TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024077980
公報種別
公開特許公報(A)
公開日
2024-06-10
出願番号
2022190253
出願日
2022-11-29
発明の名称
液体吐出装置、液体吐出方法およびプログラム
出願人
株式会社リコー
代理人
個人
,
個人
,
個人
主分類
B41J
2/01 20060101AFI20240603BHJP(印刷;線画機;タイプライター;スタンプ)
要約
【課題】回転部材上のシート材の厚みに依るノズル列の吐出タイミングのずれを調整してシート材への液体の着弾位置精度を向上させる。
【解決手段】液体吐出装置は、シート材を周面に保持して搬送する回転部材と、シート材に液体を吐出する複数のノズルがシート材の搬送方向と直行する方向に並んだノズル列を搬送方向に複数配置した吐出部と、シート材の位置を検知するシート材位置検知部と、回転部材の回転量に応じたタイミング信号を生成するタイミング信号生成部と、シート材の位置の検知結果と、生成されたタイミング信号と、に基づいて吐出部の各々のノズル列の吐出タイミングを生成する吐出タイミング生成部と、回転部材上のシート材の厚みに基づいて基準のノズル列に対する他のノズル列の吐出タイミングを調整する吐出タイミング調整部と、を備える。
【選択図】図6
特許請求の範囲
【請求項1】
シート材を周面に保持して搬送する回転部材と、
前記シート材に液体を吐出する複数のノズルが前記シート材の搬送方向と直行する方向に並んだノズル列を前記搬送方向に複数配置した吐出部と、
前記シート材の位置を検知するシート材位置検知部と、
前記回転部材の回転量に応じたタイミング信号を生成するタイミング信号生成部と、
前記シート材の前記位置の検知結果と、生成された前記タイミング信号と、に基づいて前記吐出部の各々の前記ノズル列の吐出タイミングを生成する吐出タイミング生成部と、
前記回転部材上の前記シート材の厚みに基づいて基準の前記ノズル列に対する他の前記ノズル列の前記吐出タイミングを調整する吐出タイミング調整部と、
を備える、液体吐出装置。
続きを表示(約 2,200 文字)
【請求項2】
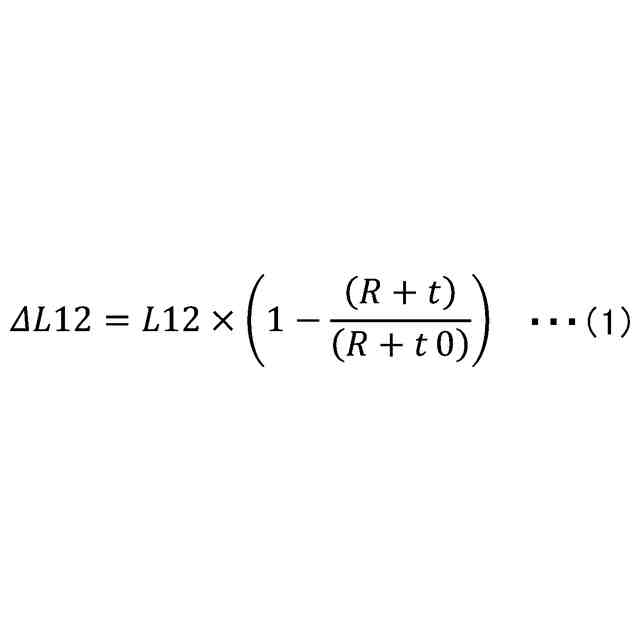
前記吐出タイミング調整部は、基準の前記ノズル列と他の前記ノズル列のいずれか一つとの間の距離と、前記シート材の厚みと、前記回転部材の半径と、に基づいて基準の前記ノズル列に対する他の前記ノズル列の前記吐出タイミングを調整する、請求項1に記載の液体吐出装置。
【請求項3】
前記吐出タイミング調整部は、基準の前記シート材の厚みに基づいて前記吐出タイミングの第1調整値を算出すると共に、基準の前記シート材の厚みと実際の前記シート材の厚みとに基づいて前記吐出タイミングの第2調整値を算出する、請求項2に記載の液体吐出装置。
【請求項4】
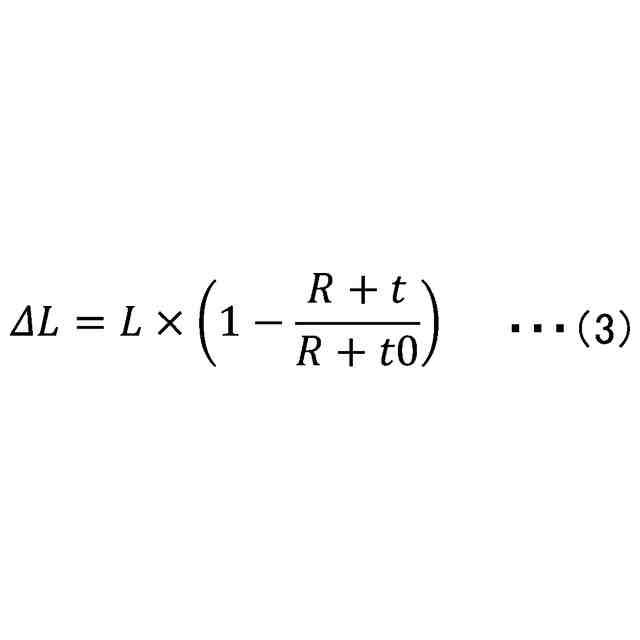
前記吐出タイミング調整部は、基準の前記ノズル列と他の前記ノズル列のいずれか一つとの間の距離をLとし、基準の前記シート材の厚みをt0とし、実際の前記シート材の厚みをtとし、前記回転部材の半径をRとした場合に、
TIFF
2024077980000006.tif
31
169
式(3)により前記第2調整値ΔLを算出する、請求項3に記載の液体吐出装置。
【請求項5】
前記吐出部が3列以上の前記ノズル列を備える場合、前記吐出タイミング調整部は、前記搬送方向で最も上流側の前記ノズル列と他の前記ノズル列のいずれか一つとの間の距離に基づいて他の前記ノズル列の前記第2調整値を算出する、請求項3または4に記載の液体吐出装置。
【請求項6】
前記液体吐出装置は、前記回転部材の回転方向に複数の前記吐出部を備え、
前記吐出タイミング調整部は、各々の前記吐出部の前記搬送方向で最も上流側の前記ノズル列同士の間では、前記シート材の厚みに応じた前記吐出タイミングの調整を実行せず、各々の前記吐出部の基準の前記ノズル列と他の前記ノズル列との間で前記シート材の厚みに応じた前記吐出タイミングの調整を実行する、請求項1から4のいずれか一項に記載の液体吐出装置。
【請求項7】
前記液体吐出装置は、前記回転部材の回転方向に複数の前記吐出部と、複数の前記吐出部を前記回転部材の半径方向に同時に昇降させる昇降機構と、を備え、
前記吐出タイミング調整部は、前記昇降機構の昇降方向と、複数の前記吐出部のうちの少なくとも一つの液体吐出方向と、が平行でない場合に、
前記昇降方向と前記液体吐出方向との間の角度と、
前記吐出部のノズル面と基準の前記シート材の表面との間の隙間の距離と、前記吐出部のノズル面と実際の前記シート材の表面との間の隙間の距離との間の差分と、
に基づいて基準の前記ノズル列に対する他の前記ノズル列の前記吐出タイミングをさらに補正する、請求項1から4のいずれか一項に記載の液体吐出装置。
【請求項8】
前記吐出タイミング調整部は、前記昇降方向と前記液体吐出方向との間の角度をθとし、前記吐出部の前記ノズル面と基準の前記シート材の表面との間の隙間の距離をg0とし、前記吐出部の前記ノズル面と実際の前記シート材の表面との間の隙間の距離をgとした場合に、
TIFF
2024077980000007.tif
25
169
式(4)により、基準の前記ノズル列に対する他の前記ノズル列の前記吐出タイミングを補正する、請求項7に記載の液体吐出装置。
【請求項9】
液体吐出装置により実行される液体吐出方法であって、前記液体吐出装置が、
シート材を回転部材の周面に保持して搬送するステップと、
複数のノズルが前記シート材の搬送方向と直行する方向に並んだノズル列を前記搬送方向に複数配置した吐出部から液体を前記シート材に吐出するステップと、
前記シート材の位置を検知するステップと、
前記回転部材の回転量に応じたタイミング信号を生成するステップと、
前記シート材の前記位置の検知結果と、生成された前記タイミング信号と、に基づいて前記吐出部の各々の前記ノズル列の吐出タイミングを生成するステップと、
前記回転部材上の前記シート材の厚みに基づいて基準の前記ノズル列に対する他の前記ノズル列の前記吐出タイミングを調整するステップと、
を実行する、液体吐出方法。
【請求項10】
液体吐出装置のコンピュータに、
シート材を回転部材の周面に保持して搬送する指令を行うステップと、
複数のノズルが前記シート材の搬送方向と直行する方向に並んだノズル列を前記搬送方向に複数配置した吐出部から液体を前記シート材に吐出する指令を行うステップと、
前記シート材の位置を検知するステップと、
前記回転部材の回転量に応じたタイミング信号を生成するステップと、
前記シート材の前記位置の検知結果と、生成された前記タイミング信号と、に基づいて前記吐出部の各々の前記ノズル列の吐出タイミングを生成するステップと、
前記回転部材上の前記シート材の厚みに基づいて基準の前記ノズル列に対する他の前記ノズル列の前記吐出タイミングを調整するステップと、
を実行させる、プログラム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、液体吐出装置、液体吐出方法およびプログラムに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来から、シート材に液体を吐出する液体吐出装置が知られている。また、液体吐出装置による液体吐出方法、および、液体吐出方法を液体吐出装置のコンピュータに実行させるプログラムが知られている。
【0003】
特許文献1には、回転部材上にシート材を保持し、シート材の搬送方向に沿って複数の位置に配置された吐出部の吐出タイミングを決定することが記載されている。
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、従来の吐出タイミングの決定方法では、回転部材上のシート材の厚みに依ってシート材の搬送方向に沿って配置された複数のノズル列の間で吐出タイミングがずれてしまうことがある。
【0005】
そこで、本開示の技術は、上記課題に鑑み、回転部材上のシート材の厚みに依るノズル列の吐出タイミングのずれを調整してシート材への液体の着弾位置精度を向上させることを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するため、本開示の一態様によれば、
シート材を周面に保持して搬送する回転部材と、
前記シート材に液体を吐出する複数のノズルが前記シート材の搬送方向と直行する方向に並んだノズル列を前記搬送方向に複数配置した吐出部と、
前記シート材の位置を検知するシート材位置検知部と、
前記回転部材の回転量に応じたタイミング信号を生成するタイミング信号生成部と、
前記シート材の前記位置の検知結果と、生成された前記タイミング信号と、に基づいて前記吐出部の各々の前記ノズル列の吐出タイミングを生成する吐出タイミング生成部と、
前記回転部材上の前記シート材の厚みに基づいて基準の前記ノズル列に対する他の前記ノズル列の前記吐出タイミングを調整する吐出タイミング調整部と、
を備える、液体吐出装置が提供される。
【発明の効果】
【0007】
本開示によれば、回転部材上のシート材の厚みに依るノズル列の吐出タイミングのずれを調整してシート材への液体の着弾位置精度を向上させることができる。
【図面の簡単な説明】
【0008】
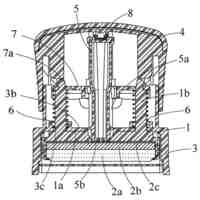
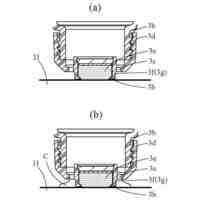
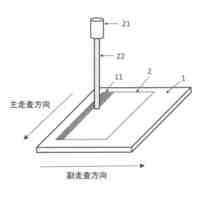
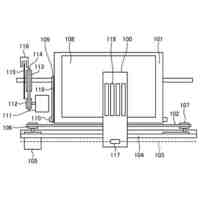
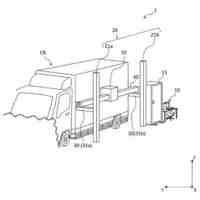
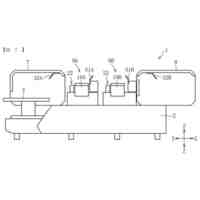
一実施形態に係る液体吐出装置の概略構成図である。
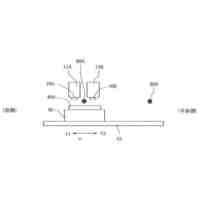
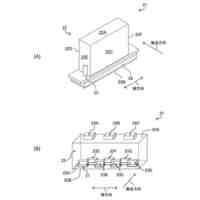
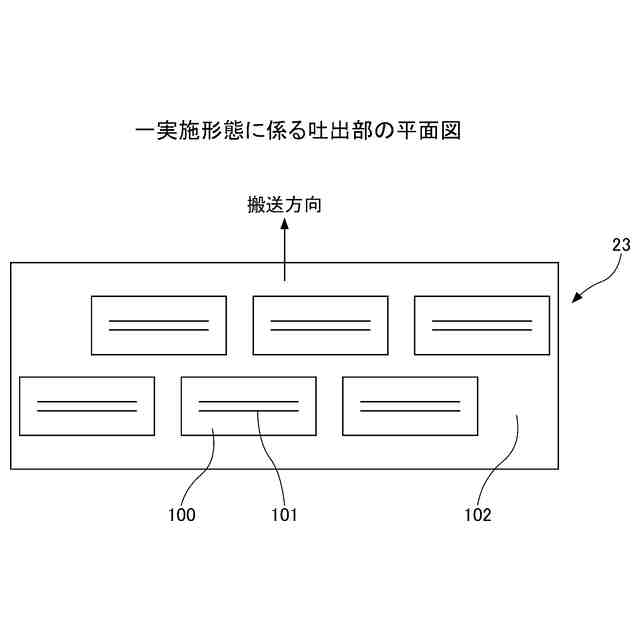
一実施形態に係る吐出部の平面図である。
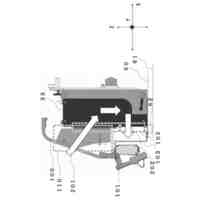
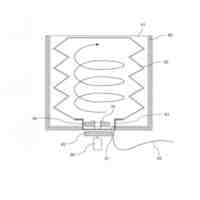
一実施形態に係る回転部材周りの側面図である。
一実施形態に係る吐出部およびタイミング信号生成部の平面図である。
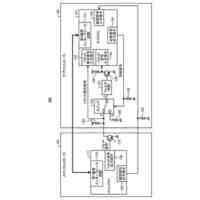
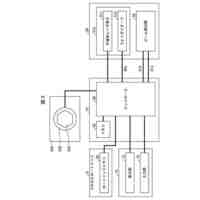
一実施形態に係る液体吐出装置のハードウェア構成図である。
一実施形態に係る液体吐出装置の機能構成図である。
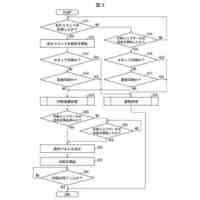
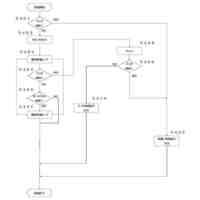
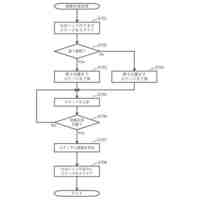
一実施形態に係る液体吐出装置の処理手順を示すフローチャートである。
一実施形態に係る液体吐出装置のタイミングチャートである。
一実施形態に係る液体吐出ヘッドのノズル列とノズル列との間の距離を示す図である。
一実施形態に係る吐出ユニットと吐出ユニットとの間の距離を示す図である。
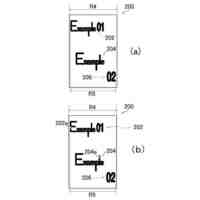
一実施形態に係る上流側ヘッドと下流側ヘッドとの間の着弾位置のずれを示す図である。
【発明を実施するための形態】
【0009】
以下、図面を参照して本開示の実施形態について詳細に説明する。各図面において、同一構成要素には同一符号を付与し、重複した説明を適宜省略する。
【0010】
(液体吐出装置の全体構成および要部構成)
図1は一実施形態に係る液体吐出装置の概略構成図である。図2は一実施形態に係る吐出部の平面図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
積層体
9か月前
シヤチハタ株式会社
印判
2か月前
日本化薬株式会社
処理液
2か月前
株式会社デュプロ
転写装置
7か月前
三菱製紙株式会社
転写用基材
9か月前
東京インキ株式会社
親水化剤
5か月前
シヤチハタ株式会社
吐出容器
8か月前
東京インキ株式会社
親水化剤
5か月前
三菱製紙株式会社
感熱記録材料
7か月前
三菱製紙株式会社
転写捺染用紙
6か月前
三菱製紙株式会社
感熱記録材料
7か月前
三菱製紙株式会社
画像形成方法
6か月前
株式会社リコー
印刷装置
8か月前
ブラザー工業株式会社
印刷装置
8か月前
三菱製紙株式会社
転写捺染用紙
6か月前
ブラザー工業株式会社
印刷装置
8か月前
三菱製紙株式会社
感熱記録材料
8か月前
ブラザー工業株式会社
印刷装置
5か月前
三菱製紙株式会社
転写捺染用紙
6か月前
キヤノン電子株式会社
印刷装置
26日前
三菱製紙株式会社
感熱記録材料
8か月前
キヤノン電子株式会社
印刷装置
9か月前
株式会社リコー
電子機器
4か月前
株式会社リコー
印刷装置
6か月前
三光株式会社
感熱記録材料
3か月前
キヤノン株式会社
プリンタ
8か月前
株式会社リコー
液滴吐出装置
18日前
株式会社リコー
液体吐出装置
9か月前
東レ株式会社
凸版印刷版の製造方法
1か月前
株式会社リコー
液体吐出装置
6か月前
ブラザー工業株式会社
画像形成装置
8か月前
株式会社リコー
液体吐出装置
1か月前
株式会社リコー
液体吐出装置
2か月前
フジコピアン株式会社
熱転写シート
1か月前
株式会社リコー
画像形成装置
9か月前
日本製紙株式会社
感熱記録体
9か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ