TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024126655
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023035197
出願日
2023-03-08
発明の名称
塑性締結方法及び塑性締結構造
出願人
株式会社三五
代理人
弁理士法人プロスペック特許事務所
主分類
B21D
39/00 20060101AFI20240912BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】回転部材と軸部材との塑性締結による嵌合固定において回転方向における保持力を確保しつつ軸方向における嵌合部の抜けを確実に防止する。
【解決手段】中空又は中実の軸部材を回転部材に形成された孔に圧入し、軸部材の外周面又は回転部材の孔の内周面の一方に形成された歯部へ軸部材の外周面又は回転部材の孔の内周面の他方を構成する材料の一部を流入させることにより、軸部材と回転部材とを回転方向において相互に固定する塑性締結方法において、上記圧入により、軸部材の軸方向における歯部とは異なる位置において、軸部材の外周面又は回転部材の孔の内周面の他方を構成する材料の一部を、軸部材の外周面又は回転部材の孔の内周面の一方に形成された凹部に流入させることにより、軸部材と回転部材とを軸部材の軸方向において相互に固定する部分である係止部を一体的に形成する。
【選択図】図6
特許請求の範囲
【請求項1】
回転部材に形成された孔に中空又は中実の軸部材を圧入し、前記回転部材の前記孔の内周面又は前記軸部材の外周面の一方に形成された歯部へ前記回転部材の前記孔の前記内周面又は前記軸部材の前記外周面の他方を構成する材料の一部を流入させることにより、前記回転部材と前記軸部材とを回転方向において相互に固定する塑性締結方法であって、
前記圧入により、前記軸部材の軸方向における前記歯部とは異なる位置において、前記回転部材の前記孔の前記内周面又は前記軸部材の前記外周面の前記他方を構成する材料の一部を、前記回転部材の前記孔の前記内周面又は前記軸部材の前記外周面の前記一方に形成された凹部に流入させることにより、前記回転部材と前記軸部材とを前記軸部材の前記軸方向において相互に固定する部分である係止部を一体的に形成する、
ことを特徴とする、塑性締結方法。
続きを表示(約 2,300 文字)
【請求項2】
請求項1に記載された塑性締結方法であって、
前記軸部材の硬度が前記回転部材の硬度よりも高く、
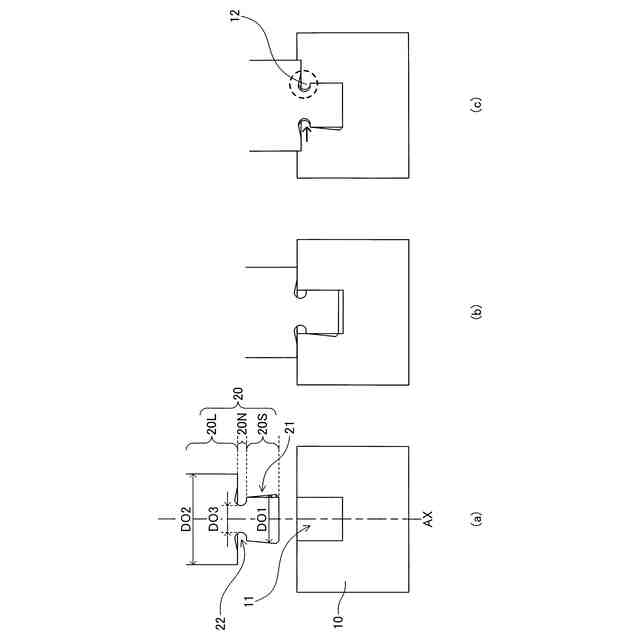
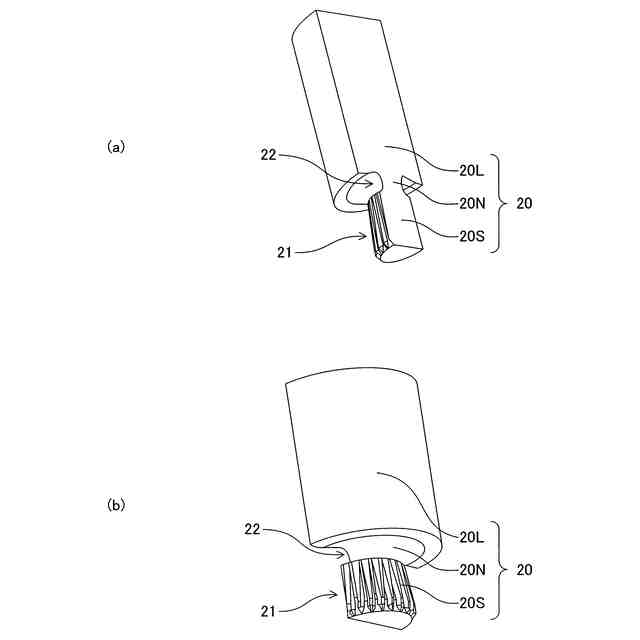
前記軸部材は、先端部に形成され且つ所定の外径である第1外径を有する部分である小径部と、基端側に形成され且つ前記第1外径よりも大きい所定の外径である第2外径を有する部分である大径部と、前記小径部と前記大径部との間に形成され且つ前記第1外径以下の所定の外径である第3外径を有し且つ前記軸部材の径方向における内側に向かって広がる空隙である第2空隙が前記凹部として形成された部分である括れ部と、を有し、
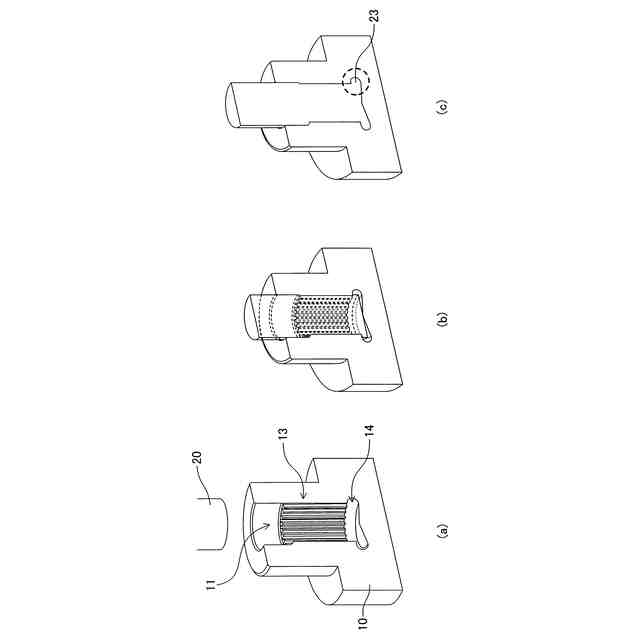
前記軸部材の前記小径部の外周面に前記歯部が形成されており、
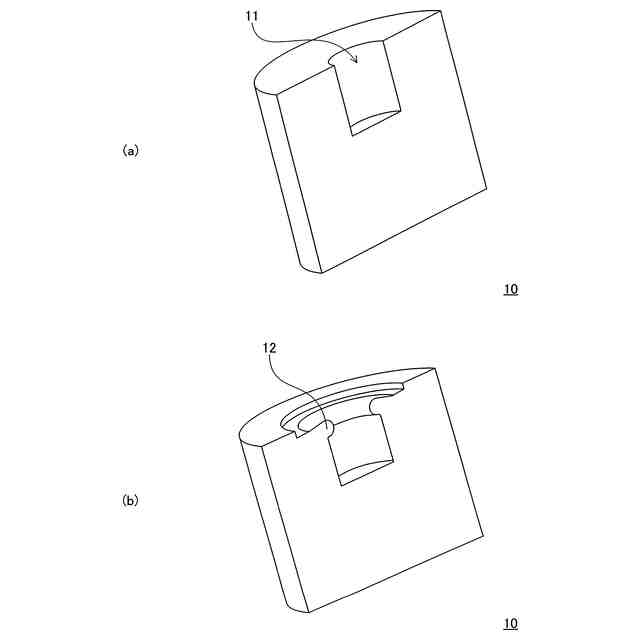
前記圧入の過程において、前記軸部材の前記大径部の先端側の端面によって前記回転部材の前記孔の前記周縁部が押圧されることにより前記回転部材の前記孔の前記内周面を構成する材料の一部が前記第1空隙へ塑性流動して前記係止部が形成される、
ことを特徴とする、塑性締結方法。
【請求項3】
請求項2に記載された塑性締結方法であって、
前記軸部材の前記大径部の前記先端側の前記端面の少なくとも一部の法線ベクトルが前記軸部材の軸を含む直線に近付く成分を有する、
ことを特徴とする、塑性締結方法。
【請求項4】
請求項1に記載された塑性締結方法であって、
前記回転部材の硬度が前記軸部材の硬度よりも高く、
前記回転部材の前記孔が、貫通しておらず底面を有する有底孔として形成されており、
前記回転部材の前記有底孔の前記内周面に前記歯部が形成されており、
前記回転部材の前記有底孔の前記底面に隣接する内周面には前記軸部材の径方向における外側に向かって広がる空隙である第2空隙が前記凹部として形成されており、
前記圧入の過程において、前記軸部材の先端部が前記有底孔の前記底面に当接して前記有底孔の前記底面に押し付けられることにより前記軸部材の前記先端部を構成する材料が前記第2空隙へ塑性流動して前記係止部が形成される、
ことを特徴とする、塑性締結方法。
【請求項5】
請求項4に記載された塑性締結方法であって、
前記回転部材の前記有底孔の前記底面の少なくとも一部の法線ベクトルが前記軸部材の軸を含む直線から遠ざかる成分を有する、
ことを特徴とする、塑性締結方法。
【請求項6】
回転部材に形成された孔に中空又は中実の軸部材が圧入されており、前記回転部材の前記孔の内周面又は前記軸部材の外周面の一方に形成された歯部へ前記回転部材の前記孔の前記内周面又は前記軸部材の前記外周面の他方を構成する材料の一部が流入することにより、前記回転部材と前記軸部材とが回転方向において相互に固定されている塑性締結構造であって、
前記軸部材の軸方向における前記歯部とは異なる位置において、前記回転部材の前記孔の前記内周面又は前記軸部材の前記外周面の前記一方に形成された凹部に充填された前記回転部材の前記孔の前記内周面又は前記軸部材の前記外周面の前記他方を構成する材料の一部によって、前記回転部材と前記軸部材とを前記軸部材の前記軸方向において相互に固定する部分である係止部が一体的に形成されている、
ことを特徴とする、塑性締結構造。
【請求項7】
請求項6に記載された塑性締結構造であって、
前記軸部材の硬度が前記回転部材の硬度よりも高く、
前記軸部材は、先端部に形成され且つ所定の外径である第1外径を有する部分である小径部と、基端側に形成され且つ前記第1外径よりも大きい所定の外径である第2外径を有する部分である大径部と、前記小径部と前記大径部との間に形成され且つ前記第1外径以下の所定の外径である第3外径を有し且つ前記軸部材の径方向における内側に向かって広がる空隙である第1空隙が前記凹部として形成された部分である括れ部と、を有し、
前記軸部材の前記小径部の外周面に前記歯部が形成されており、
前記第1空隙に充填された前記回転部材の前記孔の内周面を構成する材料の一部によって前記係止部が形成されている、
ことを特徴とする、塑性締結構造。
【請求項8】
請求項7に記載された塑性締結構造であって、
前記軸部材の前記大径部の先端側の端面の少なくとも一部の法線ベクトルが前記軸部材の軸を含む直線に近付く成分を有する、
ことを特徴とする、塑性締結構造。
【請求項9】
請求項6に記載された塑性締結構造であって、
前記回転部材の硬度が前記軸部材の硬度よりも高く、
前記回転部材の前記孔が、貫通しておらず底面を有する有底孔として形成されており、
前記回転部材の前記有底孔の前記内周面に前記歯部が形成されており、
前記回転部材の前記有底孔の前記底面に隣接する内周面には前記軸部材の径方向における外側に向かって広がる空隙である第2空隙が前記凹部として形成されており、
前記軸部材の先端部を構成する材料によって前記第2空隙が充填されることにより前記係止部が形成されている、
ことを特徴とする、塑性締結構造。
【請求項10】
請求項9に記載された塑性締結構造であって、
前記回転部材の前記有底孔の前記底面の少なくとも一部の法線ベクトルが前記軸部材の軸を含む直線から遠ざかる成分を有する、
ことを特徴とする、塑性締結構造。
発明の詳細な説明
【技術分野】
【0001】
本発明は、塑性締結方法及び塑性締結構造に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
例えば歯車、プーリ及びパイプ等の回転部材に形成された孔に中空又は中実のシャフト等の軸部材を嵌合させて固定する際に回転部材又は軸部材の何れか一方の嵌合面に例えばスプライン等の凹凸部を設けた上で他方と嵌合させることが知られている。これによれば、回転部材に形成された孔に軸部材を嵌合させる際に凹凸部が設けられていない他方側の材料が塑性流動を生じて凹凸部を充たすことにより、回転部材と軸部材とが強固に固定される。このような締結は「塑性締結」又は「塑性結合」等と称される。
【0003】
例えば、特許文献1(特開平11-320274号公報)には、セレーション状の結合溝が外周面に形成された第2の金属管を第1の金属管の内部に圧入することにより嵌合面において押圧された第1の金属管の材料を結合溝の方向に塑性流動させて両者を塑性結合することが開示されている。これによれば、金属管同士或いは金属管と金属棒とを高い同軸精度にて結合することができるとされている。
【0004】
また、特許文献2(特開2007-301627号公報)には、縮径円筒面と拡径円筒面とが嵌合面に連続的に形成された第1歯車と、拡径円筒面に摺接する円筒面と縮径円筒面に食い込むスプライン歯とが連続的に嵌合面に形成された第2歯車とを、拡径円筒面と円筒面とを圧入時のガイド面として利用して、スプライン歯を縮径円筒面に食込ませながら第1歯車と第2歯車とを圧入して嵌合させることが開示されている。これによれば、十分な接合強度と優れた同軸度とを有する塑性締結部品を得ることができるとされている。
【0005】
更に、特許文献3(特開2008-157273号公報)には、ベルト式無段変速機(CVT)を構成するプーリ軸を固定シーブに圧入する際に固定シーブの内部空間部(中心孔)の内周面に設けられた規制部(凸部)によってプーリ軸の外周面に設けられた塑性変形部(空間部に隣接する凸部)を塑性変形させる塑性締結方法が開示されている。これによれば、プーリ軸と固定シーブとの接触面積を増大させること無く両者の間におけるトルク伝達を向上させることができるとされている。
【0006】
以上のように、回転部材同士及び/又は回転部材と軸部材との嵌合固定において、塑性流動を利用した固定、即ち、塑性締結が多用されている。しかしながら、これらの従来技術においては、回転方向における保持力は高いものの、軸方向における嵌合部の抜けに対する配慮がなされていないため、条件によっては軸方向における嵌合部の抜けが懸念される。軸方向における嵌合部の抜けを防止するための方策としては、回転部材同士及び/又は回転部材と軸部材とを、例えば溶接又はボルト等の締結部材によって相互に固定すること等を挙げることができる。しかしながら、このような方策は、工数及び/又は部品点数の増大を招くのみならず、軸周りにおける質量分布が不均一となるので、回転体としての用途には相応しくない。
【0007】
尚、特許文献3(特開2008-157273号公報)に開示された塑性締結方法によってプーリ軸に嵌合固定された固定シーブは、規制部と塑性変形部との当接及び相互のテーパ部同士の当接により、挿入方向(特許文献3の図1における矢印Eの方向)への抜けは防止されている。しかしながら、挿入方向とは反対の方向への抜けに対する配慮はなされていない。
【0008】
以上のように、当該技術分野においては、回転部材同士及び/又は回転部材と軸部材との塑性締結による嵌合固定において回転方向における保持力を確保しつつ軸方向における嵌合部の抜けを確実に防止することが可能な技術が望まれている。
【先行技術文献】
【特許文献】
【0009】
特開平11-320274号公報
特開2007-301627号公報
特開2008-157273号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
前述したように、当該技術分野においては、回転部材同士及び/又は回転部材と軸部材との塑性締結による嵌合固定において回転方向における保持力を確保しつつ軸方向における嵌合部の抜けを確実に防止することが可能な技術が望まれている。尚、以下の説明においては、特に断りの無い限り、回転部材同士を塑性締結する場合であっても、一方の回転部材に形成された孔に圧入される他方の回転部材についても「軸部材」と称呼するものとする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社三五
長尺材ラック
12日前
個人
ハゼ折鋼板のハゼ締め装置
3か月前
株式会社プロテリアル
鍛造装置
1か月前
村田機械株式会社
プレス機械
3か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社プロテリアル
熱間鍛造用金型
4か月前
株式会社不二越
NC転造盤
2か月前
株式会社ゴーシュー
歯車素材
4か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
5日前
日産自動車株式会社
逐次成形方法
4か月前
株式会社三明製作所
転造装置
29日前
株式会社プロテリアル
ステンレス鋼帯の製造方法
4か月前
株式会社カネミツ
筒張出部形成方法
19日前
株式会社吉野機械製作所
プレス機械
18日前
A株式会社
接合部材、及び、骨組み構造体
4か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
株式会社カネミツ
歯付円筒体形成方法
25日前
冨士発條株式会社
トリミング装置
4か月前
大同特殊鋼株式会社
横型鍛造装置
3か月前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
株式会社IKS
滑り止め構造
4日前
個人
日本刀の製造方法
1か月前
トヨタ紡織株式会社
カシメ装置
3か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
株式会社TMEIC
板離れ防止システム
2か月前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
2か月前
金田工業株式会社
はすば歯車の製造方法
1か月前
株式会社アマダ
安全確認画像の表示方法
29日前
東芝産業機器システム株式会社
金型装置
3か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ


































