TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024027652
公報種別
公開特許公報(A)
公開日
2024-03-01
出願番号
2022130615
出願日
2022-08-18
発明の名称
ガス吹き込みプラグ
出願人
東京窯業株式会社
代理人
個人
主分類
C21C
7/072 20060101AFI20240222BHJP(鉄冶金)
要約
【課題】使用限界を目視可能であって、且つ使用限界前に吹き飛ぶことが抑制されるガス吹き込みプラグを提供すること。
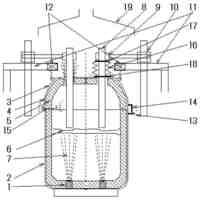
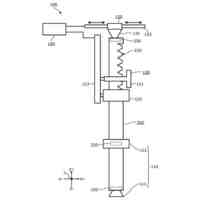
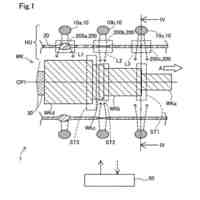
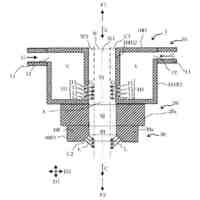
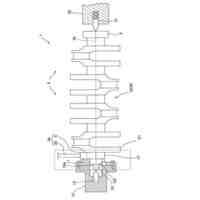
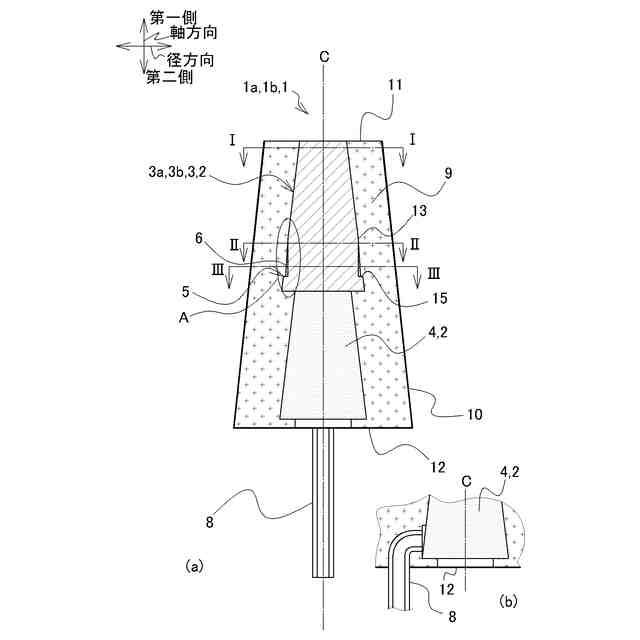
【解決手段】ガス吹き込みプラグ1は、溶融金属にガスを吹き込むガス吹き込みプラグであって、軸方向に延びる多孔質体2と、多孔質体2の外周に配される不定形耐火物9と、多孔質体2に接続されるガス管8を備える。軸方向において、多孔質体2を通過してガスを吹き込む先端部11の側を第一側とし、先端部11の反対側であって基端部12の側を第二側とする。ガス管8は、基端部12又は基端部12に隣接する多孔質体2の外周に接続される。多孔質体2は、外周に棚部5が形成される。棚部5は、軸方向において第二側に偏った位置に形成される。棚部5には、多孔質体2の軸方向に延びる中心軸Cと交差する方向であって、第一側に面する棚面15が形成される。
【選択図】図1
特許請求の範囲
【請求項1】
溶融金属にガスを吹き込むガス吹き込みプラグであって、
軸方向に延びる多孔質体と、
前記多孔質体の外周に配される不定形耐火物と、
前記多孔質体に接続されるガス管を備え、
前記軸方向において、前記多孔質体を通過して前記ガスを吹き込む先端部の側を第一側とし、前記先端部の反対側であって基端部の側を第二側とし、
前記ガス管は、前記基端部又は該基端部に隣接する前記多孔質体の外周に接続され、
前記多孔質体は、外周に棚部を備え、
前記棚部は、
前記多孔質体の前記軸方向に延びる中心軸と交差する方向であって、前記第一側に面する棚面が形成され、
前記軸方向において前記第二側に偏った位置に形成されるガス吹き込みプラグ。
続きを表示(約 1,100 文字)
【請求項2】
前記多孔質体の前記中心軸に垂直な断面は、
前記先端部に隣接する第一断面と、前記棚部に対して前記第一側に隣接する第二断面とは、異なる形状である請求項1に記載のガス吹き込みプラグ。
【請求項3】
前記多孔質体の前記中心軸に垂直な断面は、さらに前記先端部と前記棚部との間に、前記第一断面と前記第二断面とは異なる形状である第三断面を有する請求項2に記載のガス吹き込みプラグ。
【請求項4】
前記棚面の前記第一側に消失材を備える請求項1に記載のガス吹き込みプラグ。
【請求項5】
前記多孔質体は、外周から内側へ凹んで形成される凹部を備え、
前記凹部は、前記軸方向において前記第二側へ偏った位置であって、前記第一側から前記第二側へ至る所定の領域に形成され、
前記棚部は、前記凹部の一部であって、該凹部の前記第二側の端部に形成される請求項1に記載のガス吹き込みプラグ。
【請求項6】
前記凹部の内側であって、前記第一側から前記第二側に至る領域に消失材を備える請求項5に記載のガス吹き込みプラグ。
【請求項7】
前記多孔質体の前記中心軸に垂直な断面は、
前記凹部と、前記凹部に対して前記第一側に隣接する部分とは、異なる形状であるか、又は相似形状である請求項5又は6に記載のガス吹き込みプラグ。
【請求項8】
二つの前記多孔質体である、第一多孔質体と第二多孔質体を備え、
前記第一多孔質体と前記第二多孔質体は、前記軸方向に沿って接続され、前記第一多孔質体は前記第二多孔質体に対して前記第一側にあり、
前記ガス管は、前記第二多孔質体の前記基端部又は該基端部に隣接する該第二多孔質体の外周に接続され、
前記第一多孔質体の気孔率は、前記第二多孔質体よりも小さく、
前記棚部は、前記第一多孔質体に形成される請求項1又は5に記載のガス吹き込みプラグ。
【請求項9】
前記消失材は、
前記多孔質体の外周に沿って備えられ、
該消失材の外周の少なくとも一部が、前記軸方向に沿う方向において鋸刃状に形成される請求項4又は6に記載のガス吹き込みプラグ。
【請求項10】
前記消失材は、
前記多孔質体の外周に沿って備えられ、
前記棚面から前記第一側に向かって、径方向の厚みが徐々に小さくなるよう形成される請求項4又は6に記載のガス吹き込みプラグ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、使用限界を目視可能なガス吹き込むプラグに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
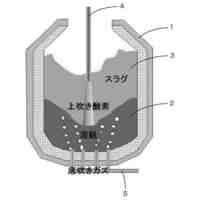
従来より、取鍋等の溶融金属容器の底部や側部の壁面に取り付けられ、所定のガス吹き込むプラグに関し、使用限界を目視可能な構成が提案されている。例えば、特許文献1によれば、取鍋等の溶融金属容器の底部や側部の壁面に取着して所定のガスを吹き込む耐火性のポーラスプラグの内部に、溶融金属容器が空状態下でポーラスプラグの溶損状況を検知可能に識別容易な矩形状、円形状、模様状等の幅がほぼ0.5~10mm、深さがほぼ5~50mmの空間部を設けるとともに、空間部を設けた断面部の中央部に所定の大きさのガスプール部を設けたことを特徴とするガス吹込用ポーラスプラグが記載されている。
【0003】
これによれば、たとえば、溶融金属容器の底部に上記のポーラスプラグを取着し、アルゴンガス等の不活性ガスを吹き込んで溶融金属を吹錬して所要の回数使用した結果、ポーラスプラグの上部の円錐状部が溶損し、下部の四角錐状部が表われた。その際、四角環状の空間部が表われ、空容器の未だ赤熱状態で、空間部のへこんだ部分が肉眼観察で影のように黒枠状となって見え、溶損が通気性耐火物の下部の四角錐状部に到達したことが明瞭に判別できたものである。従って、ポーラスプラグの溶損量の判断を誤まることなく、使用限界を肉眼で確認でき、ポーラスプラグの交換や溶融金属容器等の補修の時期を正確に判断できるものである、と記載されている。
【先行技術文献】
【特許文献】
【0004】
実公平3-43221
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来例では以下の課題がある。特許文献1に記載の通気性耐火物は、先端部から空間部に至るまで、連続的な円錐台形状、或いは角錐台形状である。特に、通気性耐火物は、先端部と空間部との間に段部があると、ガス供給側からのガスによる圧力によって、段部から先端部の間が吹き飛んでしまうという課題があった。
【0006】
本発明の目的は、従来の課題を解決するもので、使用限界を目視可能であって、且つ使用限界前に吹き飛ぶことが抑制されるガス吹き込みプラグを提供することにある。
【課題を解決するための手段】
【0007】
本発明の態様に係るガス吹き込みプラグは、溶融金属にガスを吹き込み、軸方向に延びる多孔質体と、前記多孔質体の外周に配される不定形耐火物と、前記多孔質体に接続されるガス管を備え、前記軸方向において、前記多孔質体を通過して前記ガスを吹き込む先端部の側を第一側とし、前記先端部の反対側であって基端部の側を第二側とし、前記ガス管は、前記基端部又は該基端部に隣接する前記多孔質体の外周に接続され、前記多孔質体は、外周に棚部を備え、前記棚部は、前記多孔質体の前記軸方向に延びる中心軸と交差する方向であって、前記第一側に面する棚面が形成され、前記軸方向において前記第二側に偏った位置に形成される。
【0008】
これによれば、棚部は、多孔質体の第二側に偏った位置の外周に形成されるので、多孔質体がガス管から送られたガスによって第一側に向かう圧力を受けて移動しようとすると、不定形耐火物によってせき止められる。よって、多孔質体が第一側へ吹き飛ぶことが抑制される。また、多孔質体が溶損して棚部に達すると、形状の変化を目視確認できるので、多孔質体が終端部まで溶損する前に使用限界を確認することができる。
【0009】
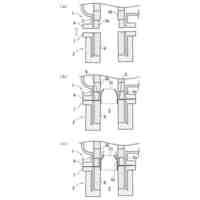
また、前記ガス吹き込みプラグは、前記多孔質体の前記中心軸に垂直な断面が、前記先端部に隣接する第一断面と、前記棚部に対して前記第一側に隣接する第二断面とは、異なる形状でもよい。
【0010】
この場合、ガス吹き込みプラグは、第一断面と第二断面とが異なる形状なので、多孔質体の第二断面が現れると使用限界に近づいたことを確認することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
製鋼用取鍋精錬炉
1か月前
個人
鋼片の直接通電加熱装置
2か月前
東京窯業株式会社
ガス吹き込みプラグ
2か月前
豊和工業株式会社
チャックボディの焼入れ方法
25日前
株式会社神戸製鋼所
鉄源の製造方法
1か月前
日本製鉄株式会社
高炉の操業方法
2か月前
株式会社ジェイテクト
焼入装置、および焼入方法
18日前
日本製鉄株式会社
鉱石の脱リン方法
1か月前
日本製鉄株式会社
配合計画支援方法
1か月前
株式会社神戸製鋼所
銑鉄製造方法
1か月前
高周波熱錬株式会社
冷却装置
1か月前
合同会社KESS
直接還元鉄の製造設備及び製造方法
25日前
株式会社神戸製鋼所
高窒素鋼の精錬方法
1か月前
JFEスチール株式会社
金属精錬における中間排滓方法
3日前
株式会社光栄
低熱膨張合金の製造方法および熱間鍛造部品
28日前
トヨタ自動車株式会社
焼入れ装置
1か月前
日本製鉄株式会社
バッチ式加熱炉の操業方法
25日前
大同プラント工業株式会社
熱処理方法及び熱処理炉
15日前
JFEスチール株式会社
方向性電磁鋼帯の製造方法
1か月前
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-二置換C21-N-ピラゾリルステロイドおよびその使用方法
1か月前
高周波熱錬株式会社
加熱処理装置
1か月前
日本発條株式会社
コイルばねの製造方法
16日前
日本発條株式会社
コイルばねの製造方法
16日前
日本発條株式会社
コイルばねの製造方法
16日前
JFEスチール株式会社
高炉操業方法
1か月前
株式会社プロテリアル
析出硬化型マルテンサイト系ステンレス鋼の製造方法
1か月前
富士電子工業株式会社
ワーク固定治具及びそれを備えた焼き入れ装置
2か月前
東京窯業株式会社
環流管と浸漬管との連結方法および連結構造
1か月前
JFEスチール株式会社
転炉の操業方法
16日前
JFEスチール株式会社
微粉炭の製造装置及び製造方法
3日前
スチールプランテック株式会社
転炉排ガス処理設備及び転炉排ガス処理方法
2か月前
JFEスチール株式会社
高炉ガス流判定方法、高炉設備、および、高炉操業方法
1か月前
JFEスチール株式会社
転炉型の精錬炉の排滓方法及び転炉の操業方法
2日前
日本製鉄株式会社
電気炉のスラグ流出量推定システム及び電気炉における精錬方法
1か月前
JFEスチール株式会社
還元鉄の製造方法
23日前
株式会社神戸製鋼所
転炉型精錬容器における溶銑の脱Si処理および脱りん処理方法
17日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ