TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024046113
公報種別
公開特許公報(A)
公開日
2024-04-03
出願番号
2022151305
出願日
2022-09-22
発明の名称
高炉操業方法
出願人
JFEスチール株式会社
代理人
弁理士法人銀座マロニエ特許事務所
主分類
C21B
5/00 20060101AFI20240327BHJP(鉄冶金)
要約
【課題】高炉の長時間休風や休止中の閉塞羽口からの漏風を、高炉立ち上げ前に正確に判断することができる、高炉操業方法を提案する。
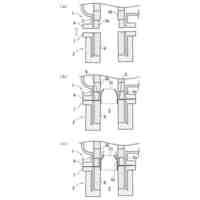
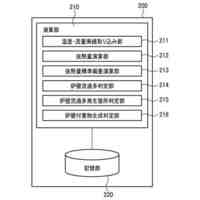
【解決手段】高炉を長期休風又は休止中の閉塞羽口の漏風判断を行う高炉操業方法であって、羽口を閉塞させたまま送風支管に熱風を導入する送風再開準備工程と、羽口の温度を測定する温度測定工程と、測定した羽口の温度に基づき羽口の漏風の有無を判定する漏風判定工程と、を有する。好ましくは、羽口の温度は、羽口の本体温度、及び羽口内を流れる冷却水の温度の少なくとも一方である。
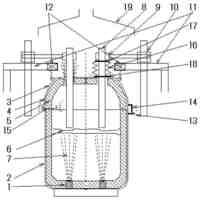
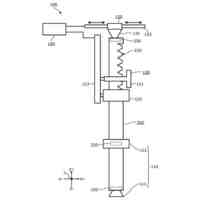
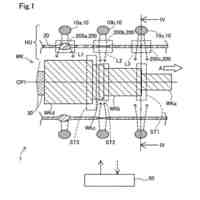
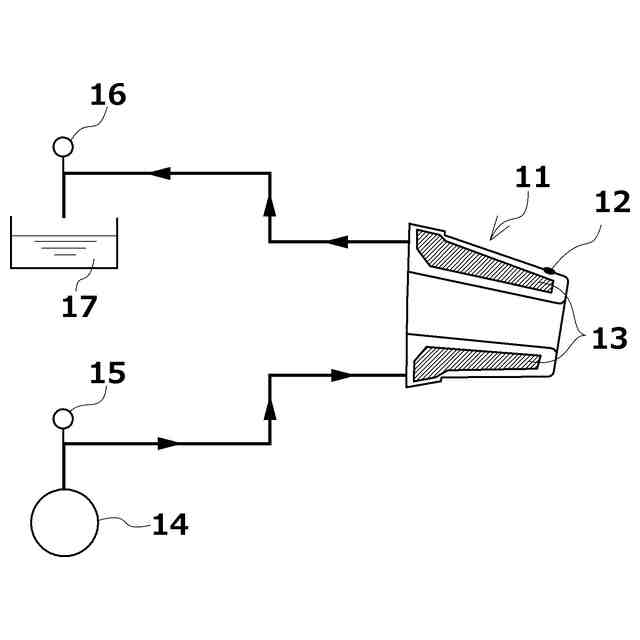
【選択図】図1
特許請求の範囲
【請求項1】
高炉を長期休風又は休止中の閉塞羽口の漏風判断を行う高炉操業方法であって、羽口を閉塞させたまま送風支管に熱風を導入する送風再開準備工程と、羽口の温度を測定する温度測定工程と、測定した羽口の温度に基づき羽口の漏風の有無を判定する漏風判定工程と、を有する、高炉操業方法。
続きを表示(約 1,100 文字)
【請求項2】
前記羽口の温度は、前記羽口の本体温度、及び前記羽口内を流れる冷却水の温度の少なくとも一方である、請求項1に記載の高炉操業方法。
【請求項3】
前記漏風判定工程では、各羽口において、所定の時間間隔で測定した羽口温度が、前回の羽口温度よりも、または、前記送風再開準備工程前における羽口温度よりも、一定温度範囲以上高い場合に、その羽口を漏風有りと判定する、請求項1または2に記載の高炉操業方法。
【請求項4】
前記漏風判定工程では、各羽口において、所定の時間間隔で測定した羽口温度が他の羽口の平均温度よりも一定温度範囲以上高い場合に、その羽口を漏風有りと判定する、請求項1または2に記載の高炉操業方法。
【請求項5】
前記漏風判定工程は、少なくとも2本の羽口の温度を比較し、漏風していない羽口を特定する特定工程と、前記特定された羽口の温度と、前記特定された羽口以外の任意の1本の羽口の温度とを比較することによって、前記任意の1本の羽口の漏風の有無を判定する判定工程と、を有する、請求項1または2に記載の高炉操業方法。
【請求項6】
前記特定工程では、2本の羽口の温度AおよびBの比、A/BおよびB/Aともに0.90~1.1である場合、2本の羽口とも漏風していない羽口と特定する、請求項5に記載の高炉操業方法。
【請求項7】
前記判定工程は、(前記任意の1本の羽口の本体温度/前記特定された羽口の本体温度の平均値)が第1閾値以上か否か、及び(前記任意の1本の羽口内を流れる冷却水の温度/前記特定された羽口内を流れる冷却水の温度の平均値)が第2閾値以上か否か、の少なくとも一方を判定し、第1閾値及び第2閾値の少なくとも一方を超えた場合に前記任意の1本の閉塞羽口が漏風したと判定する、請求項5に記載の高炉操業方法。
【請求項8】
前記判定工程では、前記第1閾値を1.10とし、前記第2閾値を1.010とする、請求項7に記載の高炉操業方法。
【請求項9】
前記判定工程は、(前記任意の1本の羽口の本体温度-前記特定された羽口の本体温度の平均値)が第3閾値以上か否か、及び(前記任意の1本の羽口内を流れる冷却水の温度-前記特定された羽口内を流れる冷却水の温度の平均値)が第4閾値以上か否か、の少なくとも一方を判定し、第3閾値及び第4閾値の少なくとも一方を超えた場合に前記任意の1本の閉塞羽口が漏風したと判定する、請求項5に記載の高炉操業方法。
【請求項10】
前記判定工程では、前記第3閾値を3℃とし、前記第4閾値を0.3℃とする、請求項9に記載の高炉操業方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、高炉を長期休風又は休止中の閉塞羽口の漏風判断を行う高炉操業方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
高炉の操業においては、設備補修を伴う短時間の休風が定期的に予定されている。しかしながら、トラブルにより設備の大規模な補修が必要となる場合や、高炉の炉況不調により溶銑温度が著しく低下して高炉が冷え込んだ場合は、長時間の休風が必要となる。また、高炉の出銑量の調整に伴い長期間の休止を余儀なくされることもある。
【0003】
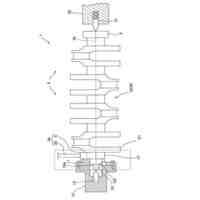
定期的に予定された短時間の休風後は、全ての送風羽口を開口して高炉を立ち上げる。これに対して、長時間休風や休止においては、各送風羽口と出銑口とをつなぐ溶銑滓の流れ道が、溶銑滓の温度低下による凝固によって確保できない場合がある。このような場合において、全ての送風羽口を全開にして熱風を吹き込み、各送風羽口前において溶銑滓を生成させると、生成した溶銑滓が出銑口まで流下しないで送風羽口前面下部に滞留し、送風羽口自体が直接溶銑滓に接触することとなる。各送風羽口は、通常高速水流によって冷却されているが、直接溶銑滓と接触すれば溶損を招く恐れがある。
【0004】
このため、長時間休風や休止時は、多数の送風羽口からの熱風吹き込みによる多量の溶銑滓の生成を抑制する必要がある。そのため、出銑口直上の3~4個の送風羽口を除き、残部の送風羽口内部に耐火物を詰めて遮蔽し、出銑口直上の3~4個の送風羽口以外からの熱風の吹き込みを停止して多量の溶銑滓の生成を抑制しつつ高炉を立ち上げる。
【0005】
長時間休風や休止時の羽口内の耐火物による遮蔽が不十分であると、高炉立ち上げ後に炉内への漏風を招き、羽口と溶融物が接触し、羽口が損傷し、羽口の交換のための休風が必要となる。このため、高炉を立ち上げる前の長時間休風や休止中に、羽口と閉塞用耐火物との間の漏風を確実に検知する必要がある。高炉休風中の閉塞羽口の漏風判定技術の一例として、送風支管と羽口とのすり合わせ部との間の漏風を検知する技術が、特許文献1に開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2001-262210号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述した送風支管と羽口とのすり合わせ部との間の漏風を検知する特許文献1に記載の技術でも、ある程度羽口からの漏風を検知することはできる。しかしながら、羽口と閉塞用耐火物との間の漏風は検知できず、羽口の漏風を正確に判断することができなかった。
【0008】
本発明の目的は、上記の問題点を解決し、高炉の長時間休風や休止中の閉塞羽口からの漏風を、高炉立ち上げ前に正確に判断することができる、高炉操業方法を提案することにある。
【課題を解決するための手段】
【0009】
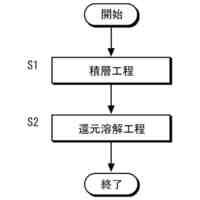
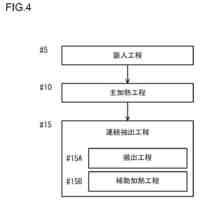
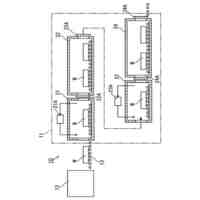
本発明の高炉操業方法は、前述の課題を解決すべく開発されたものであり、高炉を長期休風又は休止中の閉塞羽口の漏風判断を行う高炉操業方法であって、羽口を閉塞させたまま送風支管に熱風を導入する送風再開準備工程と、羽口の温度を測定する温度測定工程と、測定した羽口の温度に基づき羽口の漏風の有無を判定する漏風判定工程と、を有する高炉操業方法である。
【0010】
なお、前記のように構成される本発明に係る高炉操業方法においては、
(1)前記羽口の温度は、前記羽口の本体温度、及び前記羽口内を流れる冷却水の温度の少なくとも一方であること、
(2)前記漏風判定工程では、各羽口において、所定の時間間隔で測定した羽口温度が、前回の羽口温度よりも、または、前記送風再開準備工程前における羽口温度よりも、一定温度範囲以上高い場合に、その羽口を漏風有りと判定すること、
(3)前記漏風判定工程では、各羽口において、所定の時間間隔で測定した羽口温度が他の羽口の平均温度よりも一定温度範囲以上高い場合に、その羽口を漏風有りと判定すること、
(4)前記漏風判定工程は、少なくとも2本の羽口の温度を比較し、漏風していない羽口を特定する特定工程と、前記特定された羽口の温度と、前記特定された羽口以外の任意の1本の羽口の温度とを比較することによって、前記任意の1本の羽口の漏風の有無を判定する判定工程と、を有すること、
(5)前記特定工程では、2本の羽口の温度AおよびBの比、A/BおよびB/Aともに0.90~1.1である場合、2本の羽口とも漏風していない羽口と特定すること、
(6)前記判定工程は、(前記任意の1本の羽口の本体温度/前記特定された羽口の本体温度の平均値)が第1閾値以上か否か、及び(前記任意の1本の羽口内を流れる冷却水の温度/前記特定された羽口内を流れる冷却水の温度の平均値)が第2閾値以上か否か、の少なくとも一方を判定し、第1閾値及び第2閾値の少なくとも一方を超えた場合に前記任意の1本の閉塞羽口が漏風したと判定すること、
(7)前記判定工程では、前記第1閾値を1.10とし、前記第2閾値を1.010とすること、
(8)前記判定工程は、(前記任意の1本の羽口の本体温度-前記特定された羽口の本体温度の平均値)が第3閾値以上か否か、及び(前記任意の1本の羽口内を流れる冷却水の温度-前記特定された羽口内を流れる冷却水の温度の平均値)が第4閾値以上か否か、の少なくとも一方を判定し、第3閾値及び第4閾値の少なくとも一方を超えた場合に前記任意の1本の閉塞羽口が漏風したと判定すること、
(9)前記判定工程では、前記第3閾値を3℃とし、前記第4閾値を0.3℃とすること、
がより好ましい解決手段となるものと考えられる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
製鋼用取鍋精錬炉
1か月前
個人
鋼片の直接通電加熱装置
2か月前
東京窯業株式会社
ガス吹き込みプラグ
2か月前
豊和工業株式会社
チャックボディの焼入れ方法
25日前
株式会社神戸製鋼所
鉄源の製造方法
1か月前
日本製鉄株式会社
高炉の操業方法
2か月前
株式会社ジェイテクト
焼入装置、および焼入方法
18日前
日本製鉄株式会社
鉱石の脱リン方法
1か月前
合同会社KESS
直接還元鉄の製造設備及び製造方法
25日前
日本製鉄株式会社
配合計画支援方法
1か月前
高周波熱錬株式会社
冷却装置
1か月前
株式会社神戸製鋼所
銑鉄製造方法
1か月前
JFEスチール株式会社
金属精錬における中間排滓方法
3日前
株式会社神戸製鋼所
高窒素鋼の精錬方法
1か月前
株式会社光栄
低熱膨張合金の製造方法および熱間鍛造部品
28日前
トヨタ自動車株式会社
焼入れ装置
1か月前
日本製鉄株式会社
バッチ式加熱炉の操業方法
25日前
JFEスチール株式会社
方向性電磁鋼帯の製造方法
1か月前
大同プラント工業株式会社
熱処理方法及び熱処理炉
15日前
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-二置換C21-N-ピラゾリルステロイドおよびその使用方法
1か月前
日本発條株式会社
コイルばねの製造方法
16日前
日本発條株式会社
コイルばねの製造方法
16日前
日本発條株式会社
コイルばねの製造方法
16日前
高周波熱錬株式会社
加熱処理装置
1か月前
JFEスチール株式会社
高炉操業方法
1か月前
株式会社プロテリアル
析出硬化型マルテンサイト系ステンレス鋼の製造方法
1か月前
東京窯業株式会社
環流管と浸漬管との連結方法および連結構造
1か月前
富士電子工業株式会社
ワーク固定治具及びそれを備えた焼き入れ装置
2か月前
JFEスチール株式会社
転炉の操業方法
16日前
スチールプランテック株式会社
転炉排ガス処理設備及び転炉排ガス処理方法
2か月前
JFEスチール株式会社
微粉炭の製造装置及び製造方法
3日前
JFEスチール株式会社
高炉ガス流判定方法、高炉設備、および、高炉操業方法
1か月前
JFEスチール株式会社
転炉型の精錬炉の排滓方法及び転炉の操業方法
2日前
日本製鉄株式会社
電気炉のスラグ流出量推定システム及び電気炉における精錬方法
1か月前
JFEスチール株式会社
還元鉄の製造方法
23日前
株式会社神戸製鋼所
転炉型精錬容器における溶銑の脱Si処理および脱りん処理方法
17日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ