TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024022815
公報種別
公開特許公報(A)
公開日
2024-02-21
出願番号
2022126174
出願日
2022-08-08
発明の名称
鋼片の直接通電加熱装置
出願人
個人
代理人
個人
主分類
C21D
9/00 20060101AFI20240214BHJP(鉄冶金)
要約
【課題】 圧延歩留及び品質に良い鋼片加熱装置を提供する。
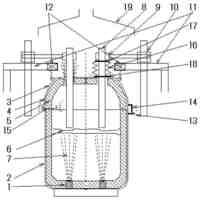
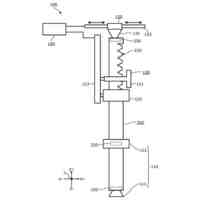
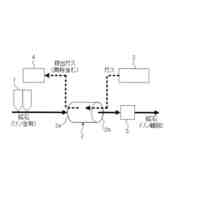
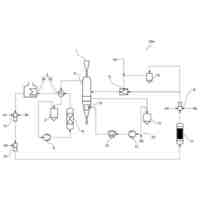
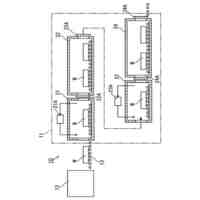
【解決手段】 棒線条用の鋼片の圧延に際して直接通電により急速加熱して鋼片の酸化・脱炭を防止する。加熱台に複数の鋼片を積載し、各鋼片の両端部近傍に電極と継電ブスバーを設け直列回路を形成する。抵抗値の増加によって電源の電流値を10万アンペア以下に抑制する。電極は回転するワイヤブラシとして多点接触によりスパークを抑制するとともに鋼片端面と水中に設けられた継電ブスバーを短絡させ、且つ電極先端部を冷却する。 圧延歩留が約1%向上、表面キズ及び脱炭欠陥が減少する。該装置を既設の加熱炉の搬出部近傍に設け、鋼片を600~800℃に予熱するなら消費電力量は半減する。
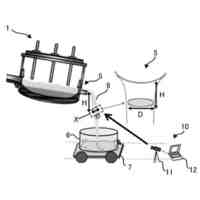
【選択図】 図1
特許請求の範囲
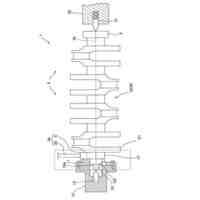
【請求項1】
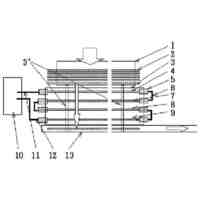
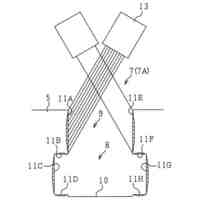
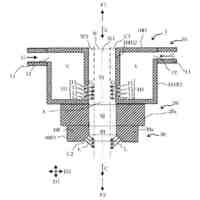
棒・線・条用の鋼片を直接通電加熱する装置であって、2本以上の鋼片を積載し該鋼片を並列・並進させるウォーキング・ビームを保有する加熱台と、該加熱台上の各鋼片の両端面に接触・離反することが可能な該加熱台外側に設けられた電極と、該鋼片を直列回路とするよう該電極間を電気接続する水中に設けられた継電ブスバーと、該回路に通電する電源とから構成され、該電極の接点部は回転する導通可能なブラシロールであって稼働中は該鋼片端面と該継電ブスバーとの2点で摺動接触することを特徴とする鋼片の加熱装置。
続きを表示(約 310 文字)
【請求項2】
下記6条件、
1) 積載する鋼片をガス加熱炉により600℃以上800℃以下に予熱すること、
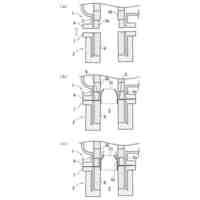
2) 直列回路への通電は各電極が各鋼片と接触した後、切電は離反する前に行うこと、
3) ブラシロールの幅を鋼片幅以上とし、径を鋼片高さの2倍以上5倍以下とすること、
4) ブラシロールは一定押圧力で鋼片端面と水中ブスバーに接触すること、
5) 回路抵抗センサーを設け、異常時には通電不能とすること、
6) 加熱台への鋼片の積載数を偶数とすること、
のうちどれか一つ以上を組み込んだことを特徴とする請求項1に記載した鋼片の加熱装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、棒・線・条用鋼片を熱間圧延に供するに当たって1000℃以上の高温に再加熱する装置に関している。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
条鋼・棒鋼・線材等の圧延鋼材は連続鋳造、又は連続鋳造と分塊圧延によって得られた鋼片を約1200℃に再加熱した後、所定形状の鋼材に圧延されたものである。
再加熱工程に関して、設備は通常ガスバーナーを付設したウォーキング式炉床を持つ連続加熱炉が使用され、加熱時間は1~2時間を要し、燃料原単位は性能の優れたバーナーの適用や操業上の効率化等により25~40×10
4
kcal/t(加熱効率70~40%)であり、低減はほぼ限界に近く、コスト上の問題は概ね解決されている。
【0003】
該再加熱炉における問題を挙げる。
1) 火炎は低速加熱故に時間を要し、鋼片表面の酸化が進行、歩留損は1.0~1.5%になる。鋼材価格が炭素鋼の数倍もするステンレス鋼等の高合金鋼では当歩留損はバカにならない。
2) 同様に鋼片表面が脱炭し、例え薄くても孔型圧延の過程で不均一延伸により脱炭層の部分集積が発生して高級鋼では下流工程で表面除去が必要になる。
3) 酸化によるスケール(酸化鉄の薄片)が炉床に堆積・溶着し、鋼片移送時に表面キズを発生させる。炉床の補修作業が欠かせない。
ちなみに小型鍛鋼品を製造する場合、しばしば高周波加熱のビレットヒーターによって急速加熱され、この場合上記3問題は全く発生しない。
該ビレットヒーターを前記量産鋼材に適用すると上記3問題の解決は容易だが、加熱効率は誘導炉固有の問題により60%を超えられず、電力コストが決定的弱点となる。
【0004】
特許文献1には、直進する鋼線を約1000℃に連続加熱する方法が開示されている。それによると従来のソレノイドコイルに貫通させて高周波誘導加熱する方法に対して2個の電極ロール間に直接通電している。加熱効率は95%以上が得られ、直接通電の優秀性が立証されているが、設備的には約10mm径の鋼線に対して電流値は3000~4000Aが必要である。
【0005】
鋼線の直接通電加熱方法を鋼片に適用する場合の問題を検討する。
鋼片の断面積は鋼線のそれの100倍以上である。電流値は10万Aを優に超える(例;30万A)。これ程の大電流になると変圧器だけでなく継電器・制御器や配線・電極の設計及び操業に問題多々と推測される。電源面では一般的なアーク炉用電源から乖離し、特殊設計となって設備費が割高となる。作業面では、通電の入り切りに際して鋼片電極間にスパークが発生すると、強烈故に両者の接触部に溶蝕・溶着が発生し、電極が耐久し得ない。そもそも回転するロールと静止鋼片は馴染まない等種々の問題が予測される。
【0006】
鋼片の直接通電加熱に成功している事例は、発明者の知るところ世界で1工場
(Thyssen Ederstahl Werke Witten)である。実施状況を整理する。
特殊鋼線材を対象とし、鋼片寸法は90mm角×6m、電極に工夫があり、約20mm径半球状の圧接端子を各面2個、端面に5個を保持する電極バイスを鋼片両端部に噛みつかせる。約3分で1100℃に昇温、電流値は約10万Aである。
当該装置は鉄筋用棒鋼の鋼片(130mm角)の再加熱に応用されたが、電極の耐久が全く巧く行かず実用されなかった。
【0007】
成否の要因を検討すると、前者の成功例では電極の接触・通電がほぼ安定していて耐久性は容認できる程度であったこと、後者の失敗例では処理能力の増強(約5倍)や断面積増に起因する電流値の増大が電極の耐久問題を困難にしたと推測される。
【0008】
電極の耐久に関して、鋼線では容易、鋼片では困難にしている要因は、鋼線と電極ロールとは同期しているので接触点はロールの回転により両者とも時々刻々移動して局所異常発熱が無いが、鋼片と電極とでは接触点が固定しており異常発生の可能性が大きい。
【0009】
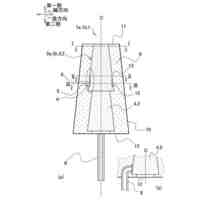
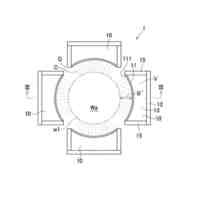
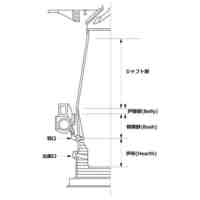
特許文献2には最良の電極ロールが開示されている。それによると電極はタッチロール方式であるが、通電性の良いCCコンポジット(黒鉛と黒鉛繊維の複合材)の薄片を植毛したブラシ・ロールにより通電する。接触点が多数になって個々の接点の離反に際して生ずるスパークは微少になってスパーキズ問題が解決される。ブラシ尖端の昇温は導電性の大きいCCコンポジットにより他端の水冷銅合金製環状植毛台により冷却され、黒鉛が燃焼しない400℃以下に維持される。
本方法の特徴は円滑な多点接触故に鋼線とロールを同期させる必要がない。逆回転も可能である。これは静止鋼片にも応用可能と推測される。
【0010】
上記CCコンポジットの薄片植毛のブラシロールを鋼片加熱に応用しようとすると、1) 特殊ブラシロールの製作が困難、且つ高価になり未だに実用されていない、
2) ブラシ自体に1200℃の鋼片の熱と通電発熱が負荷され、10万Aを超える大電流では植毛台の冷却能が追いつかず黒鉛ブラシが燃焼すると言う問題が生ずる。
冷却能が不足する理由は、鋼線の場合接触幅が1mm程度に対して熱媒体となる薄片幅は20mm程度になって接触部の高熱は容易に植毛台に伝導する。鋼片の場合、接触幅と熱媒体幅は同等となり、媒体の伝熱面積が不足するからである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
製鋼用取鍋精錬炉
1か月前
個人
鋼片の直接通電加熱装置
2か月前
東京窯業株式会社
ガス吹き込みプラグ
2か月前
豊和工業株式会社
チャックボディの焼入れ方法
25日前
株式会社神戸製鋼所
鉄源の製造方法
1か月前
株式会社ジェイテクト
焼入装置、および焼入方法
18日前
日本製鉄株式会社
鉱石の脱リン方法
1か月前
株式会社神戸製鋼所
銑鉄製造方法
1か月前
高周波熱錬株式会社
冷却装置
1か月前
合同会社KESS
直接還元鉄の製造設備及び製造方法
25日前
日本製鉄株式会社
配合計画支援方法
1か月前
株式会社神戸製鋼所
高窒素鋼の精錬方法
1か月前
JFEスチール株式会社
金属精錬における中間排滓方法
3日前
株式会社光栄
低熱膨張合金の製造方法および熱間鍛造部品
28日前
トヨタ自動車株式会社
焼入れ装置
1か月前
日本製鉄株式会社
バッチ式加熱炉の操業方法
25日前
大同プラント工業株式会社
熱処理方法及び熱処理炉
15日前
JFEスチール株式会社
方向性電磁鋼帯の製造方法
1か月前
セージ セラピューティクス, インコーポレイテッド
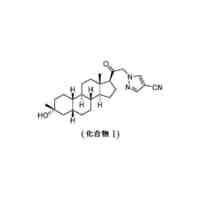
19-ノルC3,3-二置換C21-N-ピラゾリルステロイドおよびその使用方法
1か月前
日本発條株式会社
コイルばねの製造方法
16日前
日本発條株式会社
コイルばねの製造方法
16日前
高周波熱錬株式会社
加熱処理装置
1か月前
日本発條株式会社
コイルばねの製造方法
16日前
JFEスチール株式会社
高炉操業方法
1か月前
富士電子工業株式会社
ワーク固定治具及びそれを備えた焼き入れ装置
2か月前
東京窯業株式会社
環流管と浸漬管との連結方法および連結構造
1か月前
株式会社プロテリアル
析出硬化型マルテンサイト系ステンレス鋼の製造方法
1か月前
JFEスチール株式会社
転炉の操業方法
16日前
JFEスチール株式会社
微粉炭の製造装置及び製造方法
3日前
JFEスチール株式会社
高炉ガス流判定方法、高炉設備、および、高炉操業方法
1か月前
JFEスチール株式会社
転炉型の精錬炉の排滓方法及び転炉の操業方法
2日前
日本製鉄株式会社
電気炉のスラグ流出量推定システム及び電気炉における精錬方法
1か月前
JFEスチール株式会社
還元鉄の製造方法
23日前
株式会社神戸製鋼所
転炉型精錬容器における溶銑の脱Si処理および脱りん処理方法
17日前
JFEスチール株式会社
高炉の炉頂排出ガス処理方法及び高炉付帯設備
1か月前
北京科技大学
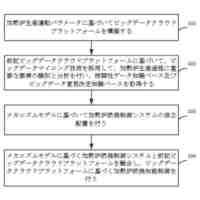
ビッグデータクラウドプラットフォームに基づく加熱炉燃焼知能制御方法及び装置
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ