TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024047300
公報種別
公開特許公報(A)
公開日
2024-04-05
出願番号
2022152845
出願日
2022-09-26
発明の名称
低熱膨張合金の製造方法および熱間鍛造部品
出願人
株式会社光栄
代理人
個人
主分類
C21D
8/00 20060101AFI20240329BHJP(鉄冶金)
要約
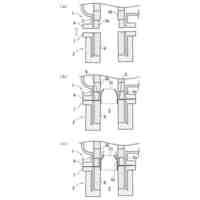
【課題】熱間加工時の加工性を向上しながら、結晶粒を十分に小さくすることが可能な低熱膨張合金の製造方法を提供する。
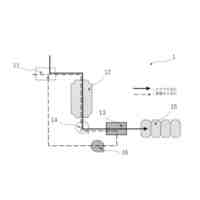
【解決手段】Fe-Ni合金またはFe-Ni-Co合金を含む、低熱膨張合金1を熱間加工する工程と、熱間加工した低熱膨張合金を再加熱処理することにより、結晶粒を微細化する工程と、を備える。好ましくは、熱間加工する工程は、950℃以上1120℃以下の温度条件で行われ、結晶粒を微細化する工程は、800℃以上1000℃以下の温度条件で行われる。
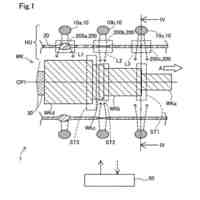
【選択図】図1
特許請求の範囲
【請求項1】
Fe-Ni合金またはFe-Ni-Co合金を含む、低熱膨張合金を熱間加工する工程と、
前記熱間加工した前記低熱膨張合金を再加熱処理することにより、結晶粒を微細化する工程と、を備える、低熱膨張合金の製造方法。
続きを表示(約 800 文字)
【請求項2】
前記結晶粒を微細化する工程は、前記熱間加工する工程よりも低い温度で行われる、請求項1に記載の低熱膨張合金の製造方法。
【請求項3】
前記Fe-Ni-Co合金は、28質量%以上30質量%以下のNiと、15質量%以上17質量%以下のCoとを含む、請求項1または2に記載の低熱膨張合金の製造方法。
【請求項4】
前記熱間加工する工程は、950℃以上1120℃以下の温度条件で行われ、
前記結晶粒を微細化する工程は、800℃以上1000℃以下の温度条件で行われる、請求項3に記載の低熱膨張合金の製造方法。
【請求項5】
前記結晶粒を微細化する工程は、800℃以上950℃未満の温度条件で行われる、請求項4に記載の低熱膨張合金の製造方法。
【請求項6】
前記結晶粒を微細化する工程は、2時間以上8時間以下の時間条件で行われる、請求項4に記載の低熱膨張合金の製造方法。
【請求項7】
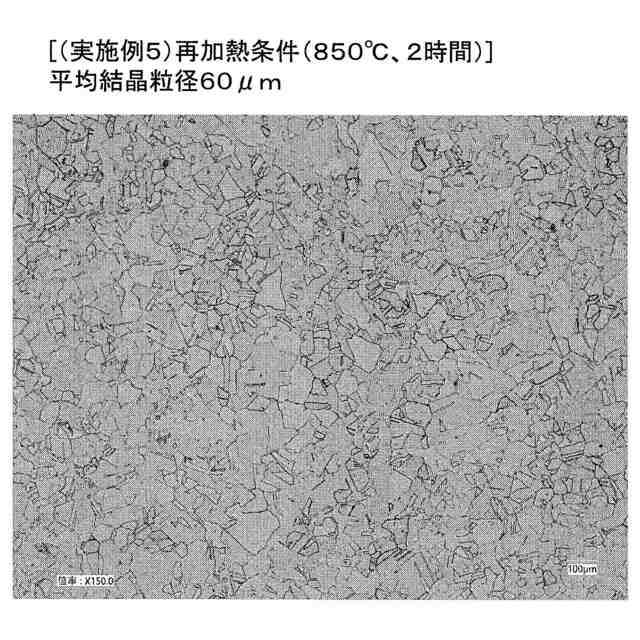
前記結晶粒を微細化する工程は、800℃以上850℃未満の温度条件で、かつ2時間以上4時間以下の時間条件で行われる、請求項6に記載の低熱膨張合金の製造方法。
【請求項8】
前記結晶粒を微細化する工程により、前記低熱膨張合金の結晶粒の平均粒径が100μm以下に調整される、請求項1または2に記載の低熱膨張合金の製造方法。
【請求項9】
前記結晶粒を微細化する工程により、前記低熱膨張合金の結晶粒の平均粒径が50μm以下に調整される、請求項8に記載の低熱膨張合金の製造方法。
【請求項10】
前記結晶粒を微細化する工程により、前記低熱膨張合金のビッカース硬さが160HV以下に調整される、請求項1または2に記載の低熱膨張合金の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、低熱膨張合金の製造方法および熱間鍛造部品に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、低熱膨張合金の製造方法が知られている(たとえば、特許文献1)。
【0003】
上記特許文献1では、Niと、Coと、Feと、を含む溶鋼(鉄基合金)からインゴットを製造し、製造したインゴットを熱間加工することにより低熱膨張合金を製造する製造方法が開示されている。また、熱間加工は、熱間鍛造である。
【先行技術文献】
【特許文献】
【0004】
特開2017-172045号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、上記特許文献1には開示されていないが、ホールペッチの法則により鉄基合金の降伏応力(引張強さ)は、結晶粒が小さくなるほど大きくなる。そのため、降伏応力を大きくするために結晶粒を小さくすることが望まれている。一方で、鉄基合金を熱間加工する時の温度が高いほど、結晶粒が大きくなるという動的再結晶化が知られている。
【0006】
そこで、結晶粒を小さくするために、熱間加工温度を低くすることが行われている。しかしながら、熱間加工温度を下げることにより、鉄基合金が十分に軟化されず、熱間加工時の加工性が低下するという問題点がある。また、結晶粒を小さくするために熱間加工温度を下げた状態で熱間加工時の加工率を高くすることも検討されているが、熱間加工時の加工率を高くすると熱間加工中に割れが生じるという問題点がある。
【0007】
この発明は、上記のような課題を解決するためになされたものであり、この発明の1つの目的は、熱間加工時の加工性を向上しながら、結晶粒を十分に小さくすることが可能な低熱膨張合金の製造方法を提供することである。
【課題を解決するための手段】
【0008】
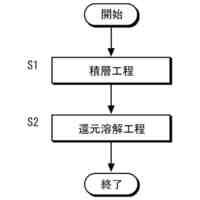
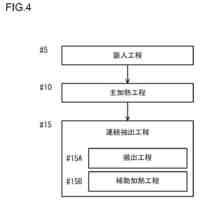
上記目的を達成するために、本願発明者が、鋭意検討した結果、熱間加工の後に再加熱処理を行うことにより結晶粒が小さくなることを見出した。すなわち、この発明の第1の局面における低熱膨張合金の製造方法は、Fe-Ni合金またはFe-Ni-Co合金を含む、低熱膨張合金を熱間加工する工程と、熱間加工した低熱膨張合金を再加熱処理することにより、結晶粒を微細化する工程と、を備える。
【0009】
この発明の第1の局面による低熱膨張合金の製造方法では、上記のように、熱間加工した低熱膨張合金を再加熱処理することにより、結晶粒を微細化する工程を備える。これによって、結晶粒を十分に小さくすることができる。また、熱間加工する工程の後に、結晶粒を微細化する工程を備えることにより、熱間加工時に結晶粒を小さくする必要がないため、結晶粒を小さくするために熱間加工温度を低くする必要がない。これにより、熱間加工時の温度を加工性の向上が可能な温度に設定することができる。これらの結果、熱間加工時の加工性を向上しながら、結晶粒を十分に小さくすることができる。
【0010】
上記第1の局面による低熱膨張合金の製造方法において、好ましくは、結晶粒を微細化する工程は、熱間加工する工程よりも低い温度で行われる。このように構成すれば、再加熱する温度が低いため、結晶粒を容易に十分に小さくすることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社光栄
低熱膨張合金の製造方法および熱間鍛造部品
28日前
個人
製鋼用取鍋精錬炉
1か月前
豊和工業株式会社
チャックボディの焼入れ方法
25日前
株式会社神戸製鋼所
鉄源の製造方法
1か月前
株式会社ジェイテクト
焼入装置、および焼入方法
18日前
日本製鉄株式会社
鉱石の脱リン方法
1か月前
合同会社KESS
直接還元鉄の製造設備及び製造方法
25日前
高周波熱錬株式会社
冷却装置
1か月前
株式会社神戸製鋼所
銑鉄製造方法
1か月前
日本製鉄株式会社
配合計画支援方法
1か月前
JFEスチール株式会社
金属精錬における中間排滓方法
3日前
株式会社神戸製鋼所
高窒素鋼の精錬方法
1か月前
株式会社光栄
低熱膨張合金の製造方法および熱間鍛造部品
28日前
日本製鉄株式会社
バッチ式加熱炉の操業方法
25日前
トヨタ自動車株式会社
焼入れ装置
1か月前
JFEスチール株式会社
方向性電磁鋼帯の製造方法
1か月前
大同プラント工業株式会社
熱処理方法及び熱処理炉
15日前
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-二置換C21-N-ピラゾリルステロイドおよびその使用方法
1か月前
日本発條株式会社
コイルばねの製造方法
16日前
日本発條株式会社
コイルばねの製造方法
16日前
高周波熱錬株式会社
加熱処理装置
1か月前
日本発條株式会社
コイルばねの製造方法
16日前
株式会社プロテリアル
析出硬化型マルテンサイト系ステンレス鋼の製造方法
1か月前
東京窯業株式会社
環流管と浸漬管との連結方法および連結構造
1か月前
JFEスチール株式会社
高炉操業方法
1か月前
JFEスチール株式会社
転炉の操業方法
16日前
JFEスチール株式会社
微粉炭の製造装置及び製造方法
3日前
JFEスチール株式会社
高炉ガス流判定方法、高炉設備、および、高炉操業方法
1か月前
JFEスチール株式会社
転炉型の精錬炉の排滓方法及び転炉の操業方法
2日前
日本製鉄株式会社
電気炉のスラグ流出量推定システム及び電気炉における精錬方法
1か月前
JFEスチール株式会社
還元鉄の製造方法
23日前
株式会社神戸製鋼所
転炉型精錬容器における溶銑の脱Si処理および脱りん処理方法
17日前
JFEスチール株式会社
高炉の炉頂排出ガス処理方法及び高炉付帯設備
1か月前
北京科技大学
ビッグデータクラウドプラットフォームに基づく加熱炉燃焼知能制御方法及び装置
1か月前
JFEスチール株式会社
樋管理システム及び樋管理方法
25日前
日本製鉄株式会社
水砕スラグ製造設備の管理方法及び水砕スラグ製造設備の管理設備
3日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ