TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024027942
公報種別
公開特許公報(A)
公開日
2024-03-01
出願番号
2022131148
出願日
2022-08-19
発明の名称
ワーク固定治具及びそれを備えた焼き入れ装置
出願人
富士電子工業株式会社
代理人
個人
主分類
C21D
9/30 20060101AFI20240222BHJP(鉄冶金)
要約
【課題】本開示のワーク固定治具は、異なる複数のワークに焼入れを行う際、短時間で容易に交換可能である。
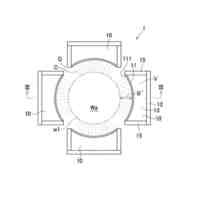
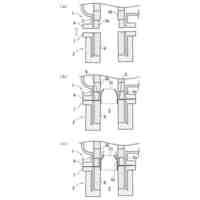
【解決手段】本開示に係るワーク固定治具は、ワーク保持手段でシャフトを保持した状態で、回転手段によりシャフトを回転し、誘導加熱コイルを軸部に近接して配置して、第1ジャーナルを誘導加熱するものである焼き入れ装置のワーク固定治具であって、本体部の非回転部に固定される固定部と、誘導加熱コイル側に突出する突出部と、突出部より窪んだ窪み部とを有し、突出部が常時或いはコイルユニットの姿勢が変化した際に一時的にコイルユニットと接触するものであり、窪み部は、誘導加熱コイルと対向して配置されるものである。
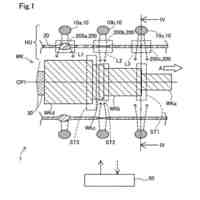
【選択図】図1
特許請求の範囲
【請求項1】
焼き入れ装置を使用してワークを焼き入れする際に使用される焼き入れ装置のワーク固定治具であって、
焼き入れ装置は、ワーク保持手段とワークを回転させる回転手段とを備えた本体部と、誘導加熱コイルを有するコイルユニットを備えたものであり、
ワークは、端部に配置された第1ジャーナルと、第1ジャーナルに隣接して配置され、第1ジャーナルの径より大きい部位を少なくとも一部に有する隣接部材とを備えたシャフトであり、
ワーク保持手段でワークを保持した状態で、回転手段によりワークを回転し、誘導加熱コイルを第1ジャーナルに近接して配置して、第1ジャーナルを誘導加熱するものである焼き入れ装置のワーク固定治具において、
本体部の非回転部に固定される固定部と、誘導加熱コイル側に突出する突出部と、突出部より窪んだ窪み部とを有し、
突出部が常時或いはコイルユニットの姿勢が変化した際に一時的にコイルユニットと接触するものであり、
窪み部は、誘導加熱コイルと対向して配置されるものであることを特徴とするワーク固定治具。
続きを表示(約 640 文字)
【請求項2】
コイルユニットは、誘導加熱コイルとワークとを離間させるための位置決め部材を有し、
位置決め部材は、ワーク固定治具側に突出する凸部を有し、
位置決め部材の凸部と突出部とが、常時或いはコイルユニットの姿勢が変化した際に一時的に接触することを特徴とする請求項1に記載のワーク固定治具。
【請求項3】
ワーク固定治具は、ワーク保持手段とコイルユニットとの間に配置されていることを特徴とする請求項1又は2に記載のワーク固定治具。
【請求項4】
コイルユニットは、隣接部材とワーク固定治具との間に配置されていることを特徴とする請求項1又は2に記載のワーク固定治具。
【請求項5】
焼き入れ装置は、さらにワーク固定治具とワーク保持手段との間に配置された保持部材を有し、
保持部材は、嵌合穴と、嵌合穴の内側に一部が飛び出しているボールプランジャーとを有し、
固定部は円弧形状であり、ボールプランジャーと嵌合する溝を有し、
ボールプランジャーと固定部の溝とが嵌合したり外れたりすることで、保持部材から脱着することが可能であることを特徴とする請求項1又は2に記載のワーク固定治具。
【請求項6】
請求項1又は2に記載したワーク固定治具と、ワーク保持手段とワークを回転させる回転手段とを備えた本体部と、誘導加熱コイルを有するコイルユニットとを備えたことを特徴とする焼き入れ装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、各種機械部品・自動部品等のワークであるクランクシャフトに焼入れをする際、クランクシャフトを加熱するコイルユニットを位置決めするワーク固定治具及びそれを備えた焼き入れ装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、ワーク(W)であるクランクシャフトに焼入れをする際、誘導加熱コイルを有するコイルユニットを位置決めするワーク固定治具が知られている(特許文献1)。
【0003】
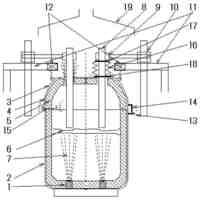
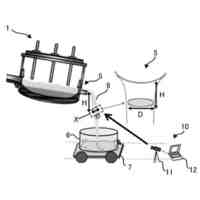
図14は、従来技術である特許文献1のワーク固定治具111を有する焼き入れ装置100の概略の構成を示す正面図である。
図14において、焼き入れ装置100は、ワーク保持手段112と回転手段120とを有する本体部103と、コイルユニット130と、ワーク固定治具111とを備えている。
ワーク保持手段112は第1のセンターピン113を有し、回転手段120は第2のセンターピン121を有する。
焼き入れ装置100は、第1のセンターピン113と第2のセンターピン121とで、クランクシャフト101を保持している。
図14において、ワーク保持手段112と、ワーク固定治具111と、回転手段120とは、概略の断面を描写している。
【0004】
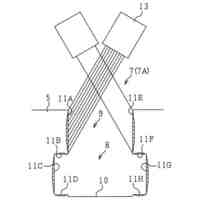
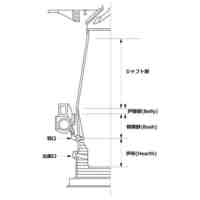
図15は、クランクシャフト101及びコイルユニット130の概略の構成を示す正面図である。
図15に示すように、クランクシャフト101は、第1ジャーナルJ1-J5と、第1ジャーナルに対して偏心した位置に配されたピン(第2ジャーナルとも言う)P1-P4と、第1ジャーナルとピンとを接続し、第1ジャーナルの径より大きい部位を少なくとも一部に有する隣接部材(カウンターウェイトとも言う)C1-C8とを備えている。
【0005】
図15に示すように、クランクシャフト101は、5個の第1ジャーナルJ1-J5と、4個のピンP1-P4と、8個の隣接部材(カウンターウェイト)C1-C8と、ジャーナルJ5の右側に接合されたフランジF(右側端部)と、第1ジャーナルJ1の左側に接合された軸端部材G2と、軸端部材G2の左側に接合されたメインシャフトG1(左側端部)とを具備している。
軸端部材G2の直径は、第1ジャーナルJ1の直径より小さく、メインシャフトG1の直径は軸端部材G2の直径より小さい。このクランクシャフト101では、第1ジャーナルとピンとがカウンターウェイトを介して交互に配置されている。
クランクシャフト101は、少なくとも一組の第1ジャーナルと、ピンと、隣接部材(カウンターウェイト)とを備えている。
コイルユニット130は、半開放型の形状をしており、誘導加熱コイル131とコイル支持部132とを有する。
【0006】
図14において、回転軸70は、クランクシャフト101の回転軸70である。
第1のセンターピン113の先端とメインシャフトG1の回転軸70とは、一致している。第2のセンターピン121の先端とフランジFの回転軸70とは、一致している。
つまり、ワーク保持手段112でクランクシャフト101を保持した状態で、回転手段120によりクランクシャフト101を回転する。
【0007】
第1ジャーナルJ1~J5を高周波加熱するには、クランクシャフト101を、回転軸70を中心として、回転手段120で回転させながら、誘導加熱コイル131を、第1ジャーナルJ1に載置し、所定時間加熱後、第1ジャーナルJ1に焼入用冷却液を噴射する。
次いて順次第1ジャーナルJ2~J5を焼入する。
【0008】
ところが、第1ジャーナルJ1のように片側にしかカウンターウェイトC1が無い第1ジャーナルJ1上に載置されたコイルユニット130は、第1ジャーナルJ1を加熱中に、不慮の衝撃や振動等によって、ワーク保持手段112側へ移動し、第1ジャーナルJ1に所望の硬化層を形成できないことがある。
【0009】
そのため、特許文献1では、メインシャフトG1及び軸端部材G2をワーク固定手段111に設けられた貫通孔117に挿入し、ボルト111aによりワーク固定治具111とワーク保持手段112とを固定している。
特許文献1のコイルユニット130では、一方の側にカウンターウェイトC1があり、他方の側にはワーク固定治具111があるので、クランクシャフト101の回転にともなってコイルユニット130に衝撃や振動が伝わっても、コイルユニット130が回転軸70の方向に移動することを防止している。
【0010】
しかしながら、特許文献1には、次のような改善の余地がある。
特許文献1において、最初のワークを終了した後、別機種の次のワークを行う場合、次のワークの軸端部材G2の直径が、最初のワークの軸端部材G2の直径より大きくワーク固定手段111の貫通孔117に挿入できない場合がある、
次に、詳細について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
製鋼用取鍋精錬炉
1か月前
豊和工業株式会社
チャックボディの焼入れ方法
25日前
株式会社神戸製鋼所
鉄源の製造方法
1か月前
日本製鉄株式会社
鉱石の脱リン方法
1か月前
株式会社ジェイテクト
焼入装置、および焼入方法
18日前
高周波熱錬株式会社
冷却装置
1か月前
株式会社神戸製鋼所
銑鉄製造方法
1か月前
日本製鉄株式会社
配合計画支援方法
1か月前
合同会社KESS
直接還元鉄の製造設備及び製造方法
25日前
JFEスチール株式会社
金属精錬における中間排滓方法
3日前
株式会社神戸製鋼所
高窒素鋼の精錬方法
1か月前
株式会社光栄
低熱膨張合金の製造方法および熱間鍛造部品
28日前
トヨタ自動車株式会社
焼入れ装置
1か月前
日本製鉄株式会社
バッチ式加熱炉の操業方法
25日前
JFEスチール株式会社
方向性電磁鋼帯の製造方法
1か月前
大同プラント工業株式会社
熱処理方法及び熱処理炉
15日前
高周波熱錬株式会社
加熱処理装置
1か月前
日本発條株式会社
コイルばねの製造方法
16日前
日本発條株式会社
コイルばねの製造方法
16日前
日本発條株式会社
コイルばねの製造方法
16日前
株式会社プロテリアル
析出硬化型マルテンサイト系ステンレス鋼の製造方法
1か月前
東京窯業株式会社
環流管と浸漬管との連結方法および連結構造
1か月前
JFEスチール株式会社
高炉操業方法
1か月前
JFEスチール株式会社
転炉の操業方法
16日前
JFEスチール株式会社
微粉炭の製造装置及び製造方法
3日前
JFEスチール株式会社
転炉型の精錬炉の排滓方法及び転炉の操業方法
2日前
日本製鉄株式会社
電気炉のスラグ流出量推定システム及び電気炉における精錬方法
1か月前
JFEスチール株式会社
還元鉄の製造方法
23日前
株式会社神戸製鋼所
転炉型精錬容器における溶銑の脱Si処理および脱りん処理方法
17日前
JFEスチール株式会社
高炉の炉頂排出ガス処理方法及び高炉付帯設備
1か月前
北京科技大学
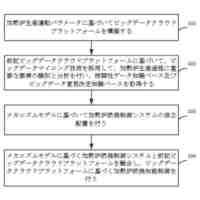
ビッグデータクラウドプラットフォームに基づく加熱炉燃焼知能制御方法及び装置
1か月前
JFEスチール株式会社
樋管理システム及び樋管理方法
25日前
日本製鉄株式会社
水砕スラグ製造設備の管理方法及び水砕スラグ製造設備の管理設備
3日前
JFEスチール株式会社
羽口損耗量の測定装置および測定方法ならびに高炉の操業方法
8日前
JFEスチール株式会社
溶鉄の製造方法
1か月前
JFEスチール株式会社
連続焼鈍設備、連続焼鈍方法、冷延鋼板の製造方法及びめっき鋼板の製造方法
25日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ