TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024163696
公報種別
公開特許公報(A)
公開日
2024-11-22
出願番号
2023079527
出願日
2023-05-12
発明の名称
鋼線材の皮削り工具
出願人
大同特殊鋼株式会社
代理人
弁理士法人むつきパートナーズ
主分類
B21C
1/00 20060101AFI20241115BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】 フェライト系ステンレス鋼線材の製造に適した皮削り工具の提供。
【解決手段】 皮削り工具において、すくい角γが5°~15°の範囲、逃げ角αが1°~10°の範囲にあるとともに、C面取りされて形成された先端のすくい面取り角ηが45°~70°の範囲、かつ、面取り幅ωが0.3~0.8mmの範囲にある。
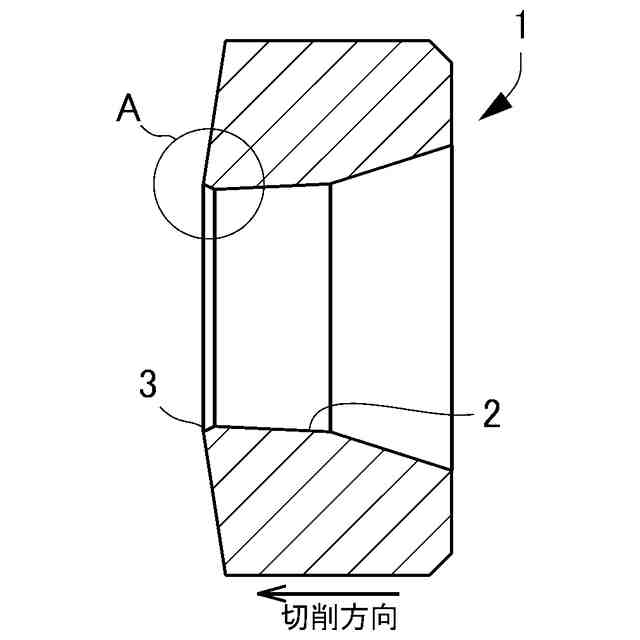
【選択図】 図3
特許請求の範囲
【請求項1】
フェライト系ステンレス鋼線材の表面を削り取る皮削り工具であって、
すくい角γが5°~15°の範囲、逃げ角αが1°~10°の範囲にあるとともに、
C面取りされて形成された先端のすくい面取り角ηが45°~70°の範囲、かつ、面取り幅ωが0.3~0.8mmの範囲にあることを特徴とする鋼線材の皮削り工具。
続きを表示(約 59 文字)
【請求項2】
すくい角γが5°~10°の範囲にあることを特徴とする請求項1記載の鋼線材の皮削り工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、引き抜き加工鋼線材の皮削り工具に関し、特に、フェライト系ステンレス鋼線材の皮削り工具に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
鋼、銅、アルミニウム等の金属線材の製造工程においては、線材表面の疵や酸化膜、異物等を除去するために外皮部分を薄く剥取る「皮削り」が行われる。この皮削りを行うための皮削り装置では、線材の直径よりも若干小さい穴径を有する皮削り工具が備えられており、これに線材を通して引き抜くことで皮削りが行われる。最適な皮削りのためには、皮削り工具の形状を金属線材の性質に合わせて変更することが必要である。
【0003】
例えば、特許文献1では、2相ステンレス鋼からなる線材を製造するための皮削り工具を開示している。一般的に、ステンレス鋼においては、フェライト相は皮削り工具としてのシェービングダイスに付着し易く、一方、オーステナイト相は強靭且つ硬質であり工具摩耗を進行させ切屑切断性に乏しいとされる。また、2相ステンレス鋼では、一般的なステンレス鋼において結晶粒度が大きくなるような焼鈍を与えても、結晶粒度が小さく維持され、硬質であって切削性に乏しい。かかる性質を鑑みて、シェービングダイスの形状について、すくい面ランド角(すくい面取り角)を10~30°、すくい角を10~25°、逃げ角を3~10°、すくい面ランド幅(面取り幅)を0.1~0.5mm、切れ刃半径0.02~0.08mmとすることで、皮削り後の線材(ワイヤ製品)の表面欠陥を顕著に減らすことができて、結果として、疲労耐性を向上させ得るとしている。
【先行技術文献】
【特許文献】
【0004】
特開2016-83704号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記したように、ステンレス鋼におけるフェライト相とオーステナイト相とでは切削性に大きな違いがあり、SUS430をはじめとするフェライト系ステンレス鋼線材の皮削り工程において、オーステナイト系ステンレス鋼線材用や2相ステンレス鋼線材用の皮削り工具を用いると、工具寿命の低下や、工具欠損によるカッターマークや黒皮残り、高負荷による表面肌の荒れなどの問題が顕著に生じた。そこで、フェライト系ステンレス鋼線材用の皮削り工具が求められた。
【0006】
本発明は、以上のような状況に鑑みてなされたものであって、その目的とするところは、SUS430をはじめとするフェライト系ステンレス鋼線材の製造に適した皮削り工具の提供にある。
【課題を解決するための手段】
【0007】
本発明は、フェライト系ステンレス鋼線材の表面を削り取る皮削り工具であって、すくい角γが5°~15°の範囲、逃げ角αが1°~10°の範囲にあるとともに、C面取りされて形成された先端のすくい面取り角ηが45°~70°の範囲、かつ、面取り幅ωが0.3~0.8mmの範囲にあることを特徴とする。
【0008】
かかる特徴によれば、工具先端への被削材の付着を抑制できて、工具寿命を高めるとともに、製品の加工性状を良好にできるのである。
【0009】
上記した発明において、すくい角γが5°~10°の範囲にあることを特徴としてもよい。かかる特徴によれば、工具寿命をより高め、製品の加工性状を良好にできるのである。
【図面の簡単な説明】
【0010】
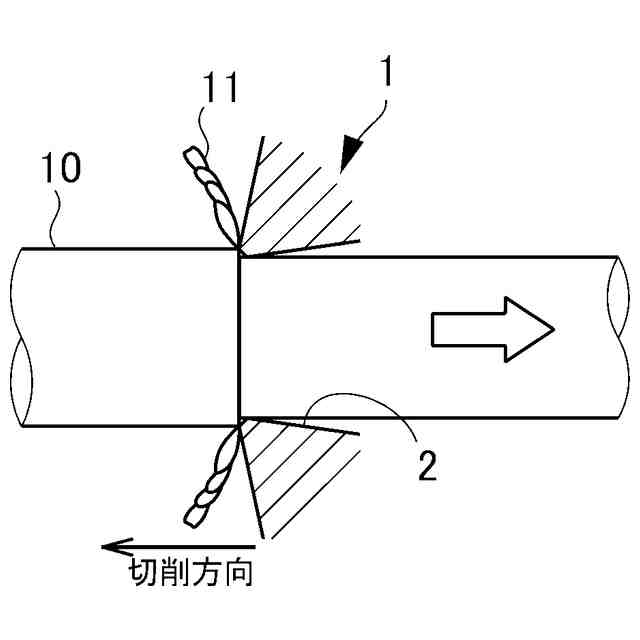
引き抜き加工中の線材と皮削り工具の断面図である。
皮削り工具の側断面図である。
皮削り工具の刃先の拡大側断面図である。
数値解析に用いた皮削り工具のモデル形状を示す断面図である。
最高温度についての数値解析の結果を示すグラフである。
最大応力についての数値解析の結果を示すグラフである。
主分力についての数値解析の結果を示すグラフである。
(a)実施例及び(b)比較例のチップブレーカ駆動モータの電圧変化を示すグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
吊り具装置
28日前
大同特殊鋼株式会社
熱処理設備
28日前
大同特殊鋼株式会社
回転電気機械
1か月前
大同特殊鋼株式会社
超音波欠陥検出方法
1か月前
大同特殊鋼株式会社
金属組織画像の画像処理方法
28日前
株式会社愛岐電機
クレーン用吊具
28日前
大同特殊鋼株式会社
ロータおよびそれを有する永久磁石型モータジェネレータ
1か月前
大同特殊鋼株式会社
ロータおよびそれを有する永久磁石型モータジェネレータ
1か月前
個人
積層鉄心用板材の製造方法、積層鉄心用板材、積層鉄心および積層鉄心の製造方法
28日前
株式会社プロテリアル
鍛造装置
1か月前
個人
ハゼ折鋼板のハゼ締め装置
3か月前
村田機械株式会社
プレス機械
3か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
株式会社ゴーシュー
歯車素材
4か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
4日前
日産自動車株式会社
逐次成形方法
4か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
4か月前
株式会社三明製作所
転造装置
28日前
A株式会社
接合部材、及び、骨組み構造体
4か月前
株式会社カネミツ
筒張出部形成方法
18日前
株式会社吉野機械製作所
プレス機械
17日前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
株式会社カネミツ
歯付円筒体形成方法
24日前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
冨士発條株式会社
トリミング装置
4か月前
大同特殊鋼株式会社
横型鍛造装置
3か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
トヨタ紡織株式会社
カシメ装置
3か月前
個人
日本刀の製造方法
1か月前
株式会社IKS
滑り止め構造
3日前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ