TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025008909
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023111524
出願日
2023-07-06
発明の名称
シミュレーション装置
出願人
大豊精機株式会社
代理人
弁理士法人中部国際特許事務所
主分類
B21D
22/00 20060101AFI20250109BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
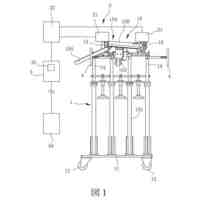
【課題】プレス成形後のパネルの動きをシミュレーションすることができるシミュレーション装置を提供する。
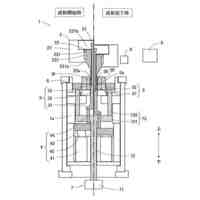
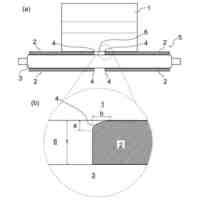
【解決手段】本発明のコンピュータ10は、プレス成形装置2に対して、ユーザにより入力されたパネル8の質量、上型3の上昇速度に関する速度関連値、磁力発生部材6の吸着力に関する値、パネル先行押さえピン7の質量、及びばね力に関する値を含む諸元情報に基づいて、プレス成形により上型3とリフター5とでパネル8を挟み込んだ状態から、上型3及びリフター5が一体的に上昇し、上型3が上昇し続けてリフター5のみが停止した時点を起点として、所定時間ごとの、リフター5の吸着面51に対するパネル8の当接面81の相対位置である踊り量及びスプリング70の圧縮量を演算する位置演算処理を実行するように構成されている。
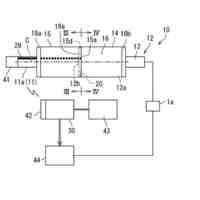
【選択図】図1
特許請求の範囲
【請求項1】
駆動源により上下動する上型と、
下型の少なくとも一部を構成し、パネルが配置される上面に吸着面を有し、前記吸着面が前記パネルの当接面に当接するように、前記上型の下方に配置され、駆動源により上下動するリフターと、
磁力により前記パネルを前記吸着面に吸着する磁力発生部材と、
スプリングのばね力で付勢された状態で前記上型から下方に突出し且つ前記上型に対して所定ストロークの範囲内で上下動可能に構成され、プレス成形時に前記上型に先行して前記パネルを下方に押圧し、プレス成形後で前記上型と前記リフターとが離間した後も、前記所定ストロークの範囲内で前記パネルを押圧する先行押さえ部材と、
を備えるプレス成形装置に対して、前記パネルの状態をシミュレーションするコンピュータを備えるシミュレーション装置であって、
前記コンピュータは、
ユーザにより入力された前記パネルの質量、前記上型の上昇速度に関する速度関連値、前記磁力発生部材の吸着力に関する値、前記先行押さえ部材の質量、及び前記ばね力に関する値を含む諸元情報に基づいて、
プレス成形により前記上型と前記リフターとで前記パネルを挟み込んだ状態から、前記上型及び前記リフターが一体的に上昇し、前記上型が上昇し続けて前記リフターのみが停止した時点を起点として、所定時間ごとの、前記リフターの前記吸着面に対する前記パネルの前記当接面の相対位置である踊り量及び前記スプリングの圧縮量を演算する位置演算処理を実行するように構成されている、
シミュレーション装置。
続きを表示(約 620 文字)
【請求項2】
前記コンピュータは、前記位置演算処理において、
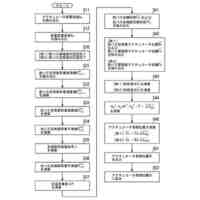
前記起点をn=0として、時点n(nは0以上の整数)での前記踊り量(n=0で前記踊り量=0)及び前記圧縮量(n=0で前記圧縮量は最大値)を、nを0から順に増大させて演算し、
前記コンピュータは、
前記諸元情報に基づいて、時点nにおける、前記パネルに働く重力、前記パネルに作用する前記先行押さえ部材の重力、前記パネルに作用する前記先行押さえ部材の前記ばね力、及び前記磁力発生部材の吸着力を含むパネル作用力を演算し、
前記パネル作用力に基づいて、前記パネルの加速度を演算し、
前記パネルの加速度に基づいて、前記パネルの位置を演算し、
前記パネルの位置に基づいて、前記踊り量を演算し、
前記速度関連値に基づいて、前記圧縮量を演算し、
前記コンピュータは、
時点nでの前記踊り量に基づいて、時点nから所定時間後の時点n+1の前記踊り量及び前記圧縮量を演算し、
nが0から所定の整数になるまで順に前記位置演算処理を実行する、
請求項1に記載のシミュレーション装置。
【請求項3】
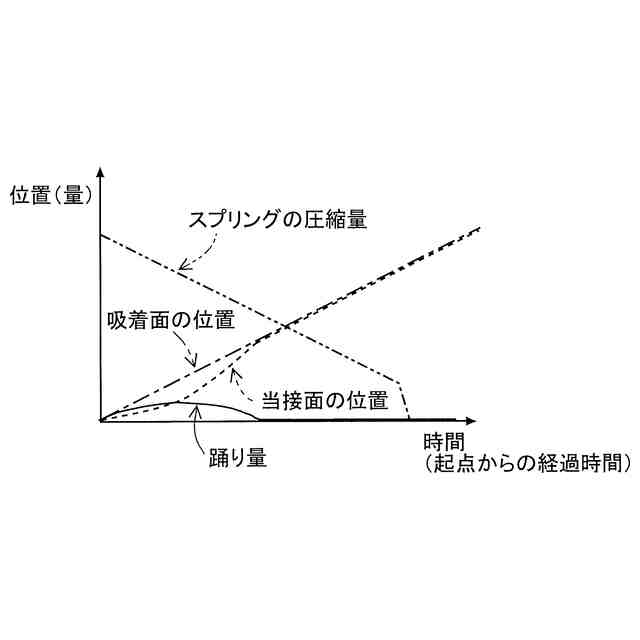
前記コンピュータは、ユーザの操作又は演算プログラムに応じて、前記起点からの時間経過に対する前記踊り量及び前記圧縮量を示すグラフを作成する、
請求項1又は2に記載のシミュレーション装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、パネルの状態をシミュレーションするシミュレーション装置に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
一部のプレス成形装置は、例えば特開平5-169147号公報に記載のように、上型より先にパネルに当接してパネルを位置決めするパネル先行押さえピンを備えている。パネル先行押さえピンは、構成上、上型がパネルから離れた際にも、ストロークが最大値になるまで、パネルを下方に押圧し続ける。また、例えば特開2023-053824号公報に記載されているように、プレス成形後のワークの形状をシミュレーションする装置も開発されている。
【先行技術文献】
【特許文献】
【0003】
特開平5-169147号公報
特開2023-053824号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、プレス成形が終わり上型とリフターとが離間した後、プレス成形されたパネル(ワーク)は、搬送機(例えばロボットハンド等)により次のプレス成形装置に搬送される。リフターは、下型の少なくとも一部を構成し、プレス成形後に上型が上昇するとパネルを載せて上昇する。つまり、プレス成形後、搬送機がパネルを把持することができる所定位置まで、上型とリフターとが一体的に上昇する。その後、リフターが停止し、上型だけが上昇を続け、上型とリフターとが離間する。両者が離間した後、搬送機がパネルを把持し、次の場所へ搬送する。搬送機によるパネルの搬送がスムーズに(高速で)行われることで、完成品の生産性は向上する。
【0005】
ここで、上型とリフターとが離間(以下「離型」と略称する場合がある)した際に、慣性力により、パネルがリフターから離れる可能性がある。離型してさらにパネル先行押さえピンとパネルとが離間した後もパネルがリフターから浮いていることがあり、この現象は「パネル踊り」と呼ばれる。パネル踊りが発生した場合、パネル踊りが収束するまで搬送機によるパネルの把持が困難となる。つまり、パネル踊りは、スムーズな搬送(高速搬送)の妨げになる。そこで、パネル先行押さえピンやマグネットの力により、離型後もパネルをリフターに押し付け、パネル踊りの抑制が図られている。しかしながら、汎用の金型の構成上、パネル先行押さえピンの押圧力、パネル先行押さえピンのストローク、及びマグネットの吸着力等には、制限がある。
【0006】
また、それら力の調整は、作業者が実際にパネル先行押さえピンのスプリングを入れ替える等の実機に対するトライアンドエラーで行われていた。プレス成形後のパネルの動き(位置、状態)をシミュレーションすることができれば、実機に対する調整を行うことなく、パネル踊りの有無を判断することができる。つまり、実機への調整で生じる作業者の労力及び作業時間を低減させることができる。本発明の目的は、プレス成型後のパネルの動きをシミュレーションすることができるシミュレーション装置を提供することである。
【課題を解決するための手段】
【0007】
本発明のシミュレーション装置は、駆動源により上下動する上型と、下型の少なくとも一部を構成し、パネルが配置される上面に吸着面を有し、前記吸着面が前記パネルの当接面に当接するように、前記上型の下方に配置され、駆動源により上下動するリフターと、磁力により前記パネルを前記吸着面に吸着する磁力発生部材と、スプリングのばね力で付勢された状態で前記上型から下方に突出し且つ前記上型に対して所定ストロークの範囲内で上下動可能に構成され、プレス成形時に前記上型に先行して前記パネルを下方に押圧し、プレス成形後で前記上型と前記リフターとが離間した後も、前記所定ストロークの範囲内で前記パネルを押圧する先行押さえ部材と、を備えるプレス成形装置に対して、前記パネルの状態をシミュレーションするコンピュータを備えるシミュレーション装置である。前記コンピュータは、ユーザにより入力された前記パネルの質量、前記上型の上昇速度に関する速度関連値、前記磁力発生部材の吸着力に関する値、前記先行押さえ部材の質量、及び前記ばね力に関する値を含む諸元情報に基づいて、プレス成形により前記上型と前記リフターとで前記パネルを挟み込んだ状態から、前記上型及び前記リフターが一体的に上昇し、前記上型が上昇し続けて前記リフターのみが停止した時点を起点として、所定時間ごとの、前記リフターの前記吸着面に対する前記パネルの前記当接面の相対位置である踊り量及び前記スプリングの圧縮量を演算する位置演算処理を実行するように構成されている。
【発明の効果】
【0008】
本発明によれば、起点から所定時間ごとのパネルの踊り量とスプリングの圧縮量が算出される。これにより、プレス成形後のパネルの動きをシミュレーションすることができる。ユーザは、プレス成形装置の各種情報を入力するだけで、先行押さえ部材がパネルから離間した後(すなわちスプリングの圧縮量が最小値になった後)にパネルがリフターから離間している「パネル踊り」の有無を判断することができる。本発明によれば、プレス成形装置(実機)の構成を変更することなく、コンピュータへの入力値を変更するだけで、パネル踊りの有無を容易に判断することができる。
【図面の簡単な説明】
【0009】
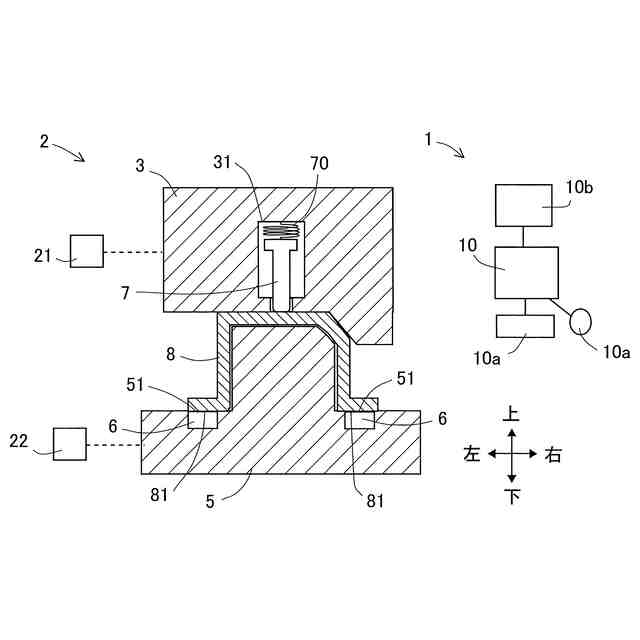
本実施形態のシミュレーション装置及びプレス成形装置の概念図である。
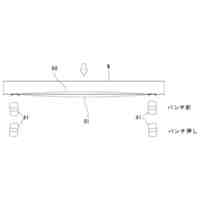
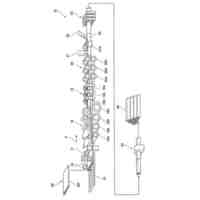
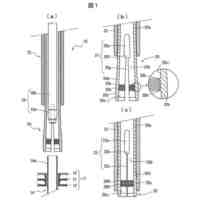
本実施形態のプレス成形装置の概念図である。
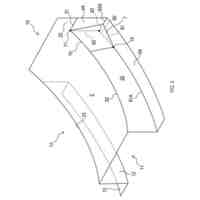
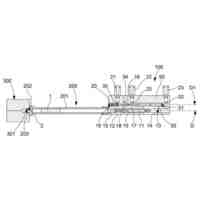
本実施形態の下型の概念平面図(参考例)である。
本実施形態のシミュレーション装置が作成したグラフの概念図である。
【発明を実施するための形態】
【0010】
以下、本発明を実施するための形態として、本発明の一実施形態であるシミュレーション装置1を、図を参照しつつ詳しく説明する。なお、本発明は、下記実施例の他、当業者の知識に基づいて種々の変更、改良を施した種々の形態で実施することができる。また、図におけるプレス成形装置2の各構成(例えば上型、リフター、及びパネルの形状等)は、説明上の概念図であり、実際の形状とは異なる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大豊精機株式会社
シミュレーション装置
1か月前
株式会社ジェイテクト
揺動加工装置
2か月前
大豊精機株式会社
鍛造装置及びギヤの製造方法
20日前
日産自動車株式会社
逐次成形方法
19日前
東洋製罐株式会社
有底筒状体加工装置
11日前
日本製鉄株式会社
圧延装置
4日前
株式会社IKS
滑り止め構造
18日前
フタバ産業株式会社
パイプの製造方法
18日前
日本ゲージ株式会社
可倒式受け座及び曲がり矯正装置
1日前
フタバ産業株式会社
プレス成形品の製造方法
11日前
株式会社アマダ
板金加工方法及び板金加工用金型
18日前
日本ゲージ株式会社
曲がり矯正装置及び矯正プログラム
1日前
株式会社神戸製鋼所
多段圧延機の形状制御方法
25日前
大同マシナリー株式会社
金属材の曲げ加工方法および装置
19日前
株式会社三井ハイテック
積層鉄心製造装置及び積層鉄心製造方法
26日前
東陽建設工機株式会社
鉄筋曲機及び鉄筋曲げ方法
12日前
テクノエイト株式会社
ウエーブエンボス成形金型の加工方法
25日前
株式会社伊藤製作所
複動式鍛造方法及び複動式鍛造装置
26日前
株式会社エムアイイーテクノ
半割管継手の製造方法
15日前
株式会社BABAエンジニアリング
拡管治具及び拡管方法
26日前
JFEスチール株式会社
フープガイド、及び金属帯コイルの結束方法
12日前
株式会社ジェイテクト
長尺状ワークの歪矯正方法および歪矯正装置
11日前
株式会社レゾナック
アルミニウム合金押出材の製造方法及びアルミニウム合金押出材
25日前
東洋製罐株式会社
絞りしごき缶の製造方法及び絞りしごき成形装置
5日前
JFEスチール株式会社
圧延材の製造方法および熱間圧延用加熱炉
4日前
JFEスチール株式会社
クレードルロールおよびそれを用いた金属帯の取扱方法
18日前
JFEスチール株式会社
ロール周速制御装置、ロール周速制御方法、及び熱延鋼帯の製造方法
11日前
JFEスチール株式会社
コイル状鋼板の冷却設備
6日前
三菱電機株式会社
曲げ加工順決定システム、曲げ加工順決定方法、および、プログラム
18日前
ナカジマ鋼管株式会社
冷間ロール成形角形鋼管の製造方法及び冷間ロール成形角形鋼管製造設備
4日前
大豊精機株式会社
鍛造装置及びギヤの製造方法
20日前
株式会社神戸製鋼所
圧延ロール、データ処理装置、データ処理プログラム、応力算出システム、及び応力算出方法
25日前
ザ・スウォッチ・グループ・リサーチ・アンド・ディベロップメント・リミテッド
インサートを備えた構造体および組立て方法
1日前
ツー ルー シン ツー トン ホア ユー シェン コン スー
バネ加工機のリアルタイム補正装置
15日前
株式会社BABAエンジニアリング
拡管治具及び拡管方法
26日前
JFEスチール株式会社
圧延用ワークロール、圧延用ワークロールの製造方法、金属帯の調質圧延方法及び金属帯の製造方法
4日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ