TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024044577
公報種別
公開特許公報(A)
公開日
2024-04-02
出願番号
2022150189
出願日
2022-09-21
発明の名称
焼入れ装置
出願人
トヨタ自動車株式会社
代理人
弁理士法人明成国際特許事務所
主分類
C21D
9/28 20060101AFI20240326BHJP(鉄冶金)
要約
【課題】被焼入れ体の段差部分と段差以外の部位と、に形成される焼入れの厚さの差の低減。
【解決手段】光を放射することにより、被焼入れ体に輻射熱を発生させ、被焼入れ体を加熱する1つ以上の熱放射光源と、熱放射光源と被焼入れ体との間に配され、光を屈折させる1つ以上の屈折材と、を備え、屈折材は、屈折させた光が、被焼入れ体が表面に有する段差である段差部に入射するように、構成されかつ配置されている、焼入れ装置。
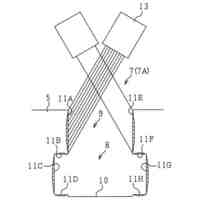
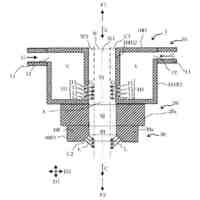
【選択図】図1
特許請求の範囲
【請求項1】
焼入れ装置であって、
光を放射することにより、被焼入れ体に輻射熱を発生させ、前記被焼入れ体を加熱する1つ以上の熱放射光源と、
前記熱放射光源と前記被焼入れ体との間に配され、光を屈折させる1つ以上の屈折材と、
を備え、
前記屈折材は、屈折させた光が、前記被焼入れ体が表面に有する段差である段差部に入射するように、構成されかつ配置されている、焼入れ装置。
続きを表示(約 720 文字)
【請求項2】
請求項1に記載の焼入れ装置であって、
前記1つ以上の熱放射光源として、環状を有する複数の前記熱放射光源を有し、
前記1つ以上の屈折材として、外径が前記熱放射光源の内径よりも小さい円筒形状を有する1つの前記屈折材を有し、
前記複数の熱放射光源は、前記屈折材の外周側に、前記屈折材の中心軸の方向に沿ってそれぞれ配され、
前記屈折材は、前記屈折材の中心軸の方向に沿って、異なる屈折率を有する複数の屈折部位を有し、
前記複数の熱放射光源から放射される光が、前記複数の屈折部位のいずれかにおいて屈折する位置に、前記複数の熱放射光源が配されている、焼入れ装置。
【請求項3】
請求項1に記載の焼入れ装置であって、
前記1つ以上の屈折材として、環状を有する複数の前記屈折材を有し、
前記1つ以上の熱放射光源として、内径が前記屈折材の外径よりも大きい円筒形状を有する1つの前記熱放射光源を有し、
複数の前記屈折材は、それぞれ前記熱放射光源の内周側に、前記熱放射光源の中心軸の方向に沿って配されている、焼入れ装置。
【請求項4】
請求項2または請求項3に記載の焼入れ装置であって、
さらに、
前記熱放射光源または前記屈折材の中心軸を中心として、前記被焼入れ体を回転させる軸部を備える、焼入れ装置。
【請求項5】
請求項1に記載の焼入れ装置であって、
前記熱放射光源によって、前記被焼入れ体の、表面から予め定められた厚さまでの温度を、910℃以上かつ1000℃以下の温度に加熱する、焼入れ装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、焼入れ装置に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
従来、コイルに高周波の電流を流すことで被焼入れ体を焼入れる、高周波焼入れ装置が知られている。特許文献1において、高周波焼き入れ装置は、コイル内に挿入された被焼入れ体に誘導電流を生じさせることで被焼入れ体を加熱し、冷却器によって被焼入れ体を急冷することで被焼入れ体の表層を硬化させる。
【先行技術文献】
【特許文献】
【0003】
特許第3057611号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、被焼入れ体として、表面の一部に段差を有する形状のものが選択されることがある。段差を有する形状の被焼入れ体に誘導電流を流して焼入れを行う場合、段差部分と、それ以外の部位とで、被焼入れ体に流れる渦電流が一定とならず、被焼入れ体の段差部分の温度が段差以外の部位の温度よりも低くなる可能性がある。この場合、被焼入れ体の段差部分に形成される焼入れの厚さと、段差以外の部位に形成される焼入れの厚さが異なるという課題があった。
【課題を解決するための手段】
【0005】
本開示は、以下の形態として実現することが可能である。
【0006】
(1)本開示の一形態によれば、焼入れ装置が提供される。この焼入れ装置は、光を放射することにより、被焼入れ体に輻射熱を発生させ、前記被焼入れ体を加熱する1つ以上の熱放射光源と、前記熱放射光源と前記被焼入れ体との間に配され、光を屈折させる1つ以上の屈折材と、を備え、前記屈折材は、屈折させた光が、前記被焼入れ体が表面に有する段差である段差部に入射するように、構成されかつ配置されている。この形態の焼入れ装置によれば、屈折した光が段差部に入射することで、段差部の温度を高くすることができる。これにより、被焼入れ体の段差部と、それ以外の部位との温度差を小さくすることができる。その結果、誘導電流を用いて被焼入れ体を加熱する態様と比較して、被焼入れ体の部位による焼入れの厚さの差を低減することができる。
(2)上記形態の焼入れ装置によれば、前記1つ以上の熱放射光源として、環状を有する複数の前記熱放射光源を有し、前記1つ以上の屈折材として、外径が前記熱放射光源の内径よりも小さい円筒形状を有する1つの前記屈折材を有し、前記複数の熱放射光源は、前記屈折材の外周側に、前記屈折材の中心軸の方向に沿ってそれぞれ配され、前記屈折材は、前記屈折材の中心軸の方向に沿って、異なる屈折率を有する複数の屈折部位を有し、前記複数の熱放射光源から放射される光が、前記複数の屈折部位のいずれかにおいて屈折する位置に、前記複数の熱放射光源が配されていてもよい。この形態の焼入れ装置によれば、異なる屈折率を有する複数の屈折部位によって、異なる入射角度で被焼入れ体に光を入射させることができる。そのため、屈折材がない態様と比較して、被焼入れ体の所望の箇所に対する入熱を管理しやすくなる。
(3)上記形態の焼入れ装置によれば、前記1つ以上の屈折材として、環状を有する複数の前記屈折材を有し、前記1つ以上の熱放射光源として、内径が前記屈折材の外径よりも大きい円筒形状を有する1つの前記熱放射光源を有し、複数の前記屈折材は、それぞれ前記熱放射光源の内周側に、前記熱放射光源の中心軸の方向に沿って配されていてもよい。
(4)上記形態の焼入れ装置によれば、さらに、前記熱放射光源または前記屈折材の中心軸を中心として、前記被焼入れ体を回転させる軸部を備えていてもよい。この形態の焼入れ装置によれば、被焼入れ体を回転させることにより、焼入れ装置が回転する態様と比較して、被焼入れ体の所望の箇所に対する入熱を管理しやすくなる。
(5)上記形態の焼入れ装置によれば、前記熱放射光源によって、前記被焼入れ体の、表面から予め定められた厚さまでの温度を、910℃以上かつ1000℃以下の温度に加熱してもよい。
【図面の簡単な説明】
【0007】
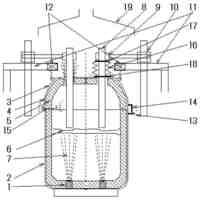
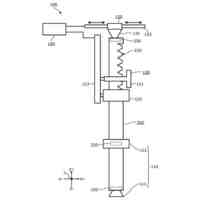
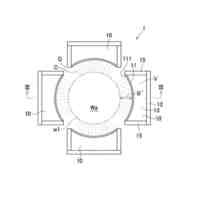
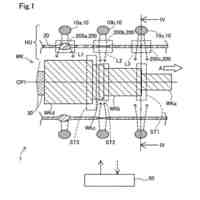
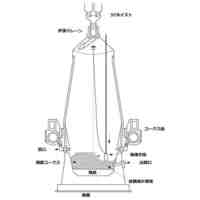
本実施形態の焼入れ装置の断面図。
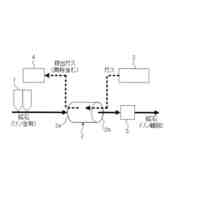
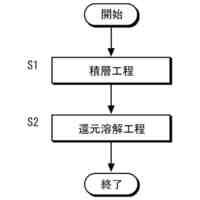
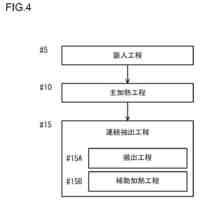
焼入れ方法の一例を説明する工程図。
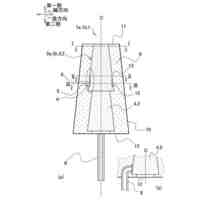
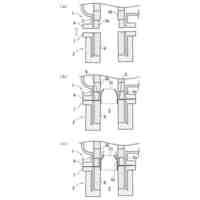
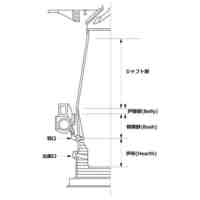
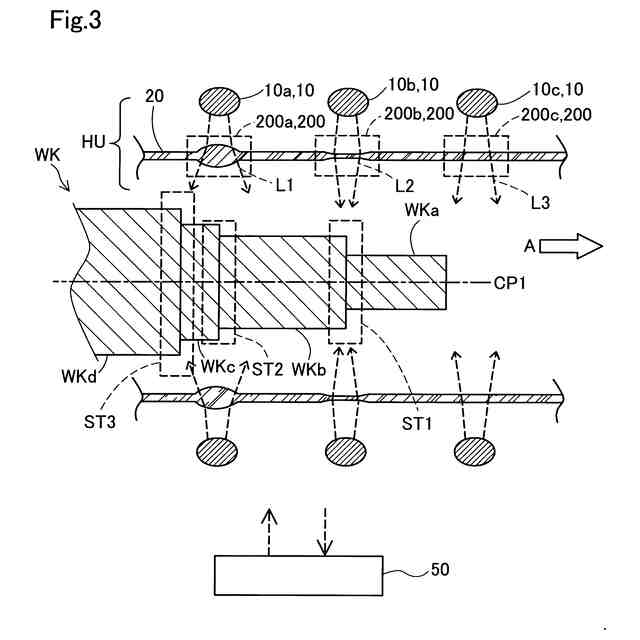
第1段差部への入熱を説明する図。
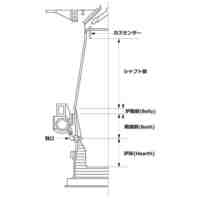
図1のIV-IV断面図。
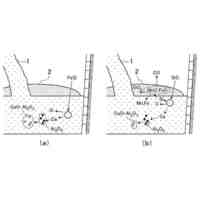
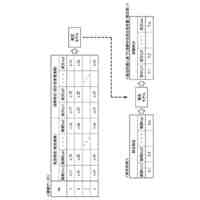
焼入れ装置によって形成された焼入れの厚さを説明する図。
誘導電流を用いた焼入れ装置によって形成された焼入れの厚さを説明する図。
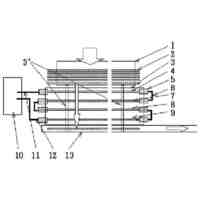
第2実施形態の焼入れ装置の断面図。
【発明を実施するための形態】
【0008】
A.第1実施形態:
A1.第1実施形態の構成:
図1は、本実施形態の焼入れ装置1の断面図である。本実施形態における焼入れ装置は、被焼入れ体WKに輻射熱を発生させることで被焼入れ体を焼入れする。本実施形態における焼入れ装置は、3つの熱放射光源10と、屈折材20と、軸部30と、図示しない冷却部40と、制御部50と、を備える。なお、制御部50のハッチングは省略している。
【0009】
熱放射光源10は、被焼入れ体WKに光を放射して、輻射熱を発生させることで加熱する。本実施形態において、熱放射光源10として、赤外線ランプを使用する。本実施形態において、焼入れ装置1は、3つの熱放射光源10として、第1光源10aと、第2光源10bと、第3光源10cを備える。第1光源10aないし第3光源10cは、同じ直径の環状の形状を有している。第1光源10aと、第2光源10bと、第3光源10cは、屈折材20を囲うように、配されている。より詳細には、第1光源10aないし第3光源10cは、屈折材20の外周側に、屈折材20の中心軸CP1の方向に沿って、この順に配されている。屈折材20の形状については以下に述べる。第1光源10aないし第3光源10cは、放射する光が、後述する3つの屈折部位200のいずれかにおいて屈折する位置に、配されている。
【0010】
屈折材20は、熱放射光源10から放射された光を屈折させる。屈折材20は、外径が、熱放射光源10の内径よりも小さい円筒形状を有している。屈折材20は、第1光源10aないし第3光源10cの内周側に、配されている。屈折材20の中心軸CP1は、第1光源10aないし第3光源10cの中心軸と一致している。屈折材20は、図示しない接続部によって、熱放射光源10と接続している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
製鋼用取鍋精錬炉
1か月前
個人
鋼片の直接通電加熱装置
2か月前
東京窯業株式会社
ガス吹き込みプラグ
2か月前
日本製鉄株式会社
高純度鋼の溶製方法
2か月前
豊和工業株式会社
チャックボディの焼入れ方法
25日前
日本製鉄株式会社
混銑車への電力供給方法
3か月前
株式会社神戸製鋼所
鉄源の製造方法
1か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
鉱石の脱リン方法
1か月前
株式会社ジェイテクト
焼入装置、および焼入方法
18日前
高周波熱錬株式会社
冷却装置
1か月前
合同会社KESS
直接還元鉄の製造設備及び製造方法
25日前
日本製鉄株式会社
配合計画支援方法
1か月前
株式会社神戸製鋼所
銑鉄製造方法
1か月前
株式会社神戸製鋼所
高窒素鋼の精錬方法
1か月前
JFEスチール株式会社
金属精錬における中間排滓方法
3日前
日本製鉄株式会社
溶鋼の真空脱ガス処理方法
2か月前
株式会社プロテリアル
クロムモリブデンバナジウム鋼の製造方法
3か月前
株式会社光栄
低熱膨張合金の製造方法および熱間鍛造部品
28日前
トヨタ自動車株式会社
焼入れ装置
1か月前
日本製鉄株式会社
バッチ式加熱炉の操業方法
25日前
大同プラント工業株式会社
熱処理方法及び熱処理炉
15日前
JFEスチール株式会社
方向性電磁鋼帯の製造方法
1か月前
日本発條株式会社
コイルばねの製造方法
16日前
日本発條株式会社
コイルばねの製造方法
16日前
高周波熱錬株式会社
加熱処理装置
1か月前
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-二置換C21-N-ピラゾリルステロイドおよびその使用方法
1か月前
日本発條株式会社
コイルばねの製造方法
16日前
JFEスチール株式会社
高炉操業方法
3か月前
JFEスチール株式会社
高炉操業方法
3か月前
JFEスチール株式会社
高炉操業方法
3か月前
東京窯業株式会社
環流管と浸漬管との連結方法および連結構造
1か月前
JFEスチール株式会社
高炉操業方法
1か月前
株式会社プロテリアル
析出硬化型マルテンサイト系ステンレス鋼の製造方法
1か月前
富士電子工業株式会社
ワーク固定治具及びそれを備えた焼き入れ装置
2か月前
JFEスチール株式会社
転炉の操業方法
16日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ