TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024150019
公報種別
公開特許公報(A)
公開日
2024-10-23
出願番号
2023063225
出願日
2023-04-10
発明の名称
熱交換器の製造方法
出願人
ダイキン工業株式会社
代理人
弁理士法人前田特許事務所
主分類
B21D
53/08 20060101AFI20241016BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】扁平管と二つのフィン群とを備えた熱交換器を製造する。
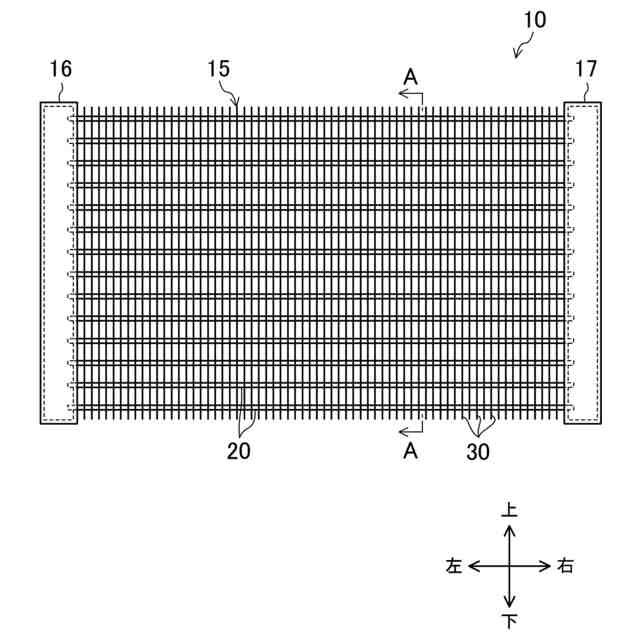
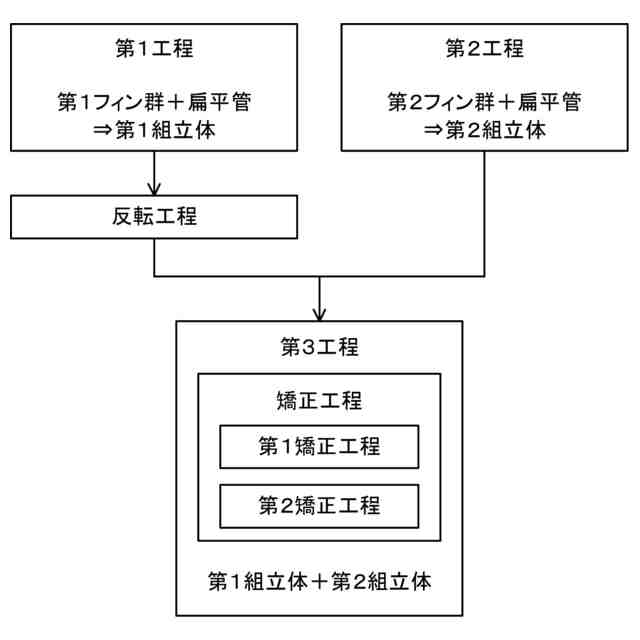
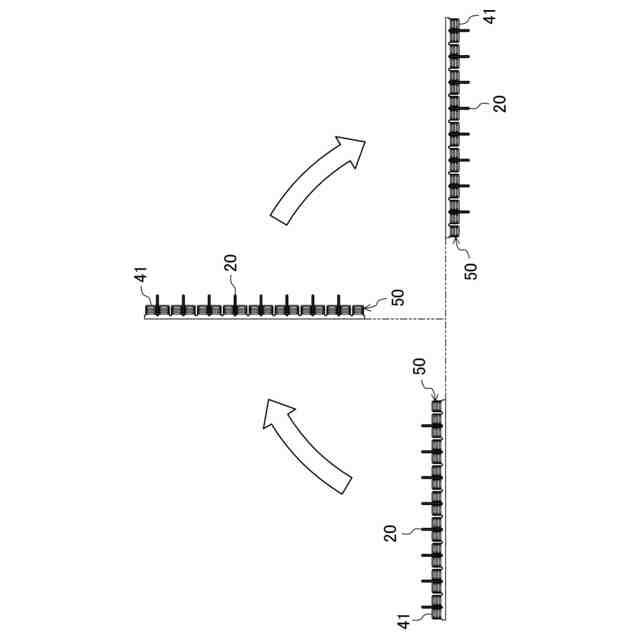
【解決手段】熱交換器(10)の製造方法において、第1工程と第2工程と第3工程とが行われる。第1工程では、第1フィン群(41)と扁平管(20)を組み合わせることによって、第1組立体(50)が形成される。第2工程では、第2フィン群(42)と扁平管(20)を組み合わせることによって、第2組立体(55)が形成される。第3工程では、第1組立体(50)と第2組立体(55)が組み合わされる。その結果、第1フィン群(41)及び第2フィン群(42)と、扁平管(20)とが組み合わされる。
【選択図】図16
特許請求の範囲
【請求項1】
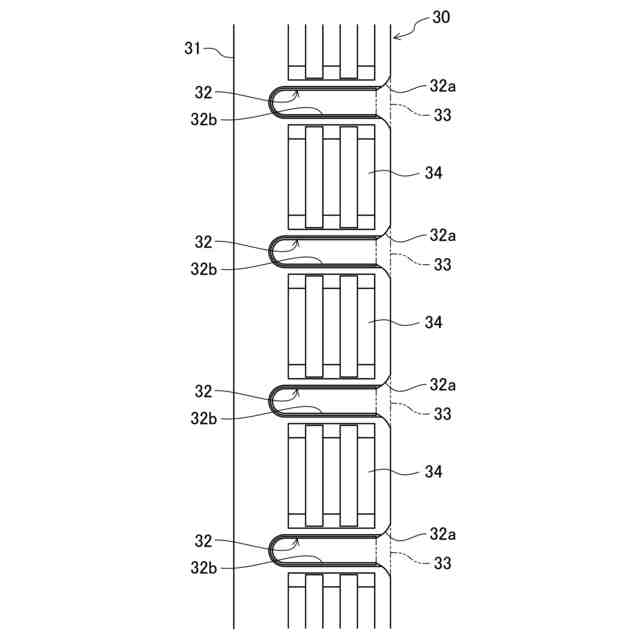
複数の扁平管(20)と、それぞれが複数の板状のフィン(30)からなる第1フィン群(41)及び第2フィン群(42)とを備え、複数の上記フィン(30)のそれぞれには、該フィン(30)の外縁に開口端(33)を有するスロット(32)が複数形成され、複数の上記扁平管(20)のそれぞれが、上記第1フィン群(41)を構成する各上記フィン(30)の上記スロット(32)と、上記第2フィン群(42)を構成する各上記フィン(30)の上記スロット(32)とに挿し込まれた熱交換器(10)の製造方法であって、
上記第1フィン群(41)を構成する上記フィン(30)の複数の上記スロット(32)の一部に上記扁平管(20)を挿し込み、上記第1フィン群(41)と上記扁平管(20)からなる第1組立体(50)を形成する第1工程と、
上記第2フィン群(42)を構成する上記フィン(30)の複数の上記スロット(32)のうち、上記第1フィン群(41)の上記扁平管(20)が挿し込まれない上記スロット(32)に対応するものに上記扁平管(20)を挿し込み、上記第2フィン群(42)と上記扁平管(20)からなる第2組立体(55)を形成する第2工程と、
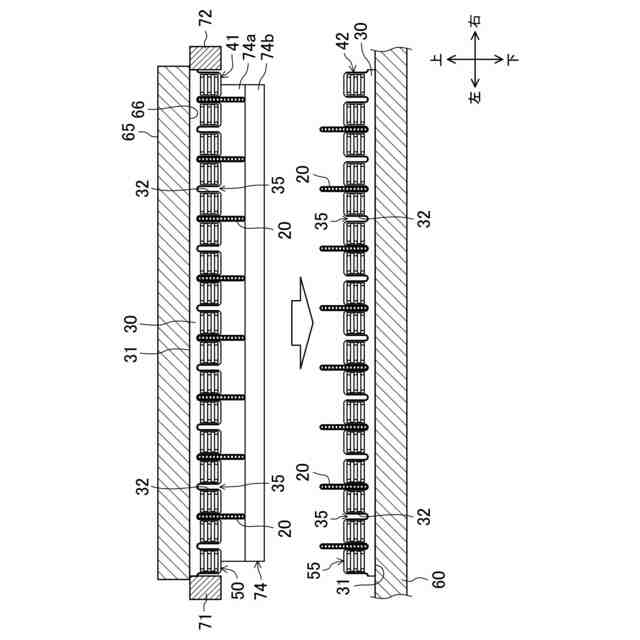
上記第1組立体(50)を該第1組立体(50)の上記扁平管(20)が上記第2組立体(55)側を向く姿勢で配置し、上記第2組立体(55)を該第2組立体(55)の上記扁平管(20)が上記第1組立体(50)側を向く姿勢で配置し、上記第1組立体(50)を上記第2組立体(55)に押し付けることによって、上記第1組立体(50)の上記扁平管(20)を上記第2組立体(55)の上記フィン(30)の上記スロット(32)に挿し込み、上記第2組立体(55)の上記扁平管(20)を上記第1組立体(50)の上記フィン(30)の上記スロット(32)に挿し込む第3工程とを含む
熱交換器の製造方法。
続きを表示(約 1,600 文字)
【請求項2】
上記第1工程では、上記扁平管(20)が挿し込まれた上記スロット(32)と、上記扁平管(20)が挿し込まれない上記スロット(32)とが交互に並ぶように、上記第1フィン群(41)を構成する上記フィン(30)の所定の上記スロット(32)に上記扁平管(20)を挿し込み、
上記第2工程では、上記扁平管(20)が挿し込まれた上記スロット(32)と、上記扁平管(20)が挿し込まれない上記スロット(32)とが交互に並ぶように、上記第2フィン群(42)を構成する上記フィン(30)の所定の上記スロット(32)に上記扁平管(20)を挿し込む
請求項1に記載の熱交換器の製造方法。
【請求項3】
上記第3工程では、上記第1組立体(50)を上記扁平管(20)が下側に位置する姿勢で配置し、上記第2組立体(55)を上記扁平管(20)が上側に位置する姿勢で配置し、上記第1組立体(50)を下方へ移動させることによって、上記第1組立体(50)を上記第2組立体(55)に押し付ける
請求項1又は2に記載の熱交換器の製造方法。
【請求項4】
上記第3工程では、下面が平坦な押付け面(66)である押付け部材(65)を用い、上記扁平管(20)が下側に位置する姿勢で配置された上記第1組立体(50)の上記フィン(30)の上側の外縁に上記押付け部材(65)の上記押付け面(66)を接触させ、上記押付け部材(65)によって上記第1組立体(50)を押し下げることにより、上記第1組立体(50)を上記第2組立体(55)に押し付ける
請求項3に記載の熱交換器の製造方法。
【請求項5】
上記第3工程において用いられる上記押付け部材(65)は、それぞれの下面が上記押付け面(66)を構成する複数の押付けブロック(67)を備える
請求項4に記載の熱交換器の製造方法。
【請求項6】
上記第3工程は、上記扁平管(20)が下側に位置する姿勢で配置された上記第1組立体(50)の撓みを矯正する矯正工程を含み、
上記第3工程では、撓みを矯正された状態の上記第1組立体(50)を上記第2組立体(55)に押し付ける
請求項1又は2に記載の熱交換器の製造方法。
【請求項7】
上記矯正工程は、上記第1組立体(50)を水平方向から挟み込むことによって上記第1組立体(50)の水平方向の撓みを矯正する第1矯正工程を含む
請求項6に記載の熱交換器の製造方法。
【請求項8】
上記矯正工程の上記第1矯正工程では、上記第1組立体(50)を、上記扁平管(20)の配列方向の両側から挟み込むと共に、上記フィン(30)の配列方向の両側から挟み込む
請求項7に記載の熱交換器の製造方法。
【請求項9】
上記第3工程では、下面が平坦な押付け面(66)である押付け部材(65)を用い、上記扁平管(20)が下側に位置する姿勢で配置された上記第1組立体(50)の上記フィン(30)の上側の外縁に上記押付け部材(65)の上記押付け面(66)を接触させ、上記押付け部材(65)によって上記第1組立体(50)を押し下げることにより、上記第1組立体(50)を上記第2組立体(55)に押し付け、
上記矯正工程は、上記第1組立体(50)を上記押付け部材(65)の上記押付け面(66)に押し付けることによって、上記第1組立体(50)の上下方向の撓みを矯正する第2矯正工程を含む
請求項6に記載の熱交換器の製造方法。
【請求項10】
上記矯正工程の上記第2矯正工程では、上記第1組立体(50)における上記扁平管(20)の両方の端部を持ち上げることによって、上記第1組立体(50)を上記押付け部材(65)の上記押付け面(66)に押し付ける
請求項9に記載の熱交換器の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、熱交換器の製造方法に関するものである。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
特許文献1には、偏平な形状の伝熱管(扁平管)と、板状のフィンとを備えた熱交換器が開示されている。この熱交換器において、上下に配列された複数の伝熱管のそれぞれは、風上側の部分が上流側平板フィンの偏平溝に挿し込まれ、風下側の部分が下流側平板フィンの偏平溝に挿し込まれる。
【先行技術文献】
【特許文献】
【0003】
特開平03-128167号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述したように、特許文献1は、扁平管の風上側と風下側にフィン群を個別に配置した構造の熱交換器を開示する。しかし、このような構造の熱交換器を製造する具体的な方法が、十分に検討されていなかった。
【0005】
本開示の目的は、扁平管と二つのフィン群とを備えた熱交換器を製造することにある。
【課題を解決するための手段】
【0006】
本開示の第1の態様は、複数の扁平管(20)と、それぞれが複数の板状のフィン(30)からなる第1フィン群(41)及び第2フィン群(42)とを備え、複数の上記フィン(30)のそれぞれには、該フィン(30)の外縁に開口端(33)を有するスロット(32)が複数形成され、複数の上記扁平管(20)のそれぞれが、上記第1フィン群(41)を構成する各上記フィン(30)の上記スロット(32)と、上記第2フィン群(42)を構成する各上記フィン(30)の上記スロット(32)とに挿し込まれた熱交換器(10)の製造方法を対象とする。
【0007】
そして、第1の態様の製造方法は、上記第1フィン群(41)を構成する上記フィン(30)の複数の上記スロット(32)の一部に上記扁平管(20)を挿し込み、上記第1フィン群(41)と上記扁平管(20)からなる第1組立体(50)を形成する第1工程と、上記第2フィン群(42)を構成する上記フィン(30)の複数の上記スロット(32)のうち、上記第1フィン群(41)の上記扁平管(20)が挿し込まれない上記スロット(32)に対応するものに上記扁平管(20)を挿し込み、上記第2フィン群(42)と上記扁平管(20)からなる第2組立体(55)を形成する第2工程と、上記第1組立体(50)を該第1組立体(50)の上記扁平管(20)が上記第2組立体(55)側を向く姿勢で配置し、上記第2組立体(55)を該第2組立体(55)の上記扁平管(20)が上記第1組立体(50)側を向く姿勢で配置し、上記第1組立体(50)を上記第2組立体(55)に押し付けることによって、上記第1組立体(50)の上記扁平管(20)を上記第2組立体(55)の上記フィン(30)の上記スロット(32)に挿し込み、上記第2組立体(55)の上記扁平管(20)を上記第1組立体(50)の上記フィン(30)の上記スロット(32)に挿し込む第3工程とを含む。
【0008】
第1の態様の製造方法では、第1工程と第2工程と第3工程とが行われる。第1工程では、第1フィン群(41)と扁平管(20)を組み合わせることによって、第1組立体(50)が形成される。第2工程では、第2フィン群(42)と扁平管(20)を組み合わせることによって、第2組立体(55)が形成される。第3工程では、第1組立体(50)の扁平管(20)が、第2組立体(55)のフィン(30)のスロット(32)に挿し込まれ、第2組立体(55)の扁平管(20)が、第1組立体(50)のフィン(30)のスロット(32)に挿し込まれる。その結果、扁平管(20)と、第1フィン群(41)と、第2フィン群(42)とが組み合わされる。
【0009】
本開示の第2の態様は、上記第1の態様において、上記第1工程では、上記扁平管(20)が挿し込まれた上記スロット(32)と、上記扁平管(20)が挿し込まれない上記スロット(32)とが交互に並ぶように、上記第1フィン群(41)を構成する上記フィン(30)の所定の上記スロット(32)に上記扁平管(20)を挿し込み、上記第2工程では、上記扁平管(20)が挿し込まれた上記スロット(32)と、上記扁平管(20)が挿し込まれない上記スロット(32)とが交互に並ぶように、上記第2フィン群(42)を構成する上記フィン(30)の所定の上記スロット(32)に上記扁平管(20)を挿し込むものである。
【0010】
第2の態様では、第1組立体(50)を構成する第1フィン群(41)と、第2組立体(55)を構成する第2フィン群(42)のそれぞれにおいて、扁平管(20)が挿し込まれたスロット(32)と、扁平管(20)が挿し込まれないスロット(32)とが交互に並ぶ。第3工程では、第1工程において扁平管(20)が挿し込まれなかった第1フィン群(41)のスロット(32)に、第2組立体(55)の扁平管(20)が挿し込まれる。また、第3工程では、第2工程において扁平管(20)が挿し込まれなかった第2フィン群(42)のスロット(32)に、第1組立体(50)の扁平管(20)が挿し込まれる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ダイキン工業株式会社
電解液及び二次電池
10日前
ダイキン工業株式会社
電解液及び二次電池
10日前
ダイキン工業株式会社
電解液用組成物、電解液及び二次電池
10日前
ダイキン工業株式会社
成形条件提案システム、試料評価システムおよびプログラム
3日前
ダイキン工業株式会社
シラン化合物
9日前
ダイキン工業株式会社
加工助剤、熱可塑性樹脂組成物及びフィルム並びにそれらの製造方法
3日前
ダイキン工業株式会社
正極活物質の製造方法、集電箔の製造方法、負極活物質の製造方法、及び、導電助剤の製造方法
5日前
ダイキン工業株式会社
電気化学デバイス用バインダー用ポリテトラフルオロエチレン、電気化学デバイス用バインダー、電極合剤、電極、及び、二次電池
16日前
個人
金型装置
4か月前
個人
鋼線材の高減面率延伸装置
3か月前
個人
ハゼ折鋼板のハゼ締め装置
1か月前
村田機械株式会社
プレス機械
24日前
株式会社プロテリアル
熱間鍛造用金型
1か月前
トヨタ自動車株式会社
交換装置
6か月前
トヨタ自動車株式会社
プレス装置
6か月前
トヨタ自動車株式会社
プレス金型
2か月前
トヨタ紡織株式会社
金型装置
2か月前
株式会社ゴーシュー
歯車素材
1か月前
トヨタ自動車株式会社
鍛造加工装置
5か月前
大裕株式会社
鋼矢板の矯正装置
3か月前
トヨタ自動車株式会社
プレス成型方法
4か月前
日伸工業株式会社
加工システム
18日前
石田鉄工株式会社
格子状製品の製造方法
2か月前
日産自動車株式会社
逐次成形方法
1か月前
株式会社小矢部精機
膜厚制御装置
4か月前
株式会社リード
金属管曲げ型
4か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
1か月前
A株式会社
接合部材、及び、骨組み構造体
1か月前
村田機械株式会社
上型ホルダ及びプレス機械
3か月前
株式会社不二越
歯車転造加工ユニット
4か月前
冨士発條株式会社
トリミング装置
1か月前
ニデック株式会社
金型及び打ち抜き方法
2か月前
大同特殊鋼株式会社
横型鍛造装置
24日前
冨士発條株式会社
プレス成形方法
6か月前
株式会社不二越
転造加工用鋼製平ダイス
16日前
大同特殊鋼株式会社
鋼種判別装置
4か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ