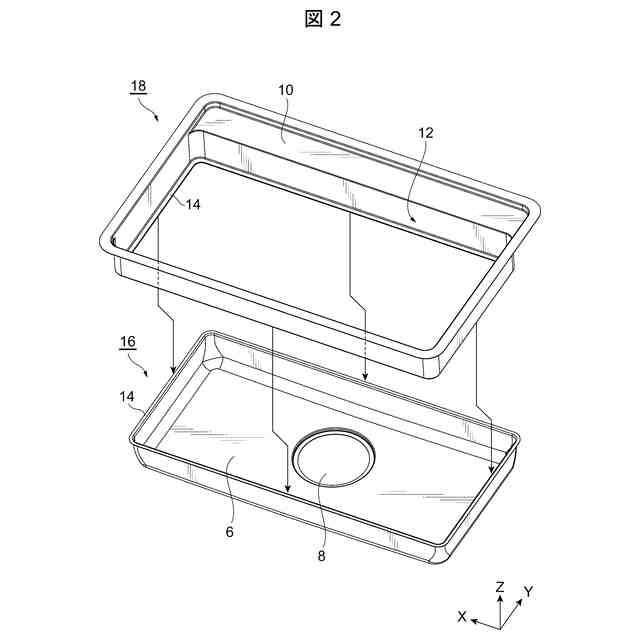
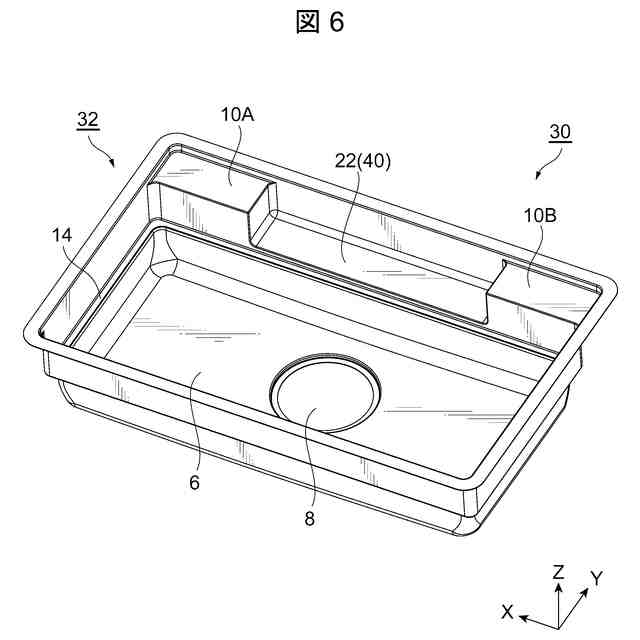
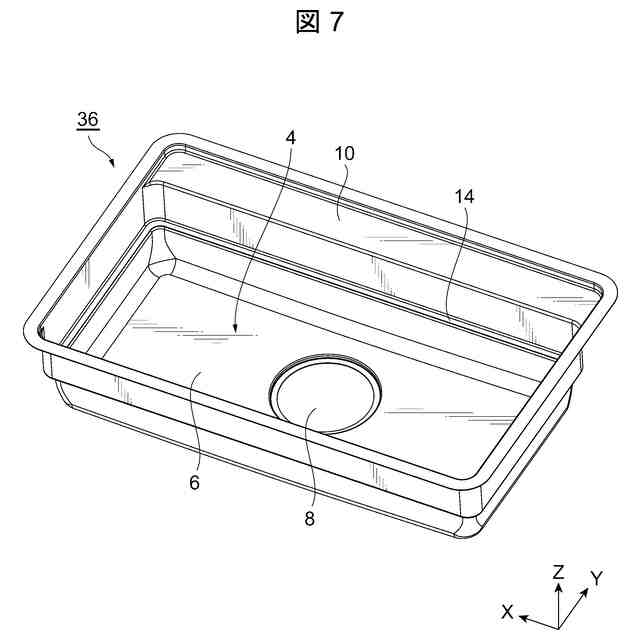
【解決手段】第1、第2の成形体(16,18)を溶接することによりシンク(20)が作られる。第1の成形体(16)はシンク(20)の水槽部(4)の底面(6)を有し、そして、第1の成形体(16)はプレス成形によって作られる。
【選択図】図2
特許請求の範囲
【請求項1】
少なくとも第1、第2の成形体を溶接することにより作られるシンクの製造方法であって、
前記第1の成形体がシンクの水槽部の底面を有し、
該第1の成形体がプレス成形によって作られている、ことを特徴とするシンクの製造方法。
続きを表示(約 580 文字)
【請求項2】
請求項1に記載のシンクの製造方法において、
前記シンクの下部が前記第1成形体により形成され、
前記シンクの上部が前記第2成形体により形成されている、シンクの製造方法。
【請求項3】
請求項2に記載のシンクの製造方法において、
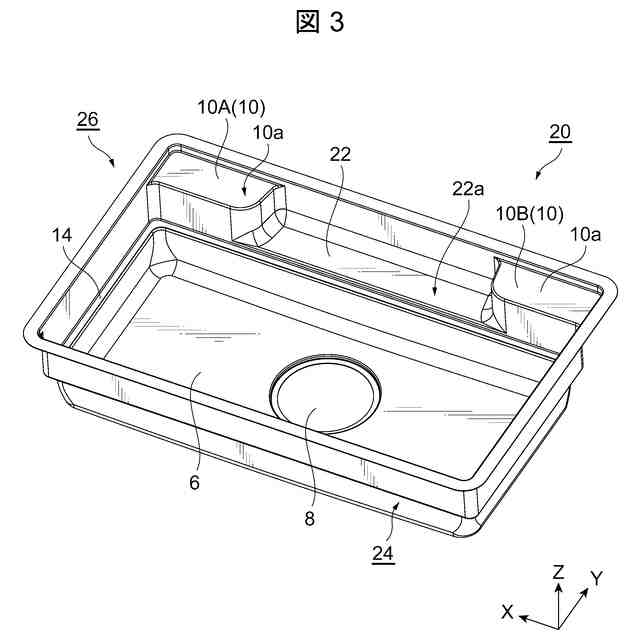
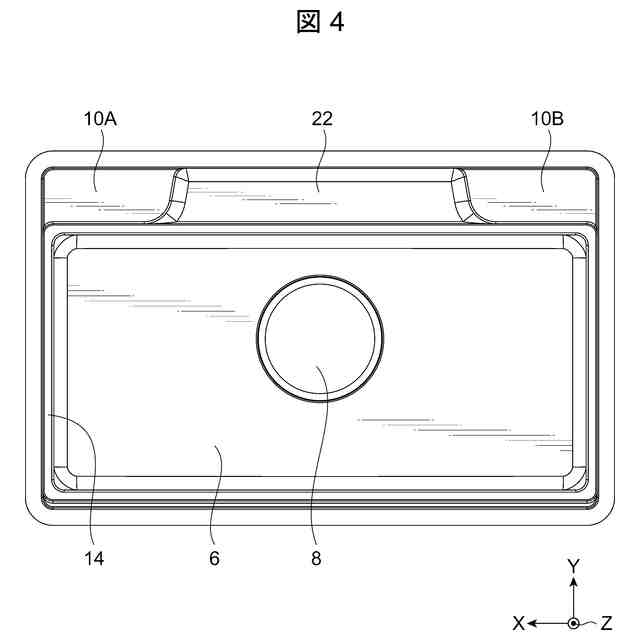
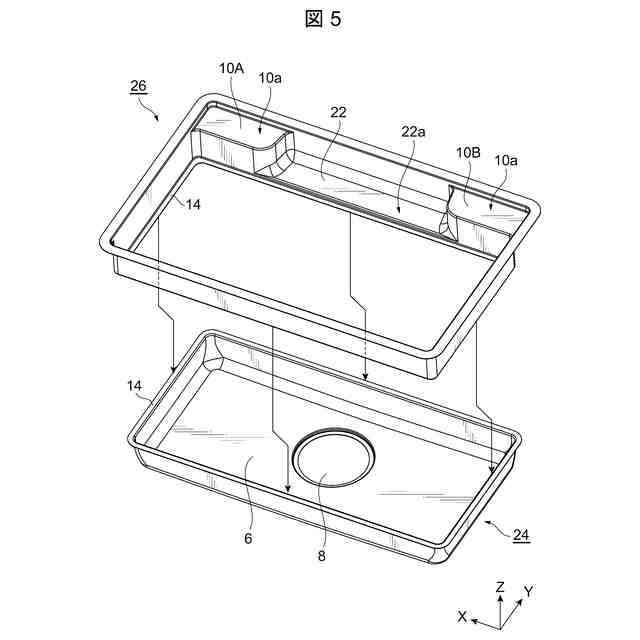
前記シンクの奥行き側の側面にデッキを有し
該デッキを前記第2成形体が含んでいる、シンクの製造方法。
【請求項4】
請求項3に記載のシンクの製造方法において、
前記シンクは、前記デッキのデッキ面よりも低位に位置する載置面を備えた棚を有し、
前記第2成形体は、前記デッキ及び前記棚を含んでいる、シンクの製造方法。
【請求項5】
請求項1に記載のシンクの製造方法において、
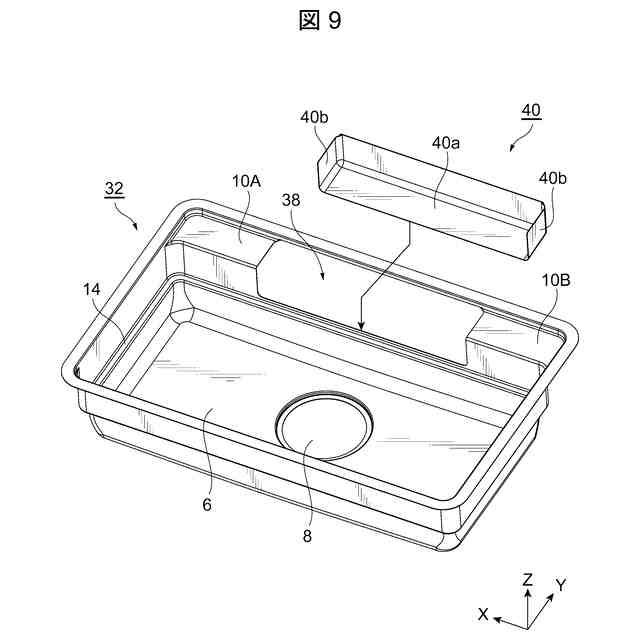
該シンクの基本的な形状を備えた母シンクをプレス成形によって作る工程と、
該母シンクの側壁の空所を形成して前記第1成形体を作る工程と、
該空所に嵌め込まれて前記母シンクの側壁に追加の機能を付与する追加の成形体をプレス成形または板金成形によって作る工程とを含み、
該追加の成形体が前記第2の成形体を構成する、シンクの製造方法。
【請求項6】
請求項1ないし5のいずれか一項に記載の製造方法によって作られたシンク。
発明の詳細な説明
【技術分野】
【0001】
本発明は、シンクの製造方法及びこれにより製造されるシンクに関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
ステンレス製のシンクの製造は、大別すると、プレス技術を用いて製造するプレス方式シンクと、板金技術を用いて製造する板金方式シンクとに大別され、これらは設備が異なるため業界が別であり、プレス方式シンクと板金方式シンクとは個別的に発展している。
【0003】
。
特許文献1は、プレス方式シンクと板金方式シンクとの利点、欠点を記載している。プレス方式シンクは量産に適し、例えば水槽部の底面を排水口に向けて傾斜させるテーパ面の形成するのが容易であり、また、特許文献2に見られるように、水槽部の底面に排水口に連なる導水路を形成するのが容易であるという利点がある一方で、特許文献1で指摘しているように、シンク水槽部の深絞り加工で皺や割れが発生し易いという製造上の課題がある。また、シンクの形状の自由度が低いという欠点がある。
【0004】
他方、板金方式シンクは、形状の自由度が高いという利点を有しているものの、シンク水槽部の底面にテーパ面の形成する、あるいは、水槽部の底面に排水口に連なる導水路を形成する等は不得意である。
【先行技術文献】
【特許文献】
【0005】
特開2010-228008号公報
意匠登録第1521696号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
シンクの形状に関し、例えば、棚を用意して、洗剤や食器洗いスポンジが置けるようにして欲しいというニーズがあるが、プレス方式シンクでは、このような棚を形成するのが困難である。このことから、プレス方式シンクでは、別売でステンレス製の網籠や水切りトレーなどを用意し、ユーザは、網籠や水切りトレーを入手して洗剤や食器洗いスポンジの置き台として用いるやり方が採用されている。
【0007】
本発明の目的は、プレス成形の量産効果を活かしつつプレス成形の深絞り加工の難儀さを解消することのできるシンクの製造方法及びこれにより製造されるシンクを提供することにある。
【0008】
本発明の別の目的は、プレス成形の量産効果を活かしつつ形状の自由度を確保することのできるシンクの製造方法及びこれにより製造されるシンクを提供することにある。
【課題を解決するための手段】
【0009】
上記の技術的課題は、本発明によれば、基本的には、
少なくとも第1、第2の成形体を溶接することにより作られるシンクの製造方法であって、
前記第1の成形体がシンクの水槽部の底面を有し、
該第1の成形体がプレス成形によって作られている、ことを特徴とするシンクの製造方法を提供することにより達成される。
【0010】
本発明の目的及び作用効果は、下記の本発明の好ましい実施の形態に記載した詳細説明から明らになる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
1か月前
トヨタ自動車株式会社
金型装置
1か月前
日産自動車株式会社
逐次成形方法
12日前
株式会社三明製作所
転造装置
1か月前
株式会社吉野機械製作所
プレス機械
25日前
株式会社カネミツ
筒張出部形成方法
26日前
東洋製罐株式会社
有底筒状体加工装置
4日前
株式会社カネミツ
歯付円筒体形成方法
1か月前
株式会社IKS
滑り止め構造
11日前
個人
日本刀の製造方法
1か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
26日前
株式会社アマダ
安全確認画像の表示方法
1か月前
馳逸自動化科技(蘇州)有限公司
合金スタンピング装置
1か月前
フタバ産業株式会社
パイプの製造方法
11日前
アグサメタル株式会社
螺旋コイルの製造装置及び製造方法
1か月前
東洋製罐株式会社
製缶装置
1か月前
石崎プレス工業株式会社
絞り加工装置
26日前
フタバ産業株式会社
プレス成形品の製造方法
26日前
フタバ産業株式会社
プレス成形品の製造方法
4日前
株式会社アマダ
板金加工方法及び板金加工用金型
11日前
株式会社神戸製鋼所
多段圧延機の形状制御方法
18日前
日本製鉄株式会社
電縫管の製造方法及び溶接装置
1か月前
株式会社東晃製作所
曲げ加工装置及び曲げ加工方法
25日前
城山工業株式会社
強度部材の製造装置および強度部材の製造方法
25日前
フタバ産業株式会社
バーリング部材の製造方法
1か月前
大同マシナリー株式会社
金属材の曲げ加工方法および装置
12日前
株式会社三井ハイテック
積層鉄心製造装置及び積層鉄心製造方法
19日前
テクノエイト株式会社
ウエーブエンボス成形金型の加工方法
18日前
株式会社プロテリアル
トロリ線用ダイス
26日前
東陽建設工機株式会社
鉄筋曲機及び鉄筋曲げ方法
5日前
大豊精機株式会社
シミュレーション装置
1か月前
株式会社神戸製鋼所
銅板部材及びその密着曲げ加工方法
1か月前
株式会社佐藤精機
捩じり曲げ加工方法および捩じり曲げ加工装置
1か月前
株式会社神戸製鋼所
圧延荷重および先進率演算装置ならびに該方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ