TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025027347
公報種別
公開特許公報(A)
公開日
2025-02-27
出願番号
2023132084
出願日
2023-08-14
発明の名称
絞りしごき缶の製造方法及び絞りしごき成形装置
出願人
東洋製罐株式会社
代理人
弁理士法人愛宕綜合特許事務所
主分類
B21D
22/28 20060101AFI20250219BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】前絞りカップに再絞り加工及びしごき加工を行う絞りしごき缶の製造方法及び製造装置において、成形加工時の金属破砕片(アルミヘア)の発生を有効に低減可能な絞りしごき缶の製造方法及び製造装置を提供する。
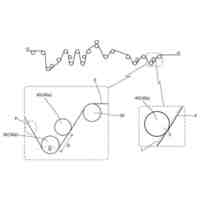
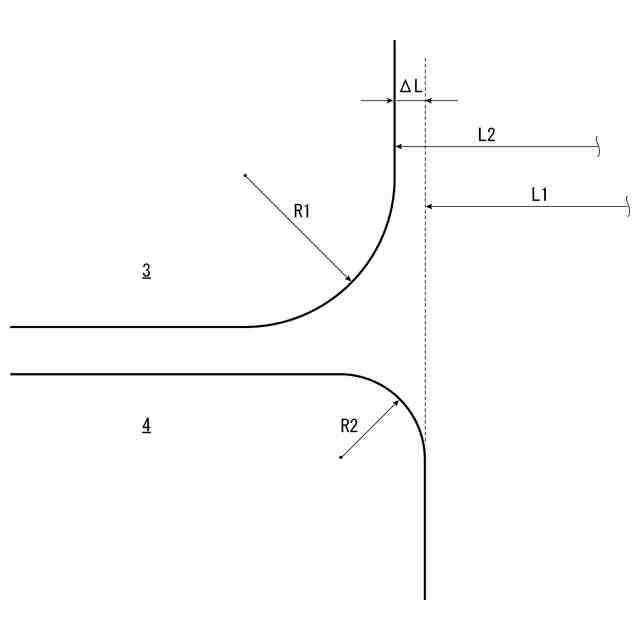
【解決手段】カップ状に成形された前絞りカップを、ブランクホルダー及びリドローダイで保持した状態で再絞りパンチにより再絞り成形を行った後、しごき加工を行う絞りしごき缶の製造方法において、前記ブランクホルダーの内径側下端のコーナー部の曲率半径が1.5~3.0mmの範囲にあることを特徴とする。
【選択図】図3
特許請求の範囲
【請求項1】
カップ状に成形された前絞りカップを、ブランクホルダー及びリドローダイで保持した状態で再絞りパンチにより再絞り成形を行った後、しごき加工を行う絞りしごき缶の製造方法において、
前記ブランクホルダーの内径側下端のコーナー部の曲率半径が1.5~3.0mmの範囲にあることを特徴とする絞りしごき缶の製造方法。
続きを表示(約 500 文字)
【請求項2】
前記リドローダイの作用コーナー部の曲率半径が1.3~1.6mmの範囲である請求項1記載の絞りしごき缶の製造方法。
【請求項3】
前記リドローダイの内半径と前記ブランクホルダーの内半径の差が0.8~2.0mmである請求項1又は2記載の絞りしごき缶の製造方法。
【請求項4】
前記絞りしごき缶がアルミニウム製である請求項1又は2記載の製造方法。
【請求項5】
ブランクホルダー及びリドローダイと、複数のしごきダイを少なくとも備えて成る前絞りカップから絞りしごき缶を成形するための成形装置において、
前記ブランクホルダーの内径側下端のコーナー部の曲率半径が1.5~3.0mmの範囲にあることを特徴とする絞りしごき成形装置。
【請求項6】
前記リドローダイの作用コーナー部の曲率半径が1.3~1.6mmの範囲である請求項5記載の絞りしごき成形装置。
【請求項7】
前記リドローダイの内半径と前記ブランクホルダーの内半径の差が0.8~2.0mmである請求項5又は6記載の絞りしごき成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、絞りしごき缶の製造方法及び製造装置に関するものであり、より詳細には、成形加工時の金属破砕片の発生を有効に低減可能な絞りしごき缶の製造方法及び製造装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
ビール等のアルコール飲料や炭酸飲料、お茶などを収納するための缶体としては、絞りしごき加工等により成形されるシームレス缶(DI缶)が広く使用されている。このようなシームレス缶は、一般にアルミニウム板や表面処理鋼板などの金属板から、カップ状に成形された前絞りカップを作成し、この前絞りカップを、再絞りダイ及び複数のしごきダイが軸心に沿って並んで配置されている所謂ボディメーカーと言われる装置で、再絞り加工した後、側壁部を複数回しごき加工を行うことによって製造されている(特許文献1等)。
このようなシームレス缶の再絞り加工及びしごき加工においては、毛髪状の微細な金属の破砕片(アルミニウム製DI缶の場合は「アルミヘア」と呼ばれている)が缶内面に付着するという問題が生じることがあった。
【0003】
このような問題を解決するための手段も提案されており、例えば、下記特許文献2には、再絞りダイと複数のしごきダイを備えた再絞りーしごき成形装置において、再絞りダイとカップ押えパッド間のクリアランスg(g=t-w:tは絞りカップ(前絞りカップ)の底部の再絞り加工前の厚み)を制御することが提案されている。
また下記特許文献3には、ワークホルダー(ブランクホルダー)のワーク押圧面における内周径が、リドローダイのワーク設置面における内周面に対して1~2mm小さく設定することが提案されている。
【先行技術文献】
【特許文献】
【0004】
特許第5234267号公報
特公昭62-5689号公報
特許第4607690号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献2のように、再絞りダイとカップ押えパッドの間のクリアランスを、絞りカップの底部の再絞り加工前の厚みに応じて制御することは煩雑である。また近年、経済性の観点からシームレス缶の薄肉軽量化を図るべく用いる金属板の厚みも低減される傾向があり、このような場合にはクリアランスの制御は困難になるおそれがある。
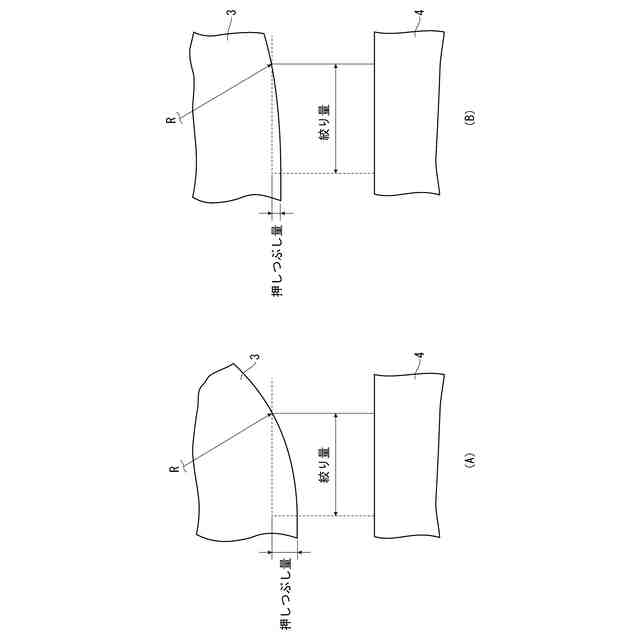
また上記特許文献3のように、ワークホルダーのワーク押圧面における内周径をリドローダイのワーク接地面よりも小さく設定する場合には、再絞り成形時にしわ押えの最終段階において缶開口端に強いしわ押え圧がかかることから、開口端に押し潰し痕が発生するおそれがある。
【0006】
従って本発明の目的は、前絞りカップに再絞り加工及びしごき加工を行う絞りしごき缶の製造方法及び製造装置において、成形加工時の金属破砕片(アルミヘア)の発生を有効に低減可能な絞りしごき缶の製造方法及び製造装置を提供することである。
本発明の他の目的は、複雑な構造を採用しなくても、効率よく金属破砕片の発生を低減可能な製造装置を提供することである。
【課題を解決するための手段】
【0007】
本発明によれば、カップ状に成形された前絞りカップを、ブランクホルダー及びリドローダイで保持した状態で再絞りパンチにより再絞り成形を行った後、しごき加工を行う絞りしごき缶の製造方法において、前記ブランクホルダーの内径側下端のコーナー部の曲率半径が1.5~3.0mmの範囲にあることを特徴とする絞りしごき缶の製造方法が提供される。
【0008】
本発明の絞りしごき缶の製造方法においては、
(1)前記リドローダイの作用コーナー部の曲率半径が1.3~1.6mmの範囲であること、
(2)前記リドローダイの内半径と前記ブランクホルダーの内半径の差が0.8~2.0mmであること、
(3)前記絞りしごき缶がアルミニウム製であること、
が好適である。
【0009】
本発明によればまた、ブランクホルダー及びリドローダイと、複数のしごきダイを少なくとも備えて成る前絞りカップから絞りしごき缶を成形するための成形装置において、前記ブランクホルダーの内径側下端のコーナー部の曲率半径が1.5~3.0mmの範囲にあることを特徴とする絞りしごき成形装置が提供される。
【0010】
本発明の絞りしごき成形装置においては、
(1)前記リドローダイの作用コーナー部の曲率半径が1.3~1.6mmの範囲であること、
(2)前記リドローダイの内半径と前記ブランクホルダーの内半径の差が0.8~2.0mmであること、
が好適である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東洋製罐株式会社
包装用積層体
13日前
東洋製罐株式会社
合成樹脂製容器
27日前
東洋製罐株式会社
無菌充填システム
13日前
東洋製罐株式会社
電子レンジ用パウチ
6日前
東洋製罐株式会社
有底筒状体加工装置
6日前
東洋製罐株式会社
容器詰めの高濃度均一粥の製造方法
1か月前
東洋製罐株式会社
フィルム搬送装置およびフィルム搬送方法
6日前
東洋製罐株式会社
絞りしごき缶の製造方法及び絞りしごき成形装置
今日
東洋製罐株式会社
缶支持部材、シームレス缶の製造方法及び製造装置
1か月前
東洋製罐株式会社
缶蓋製造装置、缶蓋製造方法、缶蓋、および内容物入りの缶容器
22日前
東洋製罐グループホールディングス株式会社
情報処理装置、及び、情報処理方法
22日前
東洋製罐株式会社
延伸多層フィルム及びこれから成る包装袋
1日前
東洋製罐株式会社
延伸多層フィルム及びこれから成る包装袋
21日前
株式会社プロテリアル
鍛造装置
1か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
日産自動車株式会社
逐次成形方法
14日前
株式会社三明製作所
転造装置
1か月前
株式会社カネミツ
筒張出部形成方法
28日前
株式会社吉野機械製作所
プレス機械
27日前
東洋製罐株式会社
有底筒状体加工装置
2か月前
東洋製罐株式会社
有底筒状体加工装置
6日前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
株式会社カネミツ
歯付円筒体形成方法
1か月前
株式会社IKS
滑り止め構造
13日前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
個人
日本刀の製造方法
1か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
株式会社菊地機械製作所
加工装置、および加工方法
3か月前
株式会社TMEIC
板離れ防止システム
2か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
3か月前
株式会社アマダ
安全確認画像の表示方法
1か月前
金田工業株式会社
はすば歯車の製造方法
2か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
28日前
フタバ産業株式会社
パイプの製造方法
13日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ