TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024114871
公報種別
公開特許公報(A)
公開日
2024-08-23
出願番号
2024103741,2021054702
出願日
2024-06-27,2021-03-29
発明の名称
パーティクルボードおよびその製造方法
出願人
永大産業株式会社
代理人
弁理士法人平木国際特許事務所
主分類
B27N
3/02 20060101AFI20240816BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
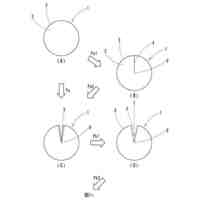
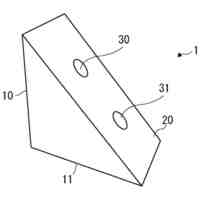
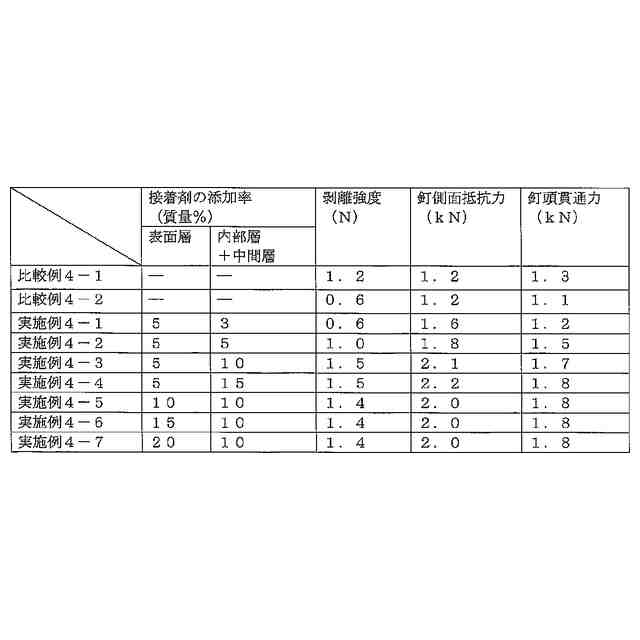
【課題】釘側面抵抗力および釘頭貫通力などの耐釘性能が高いパーティクルボードを提供する。
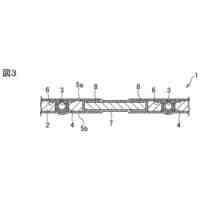
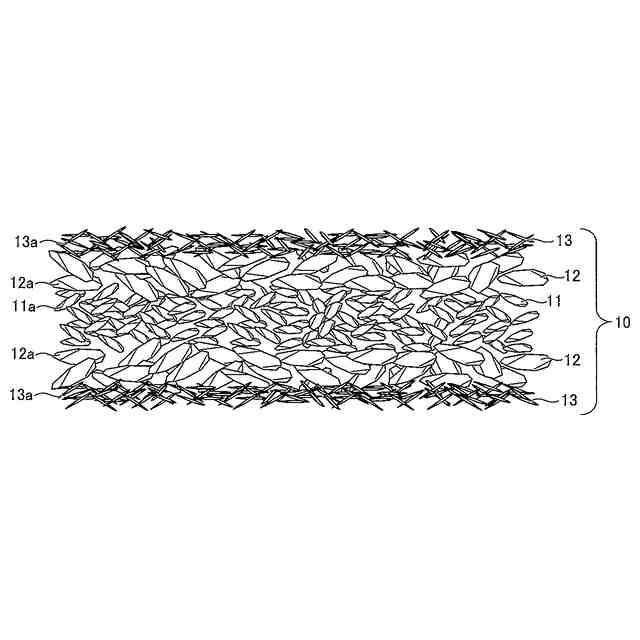
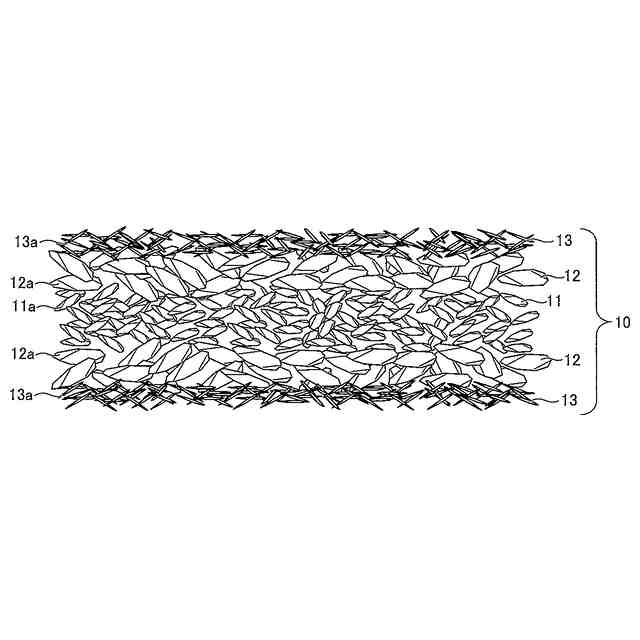
【解決手段】パーティクルボード10は、両面に配置された一対の表層13と、一対の表層13の間に配置された内部層11と、各表層13と内部層11との間に配置された一対の中間層12、12と、を備えたパーティクルボードである。表層13の木質チップ13aの大きさは、内部層11および中間層12の木質チップ11a、12aの大きさよりも小さく、中間層12の木質チップ12aの大きさは、内部層11の木質チップ11aの大きさよりも大きい。パーティクルボード10は、 JIS A 5908:2015に準拠した釘側面抵抗試験の釘側面抵抗力が、1.6kN以上であり、 JIS A 5908:2015に準拠した釘頭貫通試験の釘頭貫通力が、1.5kN以上である。
【選択図】図1
特許請求の範囲
【請求項1】
両面に配置された一対の表層と、
一対の表層の間に配置された内部層と、
前記各表層と前記内部層との間に配置された一対の中間層と、を備えたパーティクルボードであって、
前記表層の木質チップの大きさは、前記内部層および前記中間層の木質チップの大きさよりも小さく、
前記中間層の木質チップの大きさは、前記内部層の木質チップの大きさよりも大きく、
前記パーティクルボードは、
JIS A 5908:2015に準拠した釘側面抵抗試験の釘側面抵抗力が、1.6kN以上であり、
JIS A 5908:2015に準拠した釘頭貫通試験の釘頭貫通力が、1.5kN以上であることを特徴とするパーティクルボード。
続きを表示(約 1,700 文字)
【請求項2】
前記内部層および前記一対の中間層の木質チップの総質量に対する、前記各中間層の木質チップの割合は、15.5質量%以上、25.0質量%以下であることを特徴とする請求項1に記載のパーティクルボード。
【請求項3】
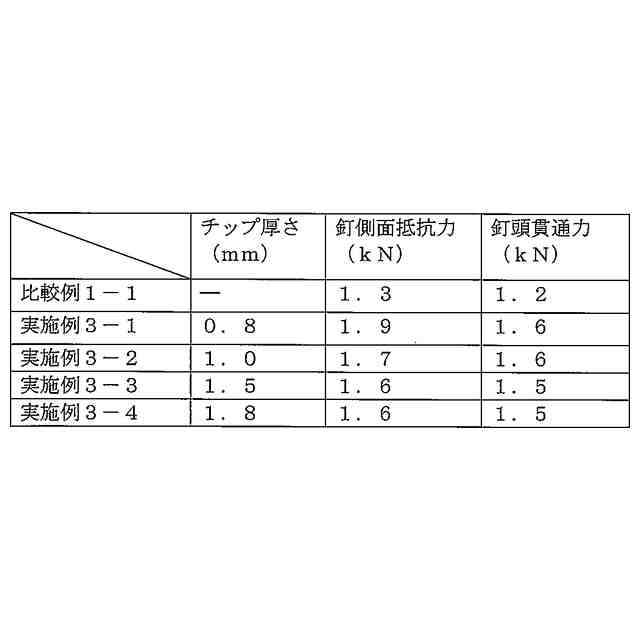
前記内部層および前記各中間層の木質チップの厚さは、0.6mm以上、1.0mm以下であることを特徴とする請求項1または2に記載のパーティクルボード。
【請求項4】
前記内部層および一対の前記中間層の総質量に対する、前記内部層および一対の前記中間層に塗布された接着剤の割合は、5質量%以上、15質量%以下であることを特徴とする請求項1~3のいずれか一項に記載のパーティクルボード。
【請求項5】
前記内部層、前記一対の中間層、および前記一対の表層の木質チップの総質量に対する、前記内部層および一対の前記中間層の木質チップの総質量の割合は、40質量%以上、80質量%以下であることを特徴とする請求項1~4のいずれか一項に記載のパーティクルボード。
【請求項6】
両面に配置された一対の表層と、
一対の表層の間に配置された内部層と、
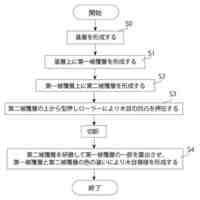
前記各表層と前記内部層との間に配置された一対の中間層と、を備えたパーティクルボードの製造方法であって、
木材から作製した木質チップを、表層用木質チップ、内部層用木質チップ、および、中間層用木質チップに分級する際に、前記表層用木質チップの大きさが、前記内部層用木質チップおよび前記中間層用木質チップの大きさよりも小さく、さらに、前記中間層用木質チップの大きさは、前記内部層用木質チップの大きさよりも大きくなるように、前記木質チップを分級する分級工程と、
前記分級した前記表層用木質チップ、前記内部層用木質チップ、および、前記中間層用木質チップに、接着剤を塗布する接着剤塗布工程と、
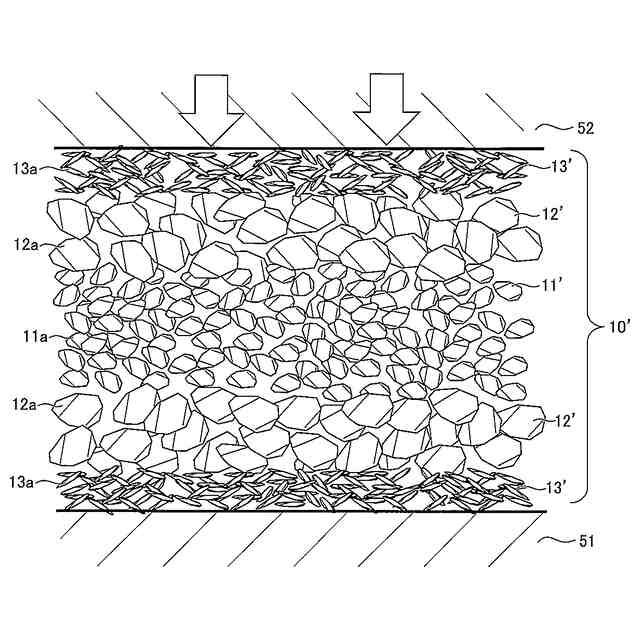
両側の層として前記表層用木質チップからなる一対の表層用マット層と、前記一対の表層用マット層の間に配置された前記内部層用木質チップからなる内部層用マット層と、前記各表層用マット層と前記内部層用マット層との間に配置された前記中間層用木質チップからなる一対の中間層用マット層と、が形成されるように、フォーミングマットを作製するマット作製工程と、
前記フォーミングマットに対して熱圧成形することにより、前記パーティクルボードを成形するボード成形工程と、
を少なくとも含むことを特徴するパーティクルボードの製造方法。
【請求項7】
前記マット作製工程において、前記内部層用マット層の前記内部層用木質チップおよび前記一対の中間層用マット層の前記中間層用木質チップの総質量に対する、前記各中間層用マット層の前記中間層用木質チップの割合が、15.5質量%以上、25.0質量%以下となるように、前記フォーミングマットを作製することを特徴とする請求項6に記載のパーティクルボードの製造方法。
【請求項8】
前記分級工程において、分級された前記内部層用木質チップおよび前記各中間層用木質チップの厚さは、0.6mm以上、1.0mm以下であることを特徴とする請求項6または7に記載のパーティクルボードの製造方法。
【請求項9】
前記接着剤塗布工程において、前記内部層用マット層および一対の前記中間層用マット層の総質量に対する、前記内部層用マット層および一対の前記中間層用マット層に塗布された接着剤の割合は、5質量%以上、15質量%以下であることを特徴とする請求項6~8のいずれか一項に記載のパーティクルボードの製造方法。
【請求項10】
前記マット作製工程において、前記内部層用マット層の前記内部層用木質チップ、前記一対の中間層用マット層の前記中間層用木質チップ、および前記一対の表層用マット層の前記表層用木質チップの総質量に対する、前記内部層用マット層の前記内部層用木質チップ、前記一対の中間層用マット層の前記中間層用木質チップの総質量の割合は、40質量%以上、80質量%以下であることを特徴とする請求項6~8のいずれか一項に記載のパーティクルボードの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、木質チップから熱圧成形されたパーティクルボードおよびその製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
この種の技術として、たとえば、特許文献1には、微細チップで構成される一対の表層
と、一対の表層の間に配置され、粗大チップで構成される内部層とを有したパーティクル
ボードが提案されている。
【先行技術文献】
【特許文献】
【0003】
特開2002-86421号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に示すパーティクルボードを、壁材または床材などで利用す
る目的で、釘で固定するようなことを想定されていない。したがって、このようなパーテ
ィクルボードは、釘側面抵抗力および釘頭貫通力などの耐釘性能が高いものであるとは言
い難い。
【0005】
本発明は、このような点を鑑みてなされたものであり、その目的とするところは、釘側
面抵抗力および釘頭貫通力などの耐釘性能が高いパーティクルボードを提供する。
【課題を解決するための手段】
【0006】
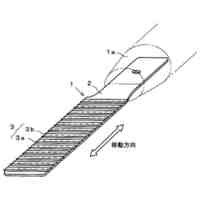
前記課題を鑑みて、本発明に係るパーティクルボードは、両面に配置された一対の表層
と、一対の表層の間に配置された内部層と、前記各表層と前記内部層との間に配置された
一対の中間層と、を備えたパーティクルボードであって、前記表層の木質チップの大きさ
は、前記内部層および前記中間層の木質チップの大きさよりも小さく、前記中間層の木質
チップの大きさは、前記内部層の木質チップの大きさよりも大きいことを特徴とする。
【0007】
本発明によれば、このような木質チップの大きさの範囲を満たすことにより、パーティ
クルボードの釘頭貫通力への耐力(以下、「釘頭貫通力」という)を高めることがきる。
具体的には、表面層の木質チップの大きさは、他の層に比べて小さく、表層では木質チッ
プが緻密に配置されるため、表層では、他の層に比べて、釘頭から作用する力に対する抗
力が大きくなる。さらに、中間層の木質チップは、他の層に比べて大きいため、各木質チ
ップ同士が、パーティクルボードの面内方向においてより広い範囲で重なり合っている。
このため、中間層では、釘頭から作用する力を、隣接する木質チップも含めた広い範囲で
受けることができる。これにより、本発明に係るパーティクルボードによれば、これまで
に比べて釘頭貫通力を高めることができる。
【0008】
さらに、中間層の木質チップの大きさが、内部層の木質チップの大きさよりも大きいの
で、中間層の木質チップ同士の拘束力を高めることができる。このような中間層で、内部
層の両側を挟み、両側の中間層で、釘側面からの力を受けることができる。さらに、中間
層の木質チップの大きさに比べて、内部層の木質チップの大きさが小さいため、中間層に
比べて内部層の木質チップを緻密にすることができる。このような結果、本発明に係るパ
ーティクルボードによれば、これまでに比べて釘側面抵抗力を高めることができる。
【0009】
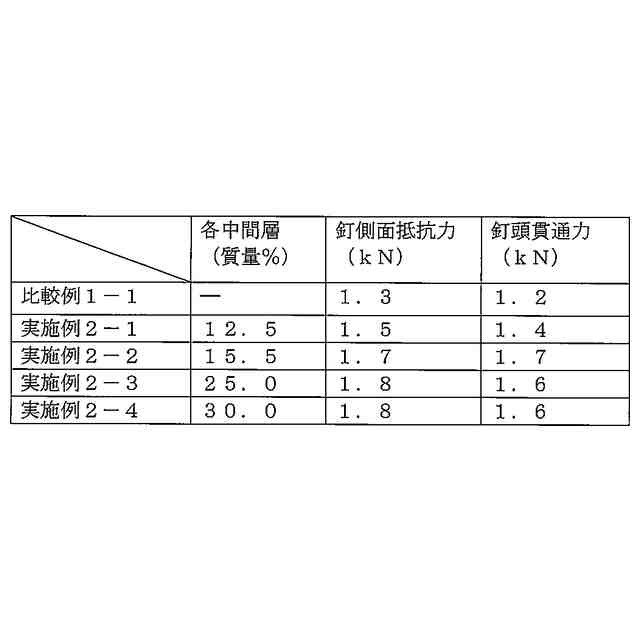
より好ましい態様としては、前記内部層および前記一対の中間層の木質チップの総質量
に対する、前記各中間層の木質チップの割合は、15.5質量%以上、25.0質量%以
下である。
【0010】
この態様によれば、このような範囲を満たすことにより、パーティクルボードの釘頭貫
通力および釘側面抵抗力をより一層高めることができる。ここで、各中間層の木質チップ
の割合が、15.5質量%未満である場合には、中間層による耐釘性能の効果は小さく、
釘頭貫通力および釘側面抵抗力を十分に高められないことがある。一方、各中間層の木質
チップの割合が、25.0質量%を超えたとしても、中間層の耐釘性能による効果を、こ
れ以上期待することはできない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
永大産業株式会社
情報処理方法、プログラム、及び情報処理装置
2か月前
三菱ケミカルインフラテック株式会社
暖房床の運転方法
1か月前
個人
わら縄針金造形木
1か月前
個人
チェンソーの目立て用具
9か月前
個人
爪楊枝およびその製造方法
9か月前
個人
輪切り板材の加工方法
7か月前
株式会社日本設計
耐火木材
1か月前
株式会社日本設計
耐火木材
1か月前
株式会社大和工務店
構面構造
4か月前
アイカ工業株式会社
化粧板の製造方法
1か月前
恒成株式会社
木製荷受台製造装置
5か月前
株式会社ノダ
木削薄片板および床材
1か月前
工機ホールディングス株式会社
切断機
8か月前
工機ホールディングス株式会社
作業機
2か月前
舛元木工株式会社
フレーム材の端部処理方法
10日前
旭興進株式会社
人工木材及びその製造方法
1か月前
株式会社カスタム・クール・センター
ヤスリ工具
7か月前
三商株式会社
難燃処理木質建材及びその製造方法
9か月前
株式会社ノダ
不燃繊維板およびその製造方法
2か月前
広平凱王圧密科技有限公司
圧密木強制焼入れ装置
2か月前
個人
入隅部用補強具
8か月前
ホクシン株式会社
中質繊維板の製造装置および製造方法
8か月前
三菱鉛筆株式会社
再生自然素材
8か月前
株式会社トーアエンジニアリング
プレカット加工方法
1か月前
株式会社マキタ
卓上切断機
8か月前
株式会社マキタ
卓上切断機
3か月前
広平凱王圧密科技有限公司
高周波に基づく定尺圧密板
2か月前
デンカ株式会社
敷板
1か月前
マックス株式会社
ステープラ
4か月前
株式会社マキタ
携帯用切断機
5か月前
マックス株式会社
ステープラ
4か月前
DLT株式会社
加工装置
9か月前
株式会社マキタ
テーブルソー
1か月前
株式会社マキタ
テーブルソー
1か月前
株式会社竹六商店
装飾材
3か月前
株式会社愛和ライト
改質木材の製造方法
8か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ