TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025026988
公報種別
公開特許公報(A)
公開日
2025-02-26
出願番号
2024203992,2022048433
出願日
2024-11-22,2022-03-24
発明の名称
コイル状鋼板の冷却設備
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
43/00 20060101AFI20250218BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】コイル状鋼板の表面の濡れ抑制とコイル状鋼板の冷却能力向上との両立を可能とし、コイル状鋼板に錆を発生させず、しかも高能率でコイル状鋼板の冷却を行う。
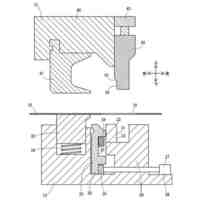
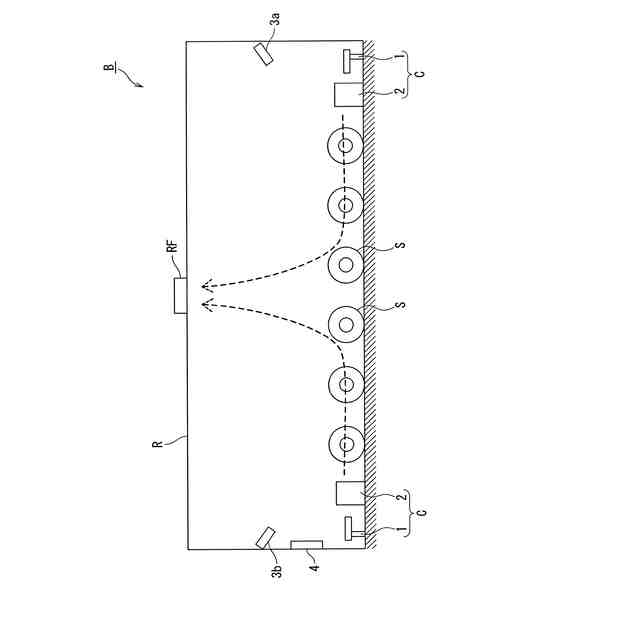
【解決手段】冷却ミストを噴射する冷却ミスト発生装置1と、冷却ミスト発生装置1により噴射された冷却ミストが蒸発することにより冷却された空気を吸引することができる程度の間隔で配置され、冷却床に置かれているコイル状鋼板Sに送風する冷却ファン2と、冷却ミスト発生装置1、及び、冷却ファン2の駆動を制御する制御装置4と、を備え、制御装置4は、設定された制御内容に基づいて、冷却ミスト発生装置1により冷却ミストを噴射し、冷却ファン2が、冷却ミスト発生装置1により噴射された冷却ミストが蒸発することにより冷却された空気を吸引して冷却床CFに置かれているコイル状鋼板Sに送風するように、冷却ミスト発生装置1、及び、冷却ファン2を制御する。
【選択図】図1
特許請求の範囲
【請求項1】
冷却ミストを噴射する冷却ミスト発生装置と、
前記冷却ミスト発生装置により噴射された前記冷却ミストが蒸発することにより冷却された空気を吸引することができる程度の間隔で配置され、冷却床に置かれているコイル状鋼板に送風する冷却ファンと、
前記冷却ミスト発生装置、及び、前記冷却ファンの駆動を制御する制御装置と、
を備え、
前記制御装置は、設定された制御内容に基づいて、前記冷却ミスト発生装置により冷却ミストを噴射し、前記冷却ファンが、前記冷却ミスト発生装置により噴射された前記冷却ミストが蒸発することにより冷却された空気を吸引して前記冷却床に置かれているコイル状鋼板に送風するように、前記冷却ミスト発生装置、及び、前記冷却ファンを制御するコイル状鋼板の冷却設備。
続きを表示(約 1,100 文字)
【請求項2】
前記制御装置は、
コイル状鋼板の成分情報、前記コイル状鋼板の操業パラメータ、及び、前記コイル状鋼板の製造における実績データを取得する情報取得部と、
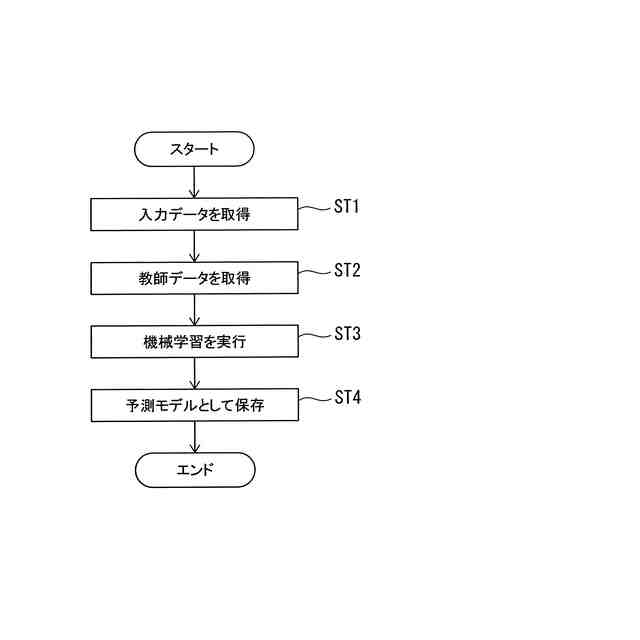
前記情報取得部によって取得された前記成分情報及び前記操業パラメータを入力データとし、前記実績データを教師データとして冷却床における前記コイル状鋼板の状態を予測する予測モデルを機械学習によって生成する学習部と、
を備えることを特徴とする請求項1に記載のコイル状鋼板の冷却設備。
【請求項3】
前記操業パラメータは、前記コイル状鋼板の寸法と温度、冷却時に使用される冷却媒体の使用流量、前記コイル状鋼板周辺の冷却媒体の流量であることを特徴とする請求項2に記載のコイル状鋼板の冷却設備。
【請求項4】
前記学習部では、ニューラルネットワーク、決定木学習、ランダムフォレスト、およびサポートベクター回帰のうち少なくとも1つの機械学習アルゴリズムを用いて機械学習を行うことを特徴とする請求項2または請求項3に記載のコイル状鋼板の冷却設備。
【請求項5】
前記制御装置は、さらに、
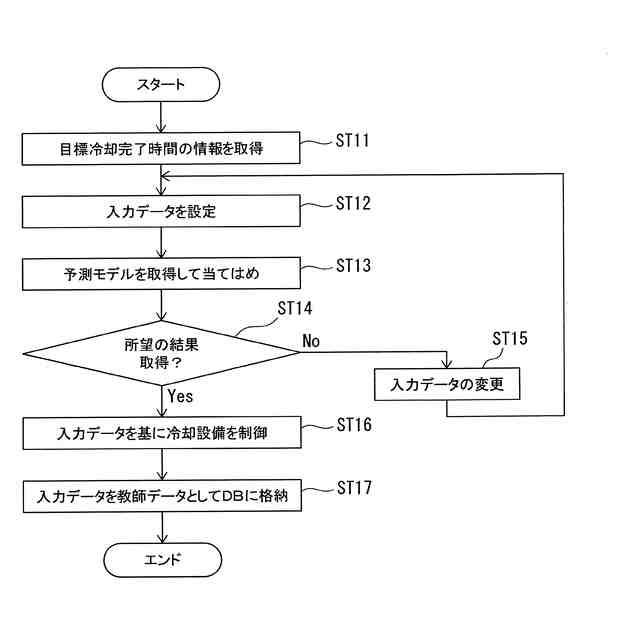
前記冷却ミスト発生装置、及び、前記冷却ファンを駆動する際の制御内容を、前記予測モデルを用いて設定する冷却条件演算部を備えていることを特徴とする請求項2ないし請求項4のいずれかに記載のコイル状鋼板の冷却設備。
【請求項6】
前記冷却ミスト発生装置は、前記冷却ファンによる前記コイル状鋼板への送風方向の後方に配置されていることを特徴とする請求項1ないし請求項5のいずれかに記載のコイル状鋼板の冷却設備。
【請求項7】
前記冷却ミスト発生装置が噴射する冷却ミストの粒子径は、40μm以下であることを特徴とする請求項1ないし請求項6のいずれかに記載のコイル状鋼板の冷却設備。
【請求項8】
前記コイル状鋼板の冷却設備は、前記冷却ファンによって前記コイル状鋼板に送風された気体を含む、前記コイル状鋼板の周囲の空気を前記冷却床外に排気する排気装置を備え、
前記排気装置は、前記冷却床における前記コイル状鋼板の状態を予測する予測モデルを用いて設定された制御内容に基づいて制御されることを特徴とする請求項1ないし請求項7のいずれかに記載のコイル状鋼板の冷却設備。
【請求項9】
前記コイル状鋼板の冷却設備は、さらに、前記コイル状鋼板と前記冷却床の両方、或いは、いずれかの状態を検出する測定装置を備えていることを特徴とする請求項1ないし請求項8のいずれかに記載のコイル状鋼板の冷却設備。
発明の詳細な説明
【技術分野】
【0001】
本発明の実施の形態は、コイル状鋼板の冷却設備に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
コイル状鋼板の製造に当たっては熱間圧延(熱延)、或いは、冷間圧延(冷延)が実行される。このうち、例えば熱延鋼板を製造する場合には、まず加熱炉においてスラブを所定温度に加熱し、加熱されたスラブを粗圧延機で圧延して粗バーとする。次いでこの粗バーを複数機の圧延スタンドからなる連続熱間仕上げ圧延機を通過させることで所定の厚みの熱延鋼板とする。
【0003】
そしてこの連続熱間仕上げ圧延機から出た熱延鋼板は、ランアウトテーブルに設置された冷却装置の上方及び下方から供給される冷却水によって冷却された後、巻き取り機で巻き取られることによって、コイル状熱延鋼板となる。そしてこのコイル状熱延鋼板の状態で保管される。
【0004】
一方、冷延鋼板の場合は、連続熱間仕上げ圧延機から出た熱延鋼板に対して酸洗処理工程や焼鈍処理工程、冷間圧延工程などの各工程を経て、冷延鋼板となる。そして、当該冷延鋼板についても巻き取り機で巻き取られることで、コイル状冷延鋼板となる。このようなコイル状冷延鋼板についてもこの状態で保管される。
【0005】
このように、各種鋼板は保管時には巻き取られてコイル状とされている。ちなみに、このような巻き取られた状態にある各種鋼板は、例えば、コイル状熱延鋼板の場合、その温度は500~650℃、コイル状冷延鋼板の場合には、この温度以下である。但し、この温度状態のままでは出荷や次の工程へ回すことができないため、これらコイル状鋼板が置かれているコイル置き場(以下、このような置き場を適宜「冷却床」と表す。)において、常温まで冷却されてから運搬・出荷される。
【0006】
当該冷却床には、大量のコイル状鋼板が置かれて冷却されている。そのためどうしても高温のコイル状鋼板の周囲に同じく高温のコイル状鋼板が置かれることになる。従ってこの場合、各コイル状鋼板の周囲の温度は高くなっている。このため、コイル状鋼板の冷却能率が低下し、コイル状鋼板の冷却を完了するまでに、例えば、3~5日かかることもある。
【0007】
その結果、冷却床として使用するためにコイル状鋼板を置くための敷地は、広大とならざるを得ない。また、冷却に時間が掛かることから、コイル状鋼板を出荷するまでの期間が長くなるという問題が発生する。さらにこのように冷却に時間が掛かることによって、冷却床のコイル置き場不足やコイルの在庫増加も問題となる。
【0008】
そこで、コイル状鋼板の冷却時間を短縮するため、コイル状鋼板に冷却水を散布する方法が種々提案されている。しかしながら、例えばコイル状の冷延鋼板のように、コイル状鋼板の表面温度が100℃以下の状態でコイル状鋼板に冷却水が散布されると、冷却水が蒸発しにくい。そのため、コイル状鋼板の表面が水で濡れ、そのまま放置するとその表面に錆が発生することがあり得る。
【0009】
コイル状鋼板に錆が発生するとその外観が損なわれ、コイル状鋼板を製品として出荷することができなくなる。また、冷却水の散布を行わなくても、特に冬から春先にかけての外気温が低い季節は、コイル状鋼板が結露する可能性もあり、結露による錆発生の可能性もある。
【0010】
そこで、以下の特許文献1ないし特許文献3には、鋼板の冷却に関して様々な方策が開示されている。例えば、特許文献1に記載の技術のように、コイルを構成する熱延鋼板の表面が濡れないようにするために、コイル周囲の温度と湿度を測定し、コイルを冷却するための冷却水の噴霧量を制御する熱延コイルの水冷方法が提案されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
1か月前
個人
ハゼ折鋼板のハゼ締め装置
4か月前
村田機械株式会社
プレス機械
3か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
14日前
日産自動車株式会社
逐次成形方法
4か月前
株式会社三明製作所
転造装置
1か月前
株式会社カネミツ
筒張出部形成方法
28日前
株式会社吉野機械製作所
プレス機械
27日前
株式会社プロテリアル
ステンレス鋼帯の製造方法
4か月前
A株式会社
接合部材、及び、骨組み構造体
4か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
株式会社カネミツ
歯付円筒体形成方法
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
6日前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
大同特殊鋼株式会社
横型鍛造装置
3か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
トヨタ紡織株式会社
カシメ装置
3か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
株式会社IKS
滑り止め構造
13日前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
個人
日本刀の製造方法
1か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
株式会社TMEIC
板離れ防止システム
2か月前
株式会社菊地機械製作所
加工装置、および加工方法
3か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
3か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
東芝産業機器システム株式会社
金型装置
4か月前
金田工業株式会社
はすば歯車の製造方法
2か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
28日前
株式会社アマダ
安全確認画像の表示方法
1か月前
馳逸自動化科技(蘇州)有限公司
合金スタンピング装置
1か月前
株式会社吉野機械製作所
プレス機械及びプレス加工方法
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ